一种中组立分段焊缝机器人的回避障碍控制方法及装置与流程
1.本发明涉及船体中组立分段焊接技术领域,尤其涉及一种中组立分段焊缝机器人的回避障碍控制方法及装置。
背景技术:
2.在船舶建造过程中,船体由板材开始逐步进行先行小组装配、小组立装配、中组立装配,中组立装配包括了多个小组立工件,按照一定的装配顺序进行装配焊缝焊接,形成中组立分段。
3.目前,在中组立装配焊接过程中,由于中组立结构复杂,跨越装配焊缝的障碍物较多,焊接处是否存在障碍物的焊接方法不同,目前通常采用人工主观的评判是否存在障碍物,进而针对性的选择装配焊缝焊接施工,效率低,焊接质量难以保证,劳动强度大。
技术实现要素:
4.本发明提出一种中组立分段焊缝机器人的回避障碍控制方法及装置,所述方法预先采集焊接参数和障碍物参数,根据参数确定焊接路径有障碍物,通过调整焊枪与焊缝轨迹之间的角度,以使机械臂自动避开障碍物,以提高焊接效率。
5.本发明实施例的第一方面提供了一种中组立分段焊缝机器人的回避障碍控制方法,所述方法包括:
6.获取中组立焊缝的焊缝参数和障碍物参数;
7.基于所述焊缝参数和所述障碍物参数设置焊接路径,并根据所述焊接路径控制中组立分段焊缝机器人进行同步焊接;
8.若移动到所述焊接路径的有障碍区域内,则在中组立分段焊缝机器人的焊枪同步焊接至有障碍区域的障碍物的位置时,调整中组立分段焊缝机器人的焊枪与焊缝之间夹角,并在避开障碍物后重新同步焊接,直到到达所述焊接路径的终点。
9.在第一方面的一种可能的实现方式中,所述调整中组立分段焊缝机器人的焊枪与焊缝之间夹角,包括:
10.获取焊枪与已焊接焊缝之间的第一夹角值以及避开障碍物所需的调整角度值;
11.按照所述调整角度值将所述第一夹角值调整至第二夹角值。
12.在第一方面的一种可能的实现方式中,在所述在中组立分段焊缝机器人的焊枪同步焊接至有障碍区域的障碍物的位置的步骤前,所述方法还包括:
13.在移动至所述焊接路径的有障碍区域的起点时,获取中组立分段焊缝机器人的机械臂的坐标,作为固定坐标;
14.以所述固定坐标为支点,确定机械臂上的焊枪与已焊接焊缝之间的夹角,得到第三夹角值;
15.基于预设的焊接角度差值将所述第三夹角值调整至所述第一夹角值,并控制中组立分段焊缝机器人的焊枪进行同步焊接。
16.在第一方面的一种可能的实现方式中,所述在避开障碍物后重新同步焊接,直到到达所述焊接路径的终点,包括:
17.获取中组立分段焊缝机器人的机械臂的当前坐标点,所述当前坐标点为所述焊接路径上的路径节点;
18.判断所述当前坐标点与所述焊接路径的终点坐标点是否相同;
19.若所述当前坐标点与所述焊接路径的终点坐标点相同,则终止同步焊接;
20.若所述当前坐标点与所述焊接路径的终点坐标点不相同,则重新将中组立分段焊缝机器人的焊枪与焊缝之间夹角从所述第二夹角值调整至所述第三夹角值,并开始进行同步焊接。
21.在第一方面的一种可能的实现方式中,所述路径节点包括:路径节点编号、路径节点坐标。
22.在第一方面的一种可能的实现方式中,所述方法还包括:
23.若移动到所述焊接路径的无障碍区域内,则控制中组立分段焊缝机器人的焊枪与焊缝之间夹角为所述第三夹角值,进行同步焊接。
24.在第一方面的一种可能的实现方式中,所述焊接路径包括多个无障碍区域和多个有障碍区域;
25.其中,相邻的所述无障碍区域或所述有障碍区域的端点相连接。
26.在第一方面的一种可能的实现方式中,所述焊缝参数包括焊缝编号、焊缝起点、焊缝终点、焊缝参数、焊缝连接板材参数。
27.在第一方面的一种可能的实现方式中,所述障碍物参数包括障碍物编号、障碍物材质、障碍物尺寸参数、障碍物坐标参数。
28.本发明实施例的第二方面提供了一种中组立分段焊缝机器人的回避障碍控制装置,所述装置包括:
29.获取模块,用于获取中组立焊缝的焊缝参数和障碍物参数;
30.设置模块,用于基于所述焊缝参数和所述障碍物参数设置焊接路径,并根据所述焊接路径控制中组立分段焊缝机器人进行同步焊接;
31.调整回避模块,用于若移动到所述焊接路径的有障碍区域内,则在中组立分段焊缝机器人的焊枪同步焊接至有障碍区域的障碍物的位置时,调整中组立分段焊缝机器人的焊枪与焊缝之间夹角,并在避开障碍物后重新同步焊接,直到到达所述焊接路径的终点。
32.相比于现有技术,本发明实施例提供的一种中组立分段焊缝机器人的回避障碍控制方法及装置,其有益效果在于:本发明通过获取预先设定的中组立装配焊接过程中焊接路径上的障碍物参数,根据所述障碍物参数判断当前焊接处是否为有障碍物焊接区域,在所述当前焊接处为有障碍物焊接区域时,通过预先设定的有障碍物焊接方法进行焊接,在所述当前焊接处不为有障碍物焊接区域时,通过预先设定的无障碍物焊接方法进行焊接,实现了通过机械臂适应于有无障碍物自动调整焊接方法,由于无需人工执行,效率高,焊接质量可以得到保证,劳动强度低。
附图说明
33.图1是本发明实施例提供的一种中组立分段焊缝机器人的回避障碍控制方法的步
骤流程图;
34.图2是本发明实施例提供一种中组立分段焊缝机器人的回避障碍控制方法的立体角度示意图;
35.图3是本发明实施例提供一种中组立分段焊缝机器人的回避障碍控制方法的平面角度示意图;
36.图4是本发明实施例提供的一种中组立分段焊缝机器人的回避障碍控制方法的流程示意图;
37.图5是本发明实施例提供的一种中组立分段焊缝机器人的回避障碍控制装置的结构示意图。
具体实施方式
38.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
39.目前通常采用人工主观的评判是否存在障碍物,进而针对性的选择装配焊缝焊接施工,效率低,焊接质量难以保证,劳动强度大。
40.为了解决上述问题,下面将通过以下具体的实施例对本技术实施例提供的一种中组立分段焊缝机器人的回避障碍控制方法进行详细介绍和说明。
41.参照图1,示出了本发明实施例提供的一种中组立分段焊缝机器人的回避障碍控制方法的步骤流程图。
42.在一实施例中,所述方法适用于中组立分段焊缝机器人的控制系统,其中,中组立分段焊缝机器人设有机械臂,在机械臂上设有焊枪,可以通过焊枪进行焊缝焊接。
43.其中,作为示例的,所述中组立分段焊缝机器人的回避障碍控制方法,可以包括:
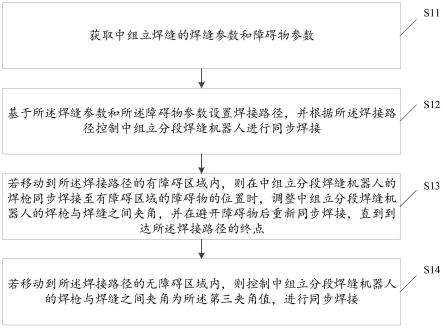
44.s11、获取中组立焊缝的焊缝参数和障碍物参数。
45.在一实施例中,所述焊缝参数包括焊缝编号、焊缝起点、焊缝终点、焊缝参数、焊缝连接板材参数。
46.所述障碍物参数包括障碍物编号、障碍物材质、障碍物尺寸参数、障碍物坐标参数。
47.s12、基于所述焊缝参数和所述障碍物参数设置焊接路径,并根据所述焊接路径控制中组立分段焊缝机器人进行同步焊接。
48.可以基于焊缝参数的起点和终点位置以及焊接所需要电力参数等确定机械臂的运动轨迹,形成焊接轨迹,再结合障碍物参数所包含的内容,可以确定在焊接轨迹上所遇到的障碍物,确定哪些地方有障碍物,哪些地方没有障碍物,确定无障碍区域和有障碍区域,结合上述两者,可以设定机械臂的焊接路径。
49.所述焊接路径包括多个无障碍区域和多个有障碍区域;
50.其中,相邻的所述无障碍区域或所述有障碍区域的端点相连接。
51.具体地,多个无障碍区域和多个有障碍区域的端点相互连接形成焊接路径。例如,从起点开始一连两个无障碍区域,接着是两个有障碍区域,再连着三个无障碍区域,最后再
连着一个有障碍区域,形成焊接路径。
