轴类零件组合夹具及齿间角度调节方法与流程
1.本发明涉及发动机转轴技术领域,特别地,涉及一种轴类零件组合夹具。此外,本发明还涉及一种包括上述轴类零件组合夹具的齿间角度调节方法。
背景技术:
2.为了保证发动机处于正常的工作状态,传感器需要实时采集发动机扭矩,并将采集信息反馈系统处理。在采集发动机扭矩信息时,需要通过轴与轴上的齿间角度变化,来间接测量发动机扭矩。因此,轴与轴齿间的角度精度对于发动机扭矩测量的准确性至关重要。
3.目前,在组合轴与轴时,为满足齿间的角度要求,减小组合误差,需要测量多个轴上的齿间角度,并将测量数据逐一对比选择,确定最优的轴及对象轴搭配,这种方法不仅费时费力,而且效果不佳,不能有效减小组合误差。另外,在进行轴与轴组合时,由于夹具上的定位销是固定的,只能保证齿间的固定角度,不能精确调节齿间角度,经常出现轴与轴齿间角度不合格,且无法进行齿间角度调节,造成大量零件报废,浪费资源,费时费力。
技术实现要素:
4.本发明提供了一种轴类零件组合夹具及齿间角度调节方法,以解决现有在轴与轴组合时齿间角度不能有效减小组合误差及无法进行齿间角度调节的技术问题。
5.根据本发明的一个方面,提供一种轴类零件组合夹具,该夹具用于至少两个轴类零件之间的组合安装,包括夹具体和与夹具体配合使用并用于固定轴类零件组合的固定机构,所述夹具体上设有用于放置轴类零件组合第一端部的腔体,所述固定机构的一端设置在轴类零件组合的第二端部用于压紧轴类零件组合的第二端部,固定机构的另一端从轴类零件组合的中心穿出并固定在腔体内,所述夹具体上设有用于轴类零件组合中各轴上的齿与齿之间角度调节的角度调节机构和用于轴类零件组合安装前进行预组合的预组合机构,所述角度调节的角度调节机构的数量与轴类零件组合中轴类零件数量相同,轴类零件组合中每个轴均配置一个角度调节机构用于角度调节。
6.进一步,所述角度调节机构包括用于固定轴类零件组合中各轴中齿的夹紧单元和设置在夹紧单元内用于配合夹紧单元一起进行齿间角度调节的调节单元。
7.进一步,所述夹紧单元包括设置在夹具体上的螺钉安装孔和定位销安装孔及螺钉安装孔内螺纹连接的螺钉、定位销安装孔内过盈配合的定位销,且螺钉安装孔的数量、定位销安装孔的数量、螺钉的数量以及定位销的数量均与轴类零件组合中轴类零件数量相同,螺钉与对应的定位销配合用于夹紧对应的轴类零件组合中轴类零件的齿,每个所述定位销安装孔的靠近轴类零件组合的一端的孔口处均设有一个安装槽,所述调节单元设置在安装槽内。
8.进一步,所述螺钉安装孔的中心轴线和与其配套使用的定位销安装孔的中心轴线之间的夹角为20~40
°
。
9.进一步,所述调节单元包括与轴数量相同且厚度不同的工艺垫片,一个安装槽中
选择至少一个对应厚度的工艺垫片,所述安装槽的宽度大于工艺垫片的厚度。
10.进一步,所述工艺垫片的长度大于与其对应的齿的长度。
11.进一步,所述预组合机构包括设置在夹具体上的通孔和设置在轴类零件组合上的工艺销安装孔及位于工艺销安装孔内的工艺销,所述工艺销安装孔的直径小于轴类零件组合时所用实际销钉安装孔的直径,所述通孔的数量与工艺销安装孔的数量一致,通孔的尺寸与轴类零件组合实际组合时所用实际销钉安装孔的尺寸一致,通孔的中心轴线与工艺销安装孔的中心轴线共线。
12.进一步,所述通孔沿夹具体的径向布设,通孔的数量为多个,通孔数量根据轴类零件安装实际销钉数量设定,多个通孔沿夹具体的周向均匀排布。
13.进一步,所述固定机构包括压板和长螺栓,所述压板设置在轴类零件组合的第二端部处,长螺栓包括固定端和自由端,长螺栓的固定端固定在压板内,所述长螺栓的自由端穿过轴类零件组合的中心并固定在夹具体内,所述夹具体的腔体底部开设有用于固定长螺栓自由端端部的螺纹孔。
14.根据本发明的另一方面,还提供了一种齿间角度调节方法,其包括上述所述的轴类零件组合夹具,并包括如下步骤:
15.s1、将轴类零件组合中的各个轴进行初步套设后放置在夹具体上的腔体内,通过固定机构使轴类零件组合固定在夹具体上;
16.s2、通过预组合机构对轴类零件进行预组合,观察齿间的角度是否合格;
