一种多功能模块拼装型组装调姿平台的制作方法
1.本发明涉及一种可调可拼的组装姿态调节平台,尤其涉及的是一种多功能模块拼装型组装调姿平台。
背景技术:
2.组装自动化系统的复杂度和集成度已达到全新高度,随着而来的是,单一组装自动化系统需要尽可能多的兼容更多的工件,以满足具备多功能机械臂的需求。当前,组装机械臂在功能柔性上已经得到了一些发展,但与之配合的,用于组装工件姿态调整的调姿平台往往刚性且定制化,在需要进行产品更换或单次组装多类产品时,只能通过扩充调姿平台数量或停机拆装来实现,已逐渐成为组装系统中集成度、精度、效率提升的重要瓶颈。
3.鉴于上述缺陷,本发明创作者经过长时间的研究和实践终于获得了本发明。
技术实现要素:
4.本发明所要解决的技术问题在于:如何解决调姿平台固定不可组装的缺陷,提供了一种多功能模块拼装型组装调姿平台。
5.本发明是通过以下技术方案解决上述技术问题的,本发明包括翻转末端、三爪夹持末端、平面夹持末端、大负载转动模块、中小负载转动模块、快速转动模块、中小行程开合模块和大行程开合模块;所述中小行程开合模块和平面夹持末端分别通过快换接头连接在大行程开合模块上,所述三爪夹持末端和翻转末端分别通过快换接头连接在中小行程开合模块上,所述中小行程开合模块和平面夹持末端与大行程开合模块之间通过快换接头连接所述中小负载转动模块、大负载转动模块、快速转动模块中的至少一个。
6.作为本发明的优选方式之一,所述翻转末端有两组,分别设置于中小行程开合模块上,形成用于夹持工件的空间,所述翻转模块包括轴承旋转组件、卡扣弹簧、弹压卡扣、定位块、翻转支架;所述轴承旋转组件与定位块连接,所述定位块上设置有用于工件的边缘卡入的定位槽,所述弹压卡扣铰接在定位块上,所述卡扣弹簧的一端连接弹压卡扣,一端连接有用于卡紧工件的定位块;所述轴承旋转组件连接在翻转支架上,所述翻转支架的底部设置有快换接头。
7.作为本发明的优选方式之一,所述三爪夹持末端包括三爪卡盘、顶针和两个卡盘连接座,所述三爪卡盘和顶针分别设置在对应的卡盘连接座上,两个卡盘连接座之间形成用于抓夹工件的空间,所述卡盘连接座的底部设置有快换接头。
8.作为本发明的优选方式之一,所述平面夹持末端包括夹持托盘、调节螺丝、推块和弹簧安装块,所述夹持托盘内设置有用于工件夹持的夹持槽,所述夹持槽上的对向分别设置有用于夹持的定位部和压紧部,所述推块设置在压紧部上,所述弹簧安装块分别连接推块和压紧部,所述调节螺丝穿过弹簧安装块调控推块移动定位,所述夹持托盘的底部设置有快换接头。
9.作为本发明的优选方式之一,所述大负载转动模块包括大负载电机和大负载换向
器;所述大负载电机的输出端连接大负载换向器,所述大负载换向器的上部和下部分别设置有快换接头。
10.作为本发明的优选方式之一,所述中小负载转动模块包括中小负载电机和中小负载换向器;所述中小负载电机的输出端连接中小负载换向器,所述中小负载换向器的上部和下部分别设置有快换接头。
11.作为本发明的优选方式之一,所述快速转动模块包括dd马达和马达转接盘,所述dd马达的输出端连接马达转接盘,所述转接盘的上部和下部分别设置有快换接头。
12.作为本发明的优选方式之一,所述中小行程开合模块包括往复直线模组、中小行程滑动块、往复滑动板和模组伺服电机,所述模组伺服电机驱动所述往复直线模块,所述中小行程滑动块和往复滑动板分别连接在往复直线模组上,所述往复滑动板和往复直线模组上分别设置有快换接头。