52.在确定焊接路径后,可以按照焊接路径控制机械臂移动,同时基于焊接参数控制机械臂上的焊接进行相应的焊接,从而形成已焊接焊缝。
53.s13、若移动到所述焊接路径的有障碍区域内,则在中组立分段焊缝机器人的焊枪同步焊接至有障碍区域的障碍物的位置时,调整中组立分段焊缝机器人的焊枪与焊缝之间夹角,并在避开障碍物后重新同步焊接,直到到达所述焊接路径的终点。
54.在移动过程中,当移动至有障碍区域内,就可以在焊接到有障碍区域的障碍物处,调整中组立分段焊缝机器人的焊枪与焊缝之间夹角,使得焊枪偏离当前位置,避免焊接与障碍物直接触碰,然后可以控制机械臂沿预先设置的避障焊接路径避开障碍物,从而避开障碍物。其中,预先设置的避障焊接路径可以是用户或控制系统预先基于障碍物参数进行设定,也可以根据焊接参数进行调整,例如,从下往上焊接,则预先设置的避障焊接路径可以是先向左或向右移动,再向上移动,驶离障碍物;同理从左往右焊接,则预先设置的避障焊接路径可以是先向上移动,再向右移动,驶离障碍物。
55.由于每个有障碍区域均有其起点,为了能及早进行调整,避免焊枪与障碍物发生碰撞,在其中一种的实施例中,步骤s13可以包括以下子步骤:
56.s131、在移动至所述焊接路径的有障碍区域的起点时,获取中组立分段焊缝机器人的机械臂的坐标,作为固定坐标。
57.其中,固定坐标可以是机械臂在焊缝方向上与焊接固定距离的坐标。机械臂的一端夹着焊枪,另一端摆动,以带动焊枪上下摆动。固定坐标可以是机械臂摆动一端的坐标。
58.s132、以所述固定坐标为支点,确定机械臂上的焊枪与已焊接焊缝之间的夹角,得到第三夹角值。
59.其中,第三夹角值可以是机械臂进入有障碍区域后,焊枪与已焊接焊缝之间的夹角值。
60.s133、基于预设的焊接角度差值将所述第三夹角值调整至所述第一夹角值,并控制中组立分段焊缝机器人的焊枪进行同步焊接。
61.在实际操作中,焊枪在从第三夹角值调整至第一夹角值的过程中,焊枪同时在进行焊接操作,通过摆动,实现焊接,同时机械臂不移动,避免焊枪与障碍物发生碰撞。
62.由于此时机械臂固定不动,机械臂末端转动使焊枪角度摆动完成焊接,因此,预设的焊接角度差值的设置也需要考虑焊枪的长度(包括伸出焊枪的焊丝长度)、机械臂末端距焊缝的距离、障碍物的宽度(在焊缝方向)、障碍物的高度(垂直焊缝方向)等,已确保焊枪在摆动进行同步焊接时能完成焊接。
63.s134、在中组立分段焊缝机器人的焊枪同步焊接至有障碍区域的障碍物的位置时,获取焊枪与已焊接焊缝之间的第一夹角值以及避开障碍物所需的调整角度值。
64.s135、按照所述调整角度值将所述第一夹角值调整至第二夹角值。
65.当焊枪已经同步焊接至有障碍区域的障碍物的位置时,此时焊枪已经移动至第一夹角值处,可以获取第一夹角值,以及需要调整的调整角度值,然后按照调整角度值将第一夹角值调整至第二夹角值,此时,焊枪已经远离障碍物,可以避免焊枪与障碍物发生碰撞,接着可以继续按照预先设置的避障焊接路径控制机械臂移动,又或者按照焊接路径控制焊枪进入下一个区域进行下一步焊接。
66.在焊接的过程中,当前的区域可能是最后一个区域,可能没有下一个区域,可能下一个区域为有障碍区域,可能为无障碍区域。为了确定是否已经焊接完成,其中,作为示例,步骤s13可以包括以下子步骤:
67.s136、获取中组立分段焊缝机器人的机械臂的当前坐标点,所述当前坐标点为所述焊接路径上的路径节点。
68.具体地,当前坐标点可以是机械臂没有夹着焊枪一端的坐标点,其中,当前坐标点也可以对应为所述焊接路径上的路径节点。
69.在一实施例中,所述路径节点包括:路径节点编号、路径节点坐标。
70.s137、判断所述当前坐标点与所述焊接路径的终点坐标点是否相同。
71.s138、若所述当前坐标点与所述焊接路径的终点坐标点相同,则终止同步焊接。