17.s3、若步骤s2中齿间的角度合格,通过预组合机构确定轴类零件组合的实际销钉安装孔的位置,进行实际销钉安装孔钻取,向实际销钉安装孔中插入实际销钉,轴类零件的组合完毕;若步骤s2中齿间的角度不合格,先通过角度调节机构调节齿间角度,当齿间角度合格后,通过预组合机构确定轴类零件组合的实际销钉安装孔的位置,进行实际销钉安装孔钻取,向实际销钉安装孔中插入实际销钉,轴类零件组合完毕。
18.本发明具有以下有益效果:
19.(1)本发明的轴类零件组合夹具通过夹具体配合使用预组合机构与角度调节机构,可以进行预组合,实现先行判断齿间角度是否合格,若是不合格,还有通过角度调节机构进行齿间角度调节的弥补过程,可有效防止由于直接钻取实际销钉孔而造成的轴类零件的报废情况产生,可保证齿间的角度合格后再钻取实际销钉安装孔,并通过实际销钉将各个轴类零件组合在一起,可以提高轴类零件的组合的合格率,减少零件报废,降低成本;
20.(2)本发明的轴类零件组合夹具通过轴类零件组合中每个轴类零件配置一个角度调节机构用于角度调节,利用每个调节单元分别调节不同轴上的齿的角度,再通过各齿调节角度之间的差值等于齿间角度存在的偏差,可精确到微分角度级别的调节,可以实现精确调节齿间角度,并且调节过程操作简单,用时较少,具有推广应用的意义;
21.(3)本发明的角度调节机构通过用于固定轴类零件中各轴中齿的夹紧单元和设置在夹紧单元内用于配合夹紧单元一起进行齿间角度调节的调节单元进行调节,而且夹紧单元选择螺钉和与之配套的螺钉安装孔及定位销和与之配套使用的定位销安装孔,调节单元选择不同厚度的工艺垫片,角度调节机构结构简单,用料较少,成本较低,操作方便,用时较少,调节效率较高;
22.(4)本发明的齿间角度调节方法采用先使用固定结构固定轴类零件组合,再使用
预组合机构进行预组合,观察齿间的角度是否合格,若合格,就不需要用到角度调节机构了,若用不到角度调节机构进行齿间角度调节,可节省时间,减少不必要的操作过程,使轴类零件组合的整体组合效率大大提高。
23.除了上面所描述的目的、特征和优点之外,本发明还有其它的目的、特征和优点。下面将参照图,对本发明作进一步详细的说明。
附图说明
24.构成本技术的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
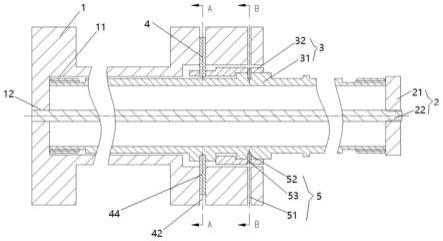
25.图1是本发明优选实施例的轴类零件组合夹具的结构剖视图;
26.图2是图1中没有装入固定机构时的a-a剖视放大图;
27.图3是图1中没有装入固定机构时的b-b剖视放大图。
28.图例说明:
29.1、夹具体;11、腔体;12、螺纹孔;2、固定机构;21、压板;22、长螺栓;3、轴类零件组合;31、轴一;311、轴一上的齿;32、轴二;321、轴二上的齿;4、角度调节机构;41、螺钉安装孔;42、定位销安装孔;43、螺钉;44、定位销;45、安装槽;46、工艺垫片;5、预组合机构;51、通孔;52、工艺销安装孔;53、工艺销。
具体实施方式
30.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由下述所限定和覆盖的多种不同方式实施。
31.如图1至3所示,本实施例的夹具用于两个轴类零件(轴一31和轴二32)之间的组合安装,在其他实施例中也可以是三个及三个以上轴类零件之间的组合安装,三个及三个以上轴类零件之间的组合安装原理及方法与两个轴类零件的组合安装原理及方法相同,本实施例的轴类零件组合夹具,包括夹具体1和与夹具体1配合使用并用于固定轴类零件组合3的固定机构2,夹具体1上设有用于放置轴类零件组合3第一端部的腔体11,固定机构2的一端设置在轴类零件组合3的第二端部用于压紧轴类零件组合3的第二端部,固定机构2的另一端从轴类零件组合3的中心穿出并固定在腔体11内,通过固定机构2使轴类零件的组合的两端被压紧、固定在夹具体1上的腔体11中,先将轴类零件组合3进行固定,再进行齿间角度调节操作,利于提高齿间角度调节的精确性,夹具体1上设有用于轴类零件组合3中各轴上的齿与齿之间角度调节的角度调节机构4和用于轴类零件组合3安装前进行预组合的预组合机构5,角度调节的角度调节机构4的数量与轴类零件组合3中轴类零件数量相同,一个轴类零件配置一个角度调节机构4。