13.作为本发明的优选方式之一,所述大行程开合模块包括底板和设置其上的大行程滑动板、大行程丝母座、丝杠传动组、伺服动力源;所述伺服动力源驱动所述丝杠传动组,所述大行程丝母座设置在丝杠传动组上,所述大行程滑动板设置在大行程丝母座上,所述大行程滑动板和所述丝杠传动组上分别设置有快换接头。
14.作为本发明的优选方式之一,所述大行程开合模块上还设置有取放板,所述取放板沿丝杠传动组的长度方向设置在底板上,所述取放板上设置有快换接头。
15.本发明相比现有技术具有以下优点:本发明可根据不同组装场景需求,对不同功能、不同尺寸、不同性能的姿态调整模块间进行机械及电气快速连接从而输出对应调姿能力的实现方式,解决了传统单一功能调姿平台无法满足多产品共线或换线场合的问题。
16.本发明通过模块的互相组合,使得调姿平台既可以实现紧凑空间内的快速调姿、还可以实现大空间、大行程时的重载调姿,又或是普通应用需求下的经济型调姿,具备较高的柔性和产品适应性,在应对一般自动化组装场景时,拥有更大的应用可能。
17.本发明模块间拼装使用了销钉+钢珠定位,定位关系可靠,拆卸方便,避免了系统功能变更时机械拆卸造成的精度损失,大幅减小了更换时间。
18.本发明中多个组装工站和多套调姿平台组线时,可以根据排产计划,将工站中某时刻不参与组装的模块挪至另一个工站利用,通过调度关系,提高各模块的使用时间,降低重复模块开发来的成本。
附图说明
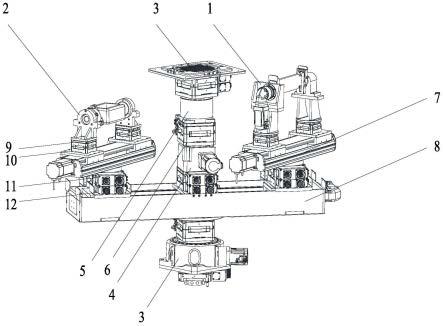
19.图1为本发明的结构示意图;
20.图2为本发明翻转末端的结构示意图;
21.图3为本发明三爪夹持末端的结构示意图;
22.图4为本发明平面夹持末端的结构示意图;
23.图5为本发明大负载转动模块的结构示意图;
24.图6为本发明中小负载转动模块的结构示意图;
25.图7为本发明快速转动模块的结构示意图;
26.图8为本发明中小行程开合模块的结构示意图;
27.图9为本发明大行程开合模块的结构示意图;
28.图10为本发明的常见应用示意图。
具体实施方式
29.下面对本发明的实施例作详细说明,本实施例在以本发明技术方案为前提下进行实施,给出了详细的实施方式和具体的操作过程,但本发明的保护范围不限于下述的实施例。
30.如图1所示,本实施例包括末端模块组(翻转末端1、三爪夹持末端2、平面夹持末端3)、转动模块组(大负载转动模块4、中小负载转动模块5、快速转动模块6)以及开合模块组(中小行程开合模块7、大行程开合模块8)。模块均可实现姿态调整功能,但相互间功能不同、尺寸不同、可实现性能不同,通过具备机械及电气连接功能的快换接头(工具快换公头9、工具快换母头10、主体快换公头11、主体快换母头12)相连,形成具备不同能力的调姿组合体。
31.通过快换接头进行连接的方式为:公头和母头二者间存在着钢珠柱和钢珠孔、销钉和销孔、主气孔和从气孔、电插针和电插孔的配合关系,当两组销钉和销孔完成对应后,钢珠柱和钢珠孔、主气孔和从气孔、电插针和电插孔间对应关系确定,通过压缩空气顶起所述钢珠柱中的十二组钢珠锁紧,并形成气、电回路,实现模块间的连接。
32.如图2~图5所示,所述翻转末端1、三爪夹持末端2、平面夹持末端3,可分别实现壳体和/或板类型料的装夹和翻转、轴端工件的立体装夹、扁平材料的平面夹持。包括考虑到工件不同对夹持末端的尺寸要求不一,三种末端模块组中均存在大、小两种规格,从结构上来说,规格间结构形式完全一致,仅有结构尺寸的差距,其中大型末端底部安装有主体快换公头11,可与配置主体快换母头12的结构相连接,小型末端底部安装有工具快换公头9,可与配置工具快换母头10的结构连接。