72.当前坐标点与焊接路径的终点坐标点相同,则说明已完成焊接,终止同步焊接。
73.s139、若所述当前坐标点与所述焊接路径的终点坐标点不相同,则重新将中组立分段焊缝机器人的焊枪与焊缝之间夹角从所述第二夹角值调整至所述第三夹角值,并开始进行同步焊接。
74.当前坐标点与焊接路径的终点坐标点不相同,则说明未完成焊接,可以继续按照焊接路径继续后续操作,例如,进入下一区域(有障碍区域或无障碍区域),同时可以重新将中组立分段焊缝机器人的焊枪与焊缝之间夹角从第二夹角值调整至第三夹角值,并开始进行同步焊接,使得其可以按照原来的夹角值再进行焊接操作。
75.承接上述内容可知,焊接路径可能包含无障碍区域,在一实施例中,所述方法还可以包括:
76.s14、若移动到所述焊接路径的无障碍区域内,则控制中组立分段焊缝机器人的焊枪与焊缝之间夹角为所述第三夹角值,进行同步焊接。
77.参照图2-3,分别示出了本发明实施例提供一种中组立分段焊缝机器人的回避障碍控制方法的立体角度示意图和本发明实施例提供一种中组立分段焊缝机器人的回避障碍控制方法的平面角度示意图。
78.在起始时,若在有障碍物区域的起点,焊接系统控制机械臂在焊缝方向的坐标固定,焊接系统控制机械臂在垂直焊缝方向上靠近焊缝运动,使焊枪与已焊接的焊缝之间夹角由第三夹角值(80度)逐渐调整为第一夹角值(45度),在此期间,焊枪进行同步焊接,此时机械臂的运动轨迹是焊接路径的一部分。
79.当完成焊接并到达障碍物的位置时,焊接系统控制机械臂沿预先设置的避障焊接路径避开障碍物,运动至有障碍物焊接区域终点,并在运动过程中焊枪与已焊接的焊缝之间夹角由第一夹角值(45度)逐渐调整为第二夹角值(135度),此时机械臂的运动轨迹是焊接路径的一部分,并完成有障碍物区域的焊接。
80.接着如果继续是有障碍物区域,则重复上述步骤,将焊枪与已焊接的焊缝之间夹角从第二夹角值(135度角)调整至第三夹角值(80度),继续操作。若是无障碍物区域,则可以直接将焊枪与已焊接的焊缝之间夹角从第二夹角值(135度角)调整至第三夹角值(80度),然后按照焊接路径进行焊接,若到达终点,则停止。
81.参照图5,示出了本发明一实施例提供的一种中组立分段焊缝机器人的回避障碍控制方法的操作流程图。
82.s1:焊接系统获取中组立焊缝的焊缝参数和障碍物参数;
83.s2:焊接系统设置焊接路径为无障碍物焊接区域和有障碍物焊接区域,将焊缝起点设置为焊接路径起点;
84.s3:判断焊接路径是否为有障碍物焊接区域,若为有障碍物焊接区域,则转至s4,若为无障碍物焊接区域,则转至s7;
85.s4:焊接系统控制机械臂到达有障碍物焊接区域起点;
86.s5:焊接系统控制机械臂在焊缝方向的坐标固定,使焊枪与已焊接焊缝之间夹角由80度角逐渐调整为45度角,焊枪运动同步焊接焊缝;
87.s6:焊接系统控制机械臂沿预先设置的避障焊接路径避开障碍物,运动至有障碍物焊接区域终点,焊接系统控制机械臂在焊缝方向的坐标固定,使焊枪与已焊接焊缝之间夹角由135度角逐渐调整为80度角,焊枪运动同步焊接焊缝,转至s8;
88.s7:在无障碍物焊接区域,焊接系统控制机械臂使焊枪与已焊接焊缝保持80度角,焊枪运动同步焊接焊缝;
89.s8:判断是否到达焊缝的终点,若未到达焊缝的终点则转至s3,若已到达焊缝的终点则转至s9;
90.s9:完成中组立焊缝焊接。
91.在本实施例中,本发明实施例提供了一种中组立分段焊缝机器人的回避障碍控制方法,其有益效果在于:本发明通过获取预先设定的中组立装配焊接过程中焊接路径上的障碍物参数,根据所述障碍物参数判断当前焊接处是否为有障碍物焊接区域,在所述当前焊接处为有障碍物焊接区域时,通过预先设定的有障碍物焊接方法进行焊接,在所述当前焊接处不为有障碍物焊接区域时,通过预先设定的无障碍物焊接方法进行焊接,实现了通过机械臂适应于有无障碍物自动调整焊接方法,由于无需人工执行,效率高,焊接质量可以得到保证,劳动强度低。