32.本实施例的轴类零件组合夹具通过夹具体1配合使用预组合机构5与角度调节机构4,可保证齿间的角度合格后再钻取实际销钉安装孔并通过实际销钉将各个轴类零件组合在一起,可以提高轴类零件的组合的合格率,减少零件报废,降低成本;通过角度调节机构4可以实现精确调节齿间角度,并且调节过程操作简单,用时较少,具有推广应用的意义。
33.本实施例中,角度调节机构4包括用于固定轴类零件组合3中各轴中齿的夹紧单元和设置在夹紧单元内用于配合夹紧单元一起进行齿间角度调节的调节单元,相邻两个轴上
的调节单元的角度调节效果可以相反,这样可以利用两个调节的角度差来实现微分级别的调节(精细调节)。
34.本实施例中,如图2、3所示,夹紧单元包括设置在夹具体1上的螺钉安装孔41和定位销安装孔42及螺钉安装孔41内螺纹连接的螺钉43、定位销安装孔42内过盈配合的定位销44,且螺钉安装孔41的数量、定位销安装孔42的数量、螺钉43的数量以及定位销44的数量均与轴类零件组合3中轴类零件数量相同,螺钉43与对应的定位销44配合用于夹紧对应的轴类零件组合3中轴类零件的齿。本实施例中的夹紧单元包括两个螺钉安装孔41和两个定位销安装孔42,分别标记为螺钉安装孔一、螺钉安装孔二、定位销安装孔一和定位销安装孔二,螺钉安装孔一内螺纹连接有螺钉一,螺钉一可以在螺钉安装孔一中来回拧动,螺钉安装孔二内螺纹连接有螺钉二,螺钉二可以在螺钉安装孔二中来回拧动,定位销安装孔一内过盈配合有定位销一,定位销安装孔二内过盈配合有定位销二,拧紧螺钉一可以使轴一上的齿311夹紧在螺钉一与定位销一之间,拧紧螺钉二可以使轴二上的齿321夹紧在螺钉二与定位销二之间,定位销安装孔42的底部孔口处设有安装槽45,具体为:定位销安装孔一的底部孔口处设有安装槽一、定位销安装孔二的底部孔口处设有安装槽二,调节单元分别设置在安装槽45内。
35.本实施例中,螺钉安装孔41的中心轴线和与其配套使用的定位销安装孔42的中心轴线之间的夹角为20
°
~40
°
,便于螺钉43夹紧与之对应的齿面,角度过大或过小,会减小螺钉43和与之对应的齿面的接触面积或者引起螺钉43干涉零件其他部位,螺钉安装孔41的中心轴线和与其配套使用的定位销安装孔42的中心轴线之间的夹角优选为30
°
。
36.本实施例中,调节单元包括两个厚度不同的工艺垫片46,工艺垫片的厚度与角度之间的关系是:将轴类零件组合3中各轴类零件的齿的中心用虚线连结起来,可以形成一个圆,根据圆的直径计算出周长,一个圆为360
°
,周长除以360
°
,为1
°
对应的垫片厚度,同理可计算1
′
或1
″
对应的垫片厚度。本实施例中调节单元的具体结构为:安装槽一选择一个对应厚度的工艺垫片一、安装槽二中选择一个对应厚度的工艺垫片二,安装槽45的宽度大于工艺垫片46的厚度,具体为:安装槽一的宽度大于工艺垫片一的厚度、安装槽二的宽度大于工艺垫片二的厚度,这样便于将工艺垫片46放置于安装槽45内。
37.本实施例中,工艺垫片一和工艺垫片二的调节角度的效果是相反的,比如,增加工艺垫片一的厚度可以减小轴一上的齿311与轴二上的齿321的齿间角度,增加工艺垫片二的厚度可以增大轴一上的齿311与轴二上的齿321的齿间角度,利用工艺垫片一减少的齿间角度值与利用工艺垫片二增加的齿间角度值之间的差值即为所要矫正的齿间角度,通过上述的调节过程可以使偏差较小的齿间角度得到矫正,精确度较高。
38.本实施例中,工艺垫片46的长度大于与其对应的齿的长度,在夹紧状态下,便于工艺垫片46可以贴合到与之对应的齿面,增大受力面积。具体为:工艺垫片一的长度大于与其对应的齿(轴一上的齿311)的长度、工艺垫片二的长度大于与其对应的齿(轴二上的齿321)的长度,工艺垫片一和工艺垫片二均为无弹性的不锈钢垫片,具有比较高的耐磨性及结构可靠性,在工艺垫片46夹紧的过程中不会出现工艺垫片46损坏的现象。