33.图2为所述大型(或小型)翻转末端1的结构示意图,其中图2a为主动翻转端的结构示意图,图2b为被动翻转端的结构示意图。所述翻转末端1包括主动翻转端和被动翻转端,二者主要区别在于动力源有无以及支撑结构的不同。主动翻转端包括翻转动力源101、轴承旋转组件102、卡扣弹簧103、弹压卡扣104、定位块105、动力源支撑板106、翻转支撑底板107、翻转立板108、翻转快换转接板109、主体快换公头11(或工具快换公头9)。所述翻转动力源101由伺服电机和弯角减速器组合而成,伺服电机竖直向下布置,弯角减速器与所述动力源支撑板106相连接,并通过螺钉锁紧。所述动力源支撑板106具有凹陷的结构,动力源支撑板106的竖板中心铣有通孔,通孔附近铣有螺纹孔,用于固定所述轴承旋转组件102。所述轴承旋转组件102外壳与所述动力源支撑板106相连,内部通过轴承定位设有伸出轴,伸出轴一端通过联轴器与所述翻转动力源101相连,另一端则与所述定位块105相连接。所述定位块105内部开有定位槽,可将工件边缘滑入其中,上部则安装有一个可绕其转动的所述弹压卡扣104,所述弹压卡扣104上端在转动后可封住所述定位块105的开口,实现装入工件的压紧。为了保证压紧效果,所述定位块105和所述弹压卡扣104间布置了两组卡扣弹簧103,通过穿入二者结构上的中空凸台实现连接。所述动力源支撑板106通过横向布置的翻转支撑底板107和纵向布置的两组翻转立板108同所述翻转快换转接板109实现连接,三者间通过螺钉锁紧。所述翻转快换转接板109为圆板,与所述翻转立板108连接后,整体通过螺钉和销钉锁紧定位在所述主体快换公头11(或工具快换公头9)上,与其它模块中的主体快换公
头11(或工具快换公头9)形成配合。所述被动翻转端由轴承旋转组件102、卡扣弹簧103、弹压卡扣104、定位块105、翻转立板108、翻转快换转接板109、被动支撑底板110、被动支撑座111、主体快换公头11(或工具快换公头9)组成,与所述主动翻转端成组使用。其结构形式与所述主动翻转端基本一致,只是将所述翻转动力源101移除,将动力源支撑板106、翻转支撑底板107分别替换成了被动支撑座111和被动支撑底板110,同样是依靠所述定位块105和所述卡扣弹簧103、弹压卡扣104实现工件压紧,依靠主体快换公头11(或工具快换公头9)与其它模块连接。
34.图3为所述大型(或小型)三爪夹持末端2的结构图,其中,图3a为卡盘端,图3b为顶针端。所述三爪夹持末端2包括卡盘端和顶针端,所述卡盘端包括三爪卡盘201、卡盘连接座202、卡盘快换转接板203、斜撑204、主体快换公头11(或工具快换公头9)。所述三爪卡盘201可实现轴体的锁紧,其通过螺钉固定在竖向布置的所述卡盘连接座202上。所述卡盘连接座202呈上部弧形下部方形的板状,卡盘连接座202的两侧铣有凸台,可用于抓取,底部通过螺钉与所述卡盘快换转接板203锁紧。为了保证强度,所述卡盘连接座202和所述卡盘快换转接板203之间还安装有两组斜撑204。所述卡盘快换转接板203为方盘结构,下部通过销钉和螺钉锁紧定位有主体快换公头11(或工具快换公头9)。顶针端结构与卡盘端基本一致,只是将所述卡盘连接座202上固定的所述三爪卡盘201变更为了所述顶针205,二者成组使用,分别用于夹紧和支承。