92.本发明实施例还提供了一种中组立分段焊缝机器人的回避障碍控制装置,参见图5,示出了本发明一实施例提供的一种中组立分段焊缝机器人的回避障碍控制装置的结构示意图。
93.其中,作为示例的,所述中组立分段焊缝机器人的回避障碍控制装置可以包括:
94.获取模块501,用于获取中组立焊缝的焊缝参数和障碍物参数;
95.设置模块502,用于基于所述焊缝参数和所述障碍物参数设置焊接路径,并根据所述焊接路径控制中组立分段焊缝机器人进行同步焊接;
96.调整回避模块503,用于若移动到所述焊接路径的有障碍区域内,则在中组立分段焊缝机器人的焊枪同步焊接至有障碍区域的障碍物的位置时,调整中组立分段焊缝机器人的焊枪与焊缝之间夹角,并在避开障碍物后重新同步焊接,直到到达所述焊接路径的终点。
97.可选地,所述调整回避模块,还用于:
98.获取焊枪与已焊接焊缝之间的第一夹角值以及避开障碍物所需的调整角度值;
99.按照所述调整角度值将所述第一夹角值调整至第二夹角值。
100.可选地,所述系统还包括:
101.获取坐标模块,用于在移动至所述焊接路径的有障碍区域的起点时,获取中组立分段焊缝机器人的机械臂的坐标,作为固定坐标;
102.确定模块,用于以所述固定坐标为支点,确定机械臂上的焊枪与已焊接焊缝之间的夹角,得到第三夹角值;
103.角度调整模块,用于基于预设的焊接角度差值将所述第三夹角值调整至所述第一夹角值,并控制中组立分段焊缝机器人的焊枪进行同步焊接。
104.可选地,所述调整回避模块,还用于:
105.获取中组立分段焊缝机器人的机械臂的当前坐标点,所述当前坐标点为所述焊接路径上的路径节点;
106.判断所述当前坐标点与所述焊接路径的终点坐标点是否相同;
107.若所述当前坐标点与所述焊接路径的终点坐标点相同,则终止同步焊接;
108.若所述当前坐标点与所述焊接路径的终点坐标点不相同,则重新将中组立分段焊缝机器人的焊枪与焊缝之间夹角从所述第二夹角值调整至所述第三夹角值,并开始进行同步焊接。
109.可选地,所述路径节点包括:路径节点编号、路径节点坐标。
110.可选地,所述系统还包括:
111.无障碍焊接模块,用于若移动到所述焊接路径的无障碍区域内,则控制中组立分段焊缝机器人的焊枪与焊缝之间夹角为所述第三夹角值,进行同步焊接。
112.可选地,所述焊接路径包括多个无障碍区域和多个有障碍区域;
113.其中,相邻的所述无障碍区域或所述有障碍区域的端点相连接。
114.可选地,所述焊缝参数包括焊缝编号、焊缝起点、焊缝终点、焊缝参数、焊缝连接板材参数。
115.可选地,所述障碍物参数包括障碍物编号、障碍物材质、障碍物尺寸参数、障碍物坐标参数。
116.所属技术领域的技术人员可以清楚地了解到,为方便的描述和简洁,上述描述的装置的具体工作过程,可以参考前述方法实施例中的对应过程,在此不再赘述。
117.进一步的,本技术实施例还提供了一种电子设备,包括:存储器、处理器及存储在存储器上并可在处理器上运行的计算机程序,所述处理器执行所述程序时实现如上述实施例所述的中组立分段焊缝机器人的回避障碍控制方法。
118.进一步的,本技术实施例还提供了一种计算机可读存储介质,所述计算机可读存储介质存储有计算机可执行指令,所述计算机可执行指令用于使计算机执行如上述实施例所述的中组立分段焊缝机器人的回避障碍控制方法。
119.以上所述是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1