39.本实施例中,预组合机构5包括设置在夹具体上的通孔51和设置在轴类零件组合上的工艺销安装孔52及位于工艺销安装孔内的工艺销53,工艺销安装孔52的直径小于轴类零件组合时所用实际销钉安装孔的直径,先开设直径较小的工艺安装孔52,便于后期通过
工艺垫片46进行齿间角度调节合格后对工艺安装孔52进行改装,只需要在工艺安装孔52位置处偏心开设直径较大的轴类零件组合时所用实际销钉安装孔即可,工艺安装孔52的存在并不会影响轴类零件组合时所用实际销钉安装孔的开设,若一开始工艺安装孔52的直径大于轴类零件组合时所用实际销钉安装孔的直径,若轴类零件组合3的齿间角度不合格,则后期无法进行改装,易造成轴类零件的报废,通孔51的数量与工艺销安装孔52的数量一致,通孔51的尺寸与轴类零件组合3实际组合时所用实际销钉安装孔的尺寸一致,通孔51的中心轴线与工艺销安装孔52的中心轴线共线,便于对照通孔51的位置开设工艺安装孔52。
40.本实施例中,通孔51沿夹具体1的径向布设,通孔51的数量为多个,多个通孔51沿夹具体1的周向均匀排布,通孔51的数量根据轴类零件组合3中安装实际销钉的数量设定本实施例优选六个通孔51。
41.本实施例中,固定机构2包括压板21和长螺栓22,压板21设置在轴类零件组合的第二端部处,长螺栓22包括固定端和自由端,长螺栓22的固定端固定在压板内,长螺栓22的自由端穿过轴类零件组合的中心并固定在夹具体1内,夹具体1的腔体底部开设有用于固定长螺栓22自由端端部的螺纹孔,通过使用压板21及拧紧长螺栓22即可达到压紧轴类零件组合两端部的效果。
42.本实施例的一种齿间角度调节方法,其包括上述所述的轴类零件组合夹具,并包括如下步骤:
43.s1、将轴类零件组合中的各个轴进行初步套设后放置在夹具体1上的腔体内,通过固定机构使轴类零件组合固定在夹具体1上,具体为:将轴一31、轴二32放置于夹具体1的腔体内,轴一上的齿311通过定位销一9定位,轴二上的齿3通过定位销二4定位,轴一上的齿311通过该螺钉一夹紧,轴二上的齿321通过该螺钉二夹紧,轴一31和轴二32均通过压板21和长螺栓22组成的固定机构压紧固定在夹具体1的腔体中;
44.s2、通过预组合机构5对轴类零件进行预组合,观察齿间的角度是否合格,具体为:通过夹具体1上的六个等角度间距的通孔15处钻取轴类零件组合上的工艺安装孔,向工艺安装孔中装入工艺销5,完成轴类零件的预组合过程;
45.s3、若步骤s2中齿间的角度合格,通过预组合机构5确定轴类零件组合3的实际销钉安装孔的位置,进行实际销钉安装孔钻取,向实际销钉安装孔中插入实际销钉,轴类零件的组合完毕;若步骤s2中齿间的角度不合格,先通过角度调节机构4调节齿间角度,当齿间角度合格后,再通过预组合机构5确定轴类零件组合3的实际销钉安装孔的位置,进行实际销钉安装孔钻取,向实际销钉安装孔中插入实际销钉,轴类零件组合完毕,具体为:若轴一上的齿311与轴二上的齿321之间的角度预组合合格,通过夹具体1上的六个等角度间距的通孔51,将轴类零件组合3上的六个工艺销安装孔52逐一改钻为实际销钉安装孔,逐一安装六个实际销钉,轴一31与轴二32组合完毕,且齿间角度合格;若轴一上的齿311与轴二上的齿321之间的角度预组合不合格,可根据需要调节的角度量分别选取对应厚度的工艺垫片一、工艺垫片二,将轴一31、轴二32放置于夹具体1内,轴一上的齿311通过该定位销一及工艺垫片一定位,轴二上的齿321通过定位销二、工艺垫片二定位,轴一上的齿311通过该螺钉一夹紧,轴二上的齿321通过该螺钉二夹紧,轴一31、轴二32通过压板21与长螺栓22压紧,通过夹具体1上的六个等角度间距的通孔51,将该六个工艺销安装孔52改钻为实际销钉安装孔,安装六个实际销钉,轴一31与轴二32组合完毕,且齿间角度合格。
46.以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1