35.如图4所示,所述平面夹持末端3包括夹持托盘301、调节螺丝302、推块303、弹簧安装块304和主体快换公头11(或工具快换公头9)。所述夹持托盘301内部挖有夹持槽,可将工件放入其中并利用其中两个线条完整的定位部进行定位。两个定位部的对向各设置有压紧部,所述压紧部上设置有一组压紧装置,压紧装置包括弹簧安装块304、调节螺丝302和推块303,由放置在所述弹簧安装块304孔内的弹簧驱动,并通过推块303实现压紧,并可通过所述调节螺丝302的拧入深度控制弹力。所述夹持托盘301的下方通过销钉和螺丝锁紧定位有主体快换公头11(或工具快换公头9),实现模块间互联。
36.如图5~7所示,所述转动模块组包括大负载转动模块4、中小负载转动模块5、快速转动模块6,分别用于一般速度场合下的大负载转动、一般速度场合下的中小负载转动以及需要快速转动场合下的转动。
37.所述大负载转动模块4包括大负载电机401、大负载换向器402、大负载上转接盘403、大负载快换转接盘404、主体快换公头11、主体快换母头12。所述大负载电机401一般采用伺服电机,与所述大负载换向器402的横向输入口相连,通过所述大负载换向器将横向旋转运动转换为纵向旋转运动。所述大负载换向器402上部通过所述大负载上转接盘403安装有所述主体快换母头12,下部则通过所述大负载快换转接盘404与所述主体快换公头11相连,四者间各自通过销钉和螺钉进行锁紧与定位。
38.所述中小负载转动模块5的连接形式与所述大负载转动模块4基本一致,只是在动力部分将大负载快换转接盘404、大负载换向器402分别换成了中小负载电机503和中小负载换向器502,使得尺寸和承载上有所不同。
39.所述快速转动模块6与所述大负载转动模块4和所述中小负载转动模块5的动力方式有所不同,其动力由dd马达601执行,可以直接输出高动态高响应的大力矩,主体快换母头12、dd马达转接盘602、dd马达601、主体快换公头11从上到下依次连接。
40.如图8和图9所示,所述开合模块组包括中小行程开合模块7、大行程开合模块8,其内部搭载的快换类型不同,可分别用于中小型和大型部件的开合位置调整或夹持。
41.所述中小行程开合模块7包括模组快换转接盘701、往复直线模组702、滑动块703、往复滑动板704、模组伺服电机705、工具快换母头10、主体快换公头11。所述模块快换转接盘701呈圆盘状,通过销钉和螺钉安装在所述主体快换公头11的上方,其自身上方再通过螺钉锁紧有所述往复直线模组702。所述往复直线模组702采用标准双向模组,可通过安装在侧边的所述模组伺服电机705驱动,由内部双向丝杠带动丝母实现直线往复运动。所述滑动块703和所述往复滑动板704共两组,每组各自通过螺钉安装在一起,整体连接在所述往复直线模组702的丝母上,随丝母一同实现往复运动。所述两组往复滑动板704上各安装有所述工具快换母头10,可用于连接所述末端模块组中的小型末端。
