一种儿童辅食刀剪及其制备方法与流程
1.本发明涉及儿童日用品领域,具体涉及一种儿童辅食刀剪及其制备方法。
背景技术:
2.高能束涂层技术是材料表面改性的一种重要方法,通过在基材表面添加涂层材料,并利用高能密度的能量束处理材料和基材表面,实现涂层材料和基材的冶金结合,获得具有特定功能用途的涂层,是一种健康、经济效益较高的表面改性技术。
3.在日常生活中,对于儿童而言,由于食物体积较大,难以下咽,很容易被食物卡到或者噎到,对身体造成伤害。
4.因此,在儿童就餐过程中,需要将食物剪切成小段状或小块状。
5.且在某些情况下,由于儿童进食速度较慢,同时家长剪切处理食物需要花费一定时间,在剪切食物期间,食物可能会沾上对人体有害的细菌,进而导致儿童在用餐后出现腹泻、呕吐等情况。
6.并且,辅食刀剪频繁使用后易出现锋利度下降、磨损等问题。
7.因此,目前亟需一种能快速将较长或者体积较大、不方便食用的食物弄细或弄碎,具有良好切割性能和抗菌性能的儿童辅食刀剪。
技术实现要素:
8.本发明的目的在于提供一种儿童辅食刀剪及其制备方法。
9.本发明的儿童辅食刀剪,包括相互铰接的两个刀体,所述刀体上均设有刀刃以及刀柄,其中,两个刀体均具有相贴并能够相对转动的剪切面,其特征在于,至少一个所述刀体上的刀刃包括倾斜面(3)以及小刃(4),其中,所述倾斜面(3)开设在刀体与所述剪切面相背的一面上,且所述倾斜面(3)位于两个所述刀体相向的一侧,所述倾斜面(3)相对于所述剪切面倾斜设置;所述小刃(4)设置在所述倾斜面(3)上并位于所述倾斜面(3)靠所述剪切面的一侧,所述小刃(4)包括多个间隔设置的倒圆角凸起(5)以及连接相邻两个所述倒圆角凸起(5)的弧形凹槽(6)。
10.在一些实施例中,所述刀柄固定安装在所述刀体的一端,所述刀柄均设置有手持通孔(7)。
11.在一些实施例中,所述倾斜面(3)与所述剪切面的倾斜角度为5度-45度。
12.在一些实施例中,所述小刃(4)相对于所述剪切面倾斜设置且所述小刃(4)与所述剪切面的夹角为45度-90度。
13.在一些实施例中,所述小刃(4)在所述倾斜面(3)上的投影宽度大于零,且小于或等于倾斜面(3)投影宽度的三分之二。
14.在一些实施例中,所述弧形凹槽(6)的弧形直径小于等于2mm,所述倒圆角凸起(5)的倒圆角直径小于或等于所述弧形凹槽(6)的弧形直径,所述倒圆角凸起(5)的高度小于或等于4mm。
15.在一些实施例中,所述刀体由抗菌不锈钢制成。
16.在一些实施例中,所述刀体的厚度为2.0mm-4.5mm。
17.在一些实施例中,所述刀刃上均熔覆有抗菌合金涂层。
18.本发明还提供了一种上述儿童辅食刀剪的制备方法,制备方法包括以下步骤:
19.s1、对刀体毛坯进行预处理,在刀体毛坯上制备斜槽,在斜槽上制备锯齿形凹槽,在锯齿形凹槽上制备储粉槽;
20.s2、将硬质合金粉末置于储粉槽,采用高能束通过同轴送粉的方式制备涂层;
21.s3、对覆有涂层的刀体进行开刃,制备斜面(3)和小刃(4),打磨后安装刀柄(7)。
22.在一些实施例中,所述储粉槽为矩形、三角形或u型。
23.在一些实施例中,所述储粉槽为矩形。
24.在一些实施例中,所述储粉槽为u型。
25.在一些实施例中,所述硬质合金粉末粒度范围为15μm-245μm,所述硬质合金粉末由tic强化相和抗菌合金基体组成,所述抗菌合金基体质量百分比为5%-100%,所述tic强化相质量百分比为0%-95%。
26.在一些实施例中,所述抗菌合金基体质量百分比为50%-80%,所述tic强化相质量百分比为20%-50%。
27.在一些实施例中,所述抗菌合金基体质量百分比为60%-70%,所述tic强化相质量百分比为30%-40%。
28.在一些实施例中,所述抗菌合金基体按质量百分比计组成为cr:10%-20%、nb:0.01%-2.5%、mo:0.1%-5.5%、al:0.1%-0.5%、c:0.05%-0.65%、si:0.01%-0.5%、mn:0.01%-0.5%、v:0.05%-2.5%、ni:0.5%-2.5%、ag≤0.15%、s≤0.002%、p≤0.025%,其余为fe及不可避免的杂质。