42.大行程开合模块8包括大型快换转接盘801、侧支撑板组802、遮罩安装片803、大行程滑动板804、大行程丝母座805、底板806、取放板807、丝杠传动组808、电机安装板809、伺服动力源810、主体快换公头11、主体快换母头12。与所述中小行程开合模块7中的使用的所述双向直线模组702不同,所述大行程开合模块8中虽然也使用了双向丝杠传动的形式,但配合部件为非标加工件,所能实现的行程和负载远远超越标准模组。所述底板806是所述大行程开合模块8的定位基础,形状为较厚的长条形板,其四周通过螺钉和销钉安装有侧支撑板组802,上部安装有由丝杠、丝母、轴承座组成的所述丝杠传动组808,下部则通过圆盘状的所述大型快换转接盘801与所述主体快换公头11锁紧。所述侧支撑板组802由四块竖向布置的板拼装而成,板间通过螺钉锁紧,一侧短板处连接有所述电机安装板809及所述伺服动力源810。所述伺服动力源810可驱动所述丝杠传动组808中的丝杆转动并带动丝母往复运动,继而带动安装在丝母上的大行程丝母座805运动,该运动通过连接在所述大行程丝母座805和所述侧支撑板组802侧壁间的滑块导轨实现定位。所述大行程丝母座805上方安装有所述大行程滑动板804,作为中间转接板,所述大行程滑动板804上又安装有所述主体快换母头12,可与所述末端模块组中的大型末端、转动模块组、开合模块组实现配合。此外,所述大行程滑动板804上还装有折弯的铁质遮罩安装片803,其两端翘起,可用于安装腔室遮罩。考虑到整个系统重量、体积较大,为了便于对整个大行程开合模块8进行取放,所述侧支撑板组802上还通过两侧螺钉固定有所述取放板807,可通过安装在所述取放板807上的主体快换母头12实现与取放机构的连接。
43.结合图10阐述所述种可兼容多类型组装工件的模块拼装型调姿平台的模块拼装形式,由翻转末端1、三爪夹持末端2、平面夹持末端3、大负载转动模块4、中小负载转动模块5、快速转动模块6、中小行程开合模块7、大行程开合模块8可以拼装成数十种姿态调节平台组合,本实例仅以其中几种代表性工件及其调姿平台进行阐述。
44.长型板状工件:如组合一所示,所述大负载转动模块4中的所述主体快换母头12与所述大行程开合模块8中的所述主体快换公头11相连接并通过钢珠锁紧,所述大行程开合模块8中所述主体快换母头12再与所述大型翻转末端1结合,并通过所述主体快换母头12以及所述主体快换公头11上搭载的气电模块连通气、电回路,形成可实现大工件夹取放松、平面旋转、空间翻转的调姿组合。
45.短型盘状工件:如组合二所示,所述快速转动模块6中的所述主体快换母头12与所述中小行程开合模块7中的所述主体快换公头11相连接并通过钢珠锁紧,所述中小行程开
合模块7中的所述工具快换母头10再与所述小型翻转末端中的所述工具快换公头9结合,相关快换锁紧后,气电回路联通,形成可实现短型盘状工件夹取放松、快速平面旋转、空间翻转的调姿组合。
46.小型板\盘\壳体工件:如组合三所示,所述快速转动模块6中的所述主体快换母头12与所述平面夹持末端中的所述主体快换公头11相连接并通过钢珠锁紧,机械、气、电完成连接,形成可实现小型板\盘\壳工件平面定位、平面快速旋转的调姿组合。
47.外部轴类工件:如组合四所示,所述中小负载转动模块5中的所述主体快换公头11与所述中小行程开合模块7中的主体快换母头12相连接并通过钢珠锁紧,所述中小行程开合模块7中的工具快换母头10再与所述三爪夹持末端2中的所述工具快换公头9结合,相关快换锁紧后,气电回路联通,形成可实现外侧为轴工件的装夹和平面旋转调姿组合。
48.除以上功能外,本实例还可以组合出如图1所示的三类型工件同工作台调姿组合,实现多工件工作位置切换和组装姿态调整等功能。
49.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1