29.在一些实施例中,所述抗菌合金基体以质量百分比计,组成为cr:17.52%、nb:1.55%、mo:0.51%、al:0.15%、c:0.53%、si:0.1%、mn:0.5%、v:2%、ni:1%、ag:0.05%、s:0.001%、p:0.012%,余量为fe及不可避免的杂质。
30.在一些实施例中,所述高能束包括激光束、等离子束、激光与等离子的复合高能束。
31.在一些实施例中,所述高能束为激光束。
32.在一些实施例中,所述激光束对应的工艺参数为:激光功率1200-1400w,光斑直径2-4mm,熔覆速度3-6mm/s,离焦量12-15mm,送粉器载气量3-5mpa,粉盘转速1-3r/min。
33.本发明提供的儿童辅食刀剪,通过倾斜面和小刃的设计,可以在剪切过程中固定食物,防止食物滑落,提高剪切过程的稳定性,同时提升了儿童辅食刀剪的剪切切割性能,使儿童辅食刀剪在切割纤维食物时更具优势,满足家长对儿童辅食刀剪方便省力的需求;通过刀刃处覆有涂层,提升儿童辅食刀剪的硬度和耐磨损性能,同时还具有良好的抗菌效果,保障儿童用餐安全。
附图说明
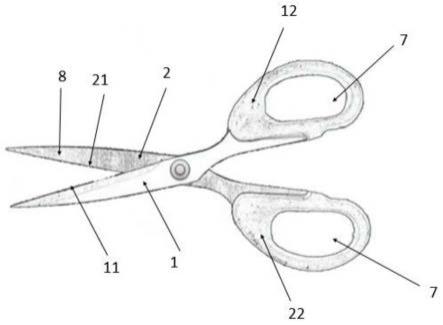
34.图1是本发明一个或多个实施例中儿童辅食刀剪的结构示意图。
35.图2是本发明一个或多个实施例中刀刃的局部结构立体图。
36.图3是本发明一个或多个实施例中刀刃的局部结构正投影图。
37.图4是图2中a方向的截面示意图。
38.图5是本发明一个或多个实施例中小刃的结构示意图。
39.图6是本发明儿童辅食刀剪的制备流程图。
40.图7是本发明储粉槽的结构示意图。
41.图8是本发明实施例1的硬质合金粉末的组成示意图。
42.图9是本发明实施例2的硬质合金粉末的组成示意图。
43.图10是本发明实施例1的硬质合金粉末粒径测试结果报告。
44.图11是本发明实施例2的硬质合金粉末粒径测试结果报告。
45.图12是本发明实施例1涂层的金相组织图。
46.图13是本发明实施例2涂层的金相组织图。
47.图14是本发明实施例2的抗菌检测结果报告。
48.图15是本发明实施例2的盐雾试验测试结果报告。
49.图16是本发明实施例2的锋利度试验测试结果报告。
50.附图中各数字标号说明如下:
51.1-第一刀体;2-第二刀体;11-第一刀刃;12-第一刀柄;21-第二刀刃;22-第二刀柄;3-斜面;4-小刃;5-倒圆角凸起;6-弧形凹槽;7-手持通孔;8-剪切面;9-矩形储粉槽;10-三角形储粉槽;11-u形储粉槽;12-球形碳化钛;13-非球形碳化钛;14-抗菌基体。
具体实施方式
52.以下将参考附图并结合实施例来说明本发明的技术方案,具体实施例不代表对本发明保护范围的限制。其他人根据本发明理念所做出的一些非本质的修改和调整仍属于本发明的保护范围。
53.本发明提供了一种儿童辅食刀剪,如图1所示,其展示了儿童辅食刀剪的结构示意图。儿童辅食刀剪包括相互铰接的两个刀体,即如图所示的第一刀体1和第二刀体2,其中,第一刀体1和第二刀体2的厚度为2.0mm-4.5mm;两个刀体上均设置有刀刃以及刀柄,即所述第一刀体1上设有第一刀刃11以及第一刀柄12,第一刀柄12固定安装在第一刀体1的一端,且第一刀刃11和第一刀柄12分别位于第一刀体1铰接位置的两侧;所述第二刀体2上设有第二刀刃21和第二刀柄22,第一刀柄22固定安装在第一刀体2的一端,且第二刀刃21与所述第二刀柄22分别位于第二刀体2铰接位置的两侧。
54.在一个实施例中,所述第一刀柄12与所述第二刀柄22上均设置有手持通孔7。
55.在一个实施例中,第一刀柄12、第二刀柄22可分别独立于第一刀体1、第二刀体2设置。
56.在另一些可能的实施例中,第一刀柄12可以与第一刀体1一体成型;第二刀柄22可以与第二刀体2一体成型。
57.如图2-图4所示,其分别展示了儿童辅食刀剪的局部结构示意图、正投影图以及指定视角图。其中,两个刀体上均具有相贴并能够相对转动的剪切面,即所述第一刀体1和第二刀体2均具有相贴并能够相对转动的剪切面,至少一个刀体上的刀刃包括倾斜面3以及小刃4,其中,第一刀刃11和第二刀刃21内侧设置有倾斜面3,倾斜面3开设在刀体与剪切面相
背的一面上,且倾斜面3位于两个刀体相向的一侧,倾斜面3相对于剪切面倾斜设置;小刃4设置在倾斜面3上并位于倾斜面3靠剪切面的一侧,小刃4包括多个间隔设置的倒圆角凸起5以及连接相邻两个倒圆角凸起5的弧形凹槽6。
58.在一个实施例中,两个刀体的结构可设置为相同结构,下面以第一刀体为例对刀刃结构进行具体说明。
59.第一刀刃11包括倾斜面3以及小刃4,其中,倾斜面3开设在第一刀体11与剪切面相背一面上,且倾斜面3位于第一刀体1与第二刀体2相向的一侧,倾斜面3相对于剪切面倾斜设置,具体地,倾斜面3与剪切面所成的夹角为5度-45度;小刃4设置在所述倾斜面3上并位于倾斜面靠剪切面的一侧,小刃4与剪切面成夹角,且所述小刃4与第一刀体1的夹角为45度-90度,所述小刃4在倾斜面上的正投影宽度大于零,且小于或等于倾斜面3投影宽度的三分之二。
60.进一步具体地,小刃4在倾斜面上的正投影宽度可为倾斜面3正投影宽度的三分之一或二分之一。
61.对小刃在倾斜面上的分布宽度(也即分布面积)进行限定,使其不至于过大而影响小刃的强度。
62.如图5所示,其展示了小刃的结构示意图。其中,所述小刃4包括多个间隔设置的倒圆角凸起5,且多个倒圆角凸起沿倾斜面与剪切面相交线的平行方向布置,倒圆角凸起5的尖端朝倾斜面与剪切面相交的位置设置;所述倒圆角凸起5由弧形凹槽6连接,所述弧形凹槽6的弧形直径小于或等于2mm,所述倒圆角凸起5的倒圆角直径小于等于所述弧形凹槽6的弧形直径,所述倒圆角凸起5的高度小于或等于4mm。
63.从而,多个倒圆角凸起5与弧形凹槽6形成锯齿状的咬合剪切结构,在剪切食物过程中,第一刀体1上的第一刀刃11与第二刀体2的第二刀刃21相互靠近而与食物表面相贴,在施力剪切的过程中,倒圆角凸起5能够卡入食物中以起到对食物的辅助固定,避免剪切过程中食物相对于第一刀体1和第二刀体2滑移,便于后续的进一步剪切,从而提高剪切的效率。
64.下面结合实施例进一步说明本发明提供的儿童辅食刀剪及其制备方法。
65.实施例1
66.实施例1的儿童辅食刀剪及其制备方法,包括如下步骤:
67.(1)刀体预处理:
68.实施例1的刀体材料为冷压304含铜抗菌不锈钢,厚度为2mm。在刀体毛坯的待熔覆处制备斜槽,在斜槽上制备锯齿形凹槽,在锯齿形凹槽上制备矩形储粉槽,打磨除去氧化皮和锈斑,用丙酮清洗表面的灰尘和油污。凹槽与储粉槽的结构如图6所示。
69.(2)制备硬质合金粉末:
70.实施例1的硬质合金粉末由质量百分比70%的抗菌合金基体和30%的球形碳化钛粉末组成。其中,在抗菌合金基体中,以质量百分比计组成为cr:17.52%、nb:1.55%、mo:0.51%、al:0.15%、c:0.53%、si:0.1%、mn:0.5%、v:2%、ni:1%、ag:0.05%、s:0.001%、p:0.012%,其余的为fe及其不可避免的杂质。硬质合金粉末组成如图8所示。
71.采用冶金方法将抗菌基体熔炼至金属液,在高温抗菌基体金属液中加入tic强化相,通过震动、搅拌的方式使其混合均匀,再通过雾化设备将其制成硬质合金粉末,平均粒
径为135.792μm,粉末粒径测试报告如图10所示。
72.(3)熔覆涂层:
73.在储粉槽上预铺一部分硬质合金粉末,调节abb设备控制面板确定参数,采用激光束通过同轴送粉的方式制备涂层。
74.具体工艺参数为:激光功率1200w,离焦量为13mm,熔覆速度为5mm/s,保护气体压力为0.15mpa,激光光斑直径为3mm,送粉器的载气量为4mpa,粉盘的转速为2.5r/min,送粉器送粉所用气体和激光熔覆保护气体均采用99.99%的氩气。
75.涂层的金相组织如图12所示,球形碳化钛均匀分布在冶金组织内。
76.(4)开刃处理:
77.将涂层多出的部分通过机床切割磨平,经热处理后,通过切割装置及开刃机制备倾斜面3,通过水束激光制备小刃4。
78.倾斜面3的倾斜角度为17度,小刃4与第一刀体的夹角为45度,小刃4与第二刀体的夹角为45度,倾斜面3的投影厚度为s=2mm,小刃4的投影厚度为w=1mm,弧形凹槽的直径d=1mm,所述倒圆角锯齿形凸起的高度h=0.8mm。
79.最后通过磨粒流设备对刀刃进行表面处理,打磨检验合格后安装刀柄,得到如图1所示结构的儿童辅食刀剪。
80.图7为本发明儿童辅食刀剪的制备流程。
81.实施例2
82.实施例2的儿童辅食刀剪及其制备方法,包括如下步骤:
83.(1)刀体预处理:
84.实施例2的刀体材料为冷压304含铜抗菌不锈钢,厚度为3mm。在刀体毛坯的待熔覆处制备斜槽,在斜槽上制备锯齿形凹槽,在锯齿形凹槽上制备矩形储粉槽,打磨除去氧化皮和锈斑,用丙酮清洗表面的灰尘和油污。凹槽与储粉槽结构如图6所示。
85.(2)制备硬质合金粉末:
86.实施例2的硬质合金粉末由质量百分比60%的抗菌合金基体和40%的非球形碳化钛粉末组成。其中,在抗菌合金基体中,以质量百分比计组成为cr:17.52%、nb:1.55%、mo:0.51%、al:0.15%、c:0.53%、si:0.1%、mn:0.5%、v:2%、ni:1%、ag:0.05%、s:0.001%、p:0.012%,其余的为fe及其不可避免的杂质。硬质合金粉末成分组成如图9所示。
87.采用冶金方法将抗菌基体熔炼至金属液,在高温抗菌基体金属液中加入tic强化相,通过震动、搅拌的方式使其混合均匀,再通过雾化设备将其制成硬质合金粉末,平均粒径为140.318μm,粉末粒径测试报告如图11所示。
88.(3)熔覆涂层:
89.在储粉槽上预铺一部分硬质合金粉末,调节abb设备控制面板确定参数,采用激光束通过同轴送粉的方式制备涂层。
90.具体工艺参数为:激光功率1350w,离焦量为14mm,熔覆速度为3.5mm/s,保护气体压力为0.1mpa,激光光斑直径为3mm,送粉器的载气量为3mpa,粉盘的转速为2r/min,送粉器送粉所用气体和激光熔覆保护气体均采用99.99%的氩气。
91.涂层的金相组织如图13所示,球形碳化钛均匀分布在冶金组织内。
92.(4)开刃处理:
93.将涂层多出的部分通过机床切割磨平,经热处理后,通过切割装置及开刃机制备倾斜面3,通过水束激光制备小刃4。
94.所述倾斜面3的倾斜角度为19度,所述小刃4与第一刀体的夹角为45度,所述小刃4与第二刀体的夹角为45度,所述倾斜面3的投影厚度为s=3mm,所述小刃4的投影厚度为w=1.5mm,所述弧形凹槽的直径d=1mm,所述倒圆角锯齿形凸起的高度h=0.8mm。
95.最后通过磨粒流设备对刀刃进行表面处理,打磨检验合格后安装刀柄,得到如图1所示结构的儿童辅食刀剪。
96.图7为本发明儿童辅食刀剪的制备流程。
97.根据iso 8442-5:2004和gb/15067.2-2016进行耐腐蚀性、锋利度及耐用度测试。
98.实施例2的儿童辅食刀剪抗菌检测结果如图14所示,抗菌性大于99.9%;盐雾试验测试结果如图15所示,盐雾腐蚀6小时之后检测合格;硬度、锋利度和耐用度测试结果如图16所示,硬度hrc64,锋利度157mm,耐用度832mm。
99.上述实施方式仅为本技术的优选实施方式,不能以此来限定本技术保护的范围,本领域的技术人员在本技术的基础上所做的任何非实质性的变化及替换均属于本技术所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1