一种高通用性行架式机械手自动化加工工艺的制作方法
1.本发明涉及机械手技术领域,尤其涉及一种高通用性行架式机械手自动化加工工艺。
背景技术:
2.在进行汽车发动机柱类工件的加工时,在进行加工之前,往往需要进行搬运工作,将工件搬运至加工单元中,而过往的搬运往往采用人工进行,一方面会导致人员的劳动强度提升,另一方面则有着伤害劳动人员身体的风险;
3.现有技术中采用行架式机械手来进行自动化的搬运,以减少劳动人员的劳动强度,但是在使用过程中发现,由于待搬运的工件数量较多,在对传送带上的工件进行抓取时,往往无法准确识别工件,导致机械手抓取精度较低。
技术实现要素:
4.本发明的目的在于提供一种高通用性行架式机械手自动化加工工艺,以有效提升行架式机械手对工件的抓取精确性。
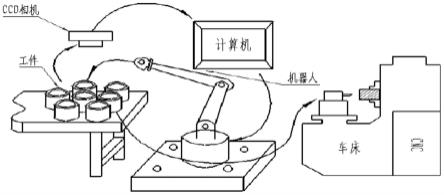
5.为实现上述目的,本发明提供了一种高通用性行架式机械手自动化加工工艺,机械手末端设置执行器,且机械手的上侧设置多个用以照明的光源,光源一侧还设置用以获取待搬运工件图像的ccd摄像机;
6.该加工工艺包括如下步骤:
7.ccd摄像机标定中的坐标变换,从不同角度拍摄标定板的数幅图像以对ccd摄像机进行标定,以获取ccd摄像机自身坐标系与基准坐标系之间的旋转和平移关系;
8.图像采集与处理,将获取的图像进行灰度化处理,并依次经图像增强和图像二值化处理,以获取工件的内圆圆心的像素坐标,并将工件的内圆圆心的像素坐标转化为基准坐标系中的三维空间坐标;
9.图像噪声处理,采用sobel算子进行边缘检测,以减少图像算法带来的误差;
10.工件的定位及转运,将机械手的末端执行器与工件的内圆圆心的三维空间坐标重合,实现对工件的抓取,随后通过整体移动框架将夹持工件的机械手输送至加工装置,以完成加工。
11.在现有技术的基础上,引入ccd摄像机对工件予以拍摄,通过获取的图像来确定工件的位置,从而有效提升对工件的识别精度,在识别过程中,首先对ccd摄像机件进行坐标变换,通过配合标定板,从而使得ccd摄像机的拍摄位置得到标定,从而获取ccd摄像机的自身坐标系和基准坐标系的关系,再对ccd摄像机拍摄的工件图像,通过对图像进行灰度化处理,以及图像增强和二值化处理后,从而获取工件的内圆圆心的像素坐标,并将之转化为基准坐标系中的三维空间坐标后,配合机械手实现对工件的基准坐标系的准确识别,从而有效提升机械手对工件的抓取准确性。
12.其中,所述基准坐标系为客观世界的绝对坐标系,以表示客观世界的三维空间坐
标,所述ccd摄像机自身坐标系以所述ccd摄像机为中心制定的三维直角坐标系,像素坐标系为数字图像所使用的坐标系,原点位于图像的左上角,x轴向右,y轴向下,分别表示某个像素在图像中的列数与行数,所述基准坐标系与所述ccd摄像机自身坐标系之间,以及所述像素坐标系和所述ccd摄像机自身坐标系之间可相互变换。
13.坐标系之间的线性变换通过如下方式进行:
14.三维空间点xw=(xw,yw,zw)
t
投影到二维成像平面得到成像点m=(xi,yi)
t
,由于前述各坐标系之间存在相互联系,从而在将所述像素坐标系转化为基准坐标系的过程中,需要进行如下变换。
15.基准坐标系与ccd摄像机坐标系的坐标变换见下式1:
[0016][0017]
式1中,xc、xw为摄像机坐标系的坐标,r、t为基准坐标系和摄像机坐标系之间的相对位置和姿态,其中r为3d旋转矩阵,t为3d平移向量。
[0018]
摄像机坐标系与像素坐标系之间的变换见下式2:
[0019][0020]
式2中,f为焦距,即摄像机焦平面到成像平面间的距离,(xi,yi)为成像点在像素坐标系下的坐标。
[0021]
根据式1和式2,可获取图像中任何一个像素在两个坐标系中的关系如下:
[0022][0023]
式3中,(cx,cy)为光心的像素坐标,sx、sy为图像平面单位距离上的像素数,sx=1/dx,sy=1/dy。
[0024]
其中,所述图像的灰度化处理为将彩色图像转化为灰度图像,其中,rgb颜色模型与灰度模型的转换关系为:
[0025]
gray(i,j)=0.11r(i,j)+0.59g(i,j)+0.3b(i,j)
[0026]
式中,gray(i,j)表示转换后的黑白图像像素点在(i,j)点处的灰度值。
[0027]
其中gray(i,j)表示转换后的黑白图像像素点在(i,j)点处的灰度值。
[0028]
为确定工件与背景的边界,需要对图像进行灰度化处理,处理结果的好坏对后续处理影响很大,灰度化处理的目的是把含有亮度和色彩的彩色图像变换成灰度图像,为后续处理做准备,而所述图像增强,就是将图像中用户需要的信息采用相关技术进行增强,对被研究图片进行对比增强,主要做是调整图片的对比度,改善视觉质量,突出重要细节,这之前需要对图片进行灰度化处理,图像增强有两个主要的目的:一是提高图像的清晰度,改善图像的视觉效果;二是让图像变得更有利于计算机处理,所述图像的二值化中,二值化就是将图像上的像素点的灰度值设置为0或255,也就是让整个图像呈现出只有白和黑的视觉效果。常用的方法就是设定一个阈值t,用t将像素群分成两部分:大于t的像素群和小于t的
像素群,将两个像素群进行分别赋值,为了得到图像上工件的信息,把工件的灰度图像进一步进行二值化处理,从而获取黑白图像。
[0029]
其中,所述图像增强是指将经灰度化处理的图像调整对比度,以改善视觉质量,显示重要细节。
[0030]
其中,所述图像二值化是指通过设置阈值将像素群分为两部分,将大于该阈值的像素群的灰度值转化为255,将小于等于该阈值的像素群的灰度值转化为0,使得图像呈现只有白和黑的视觉效果。
[0031]
其中,所述采用sobel算子进行边缘检测是指对灰度图像进行处理获取梯度图像,根据图像的特点将图像分为各具特性的区域并提取出目标。
[0032]
sobel算子以滤波算子的形式来提取边缘,x,y方向各使用一个模板,两个模板组合起来构成1个梯度算子。x方向模板对垂直边缘影响最大,y方向模板对水平方向影响最大。
[0033]
本发明的一种高通用性行架式机械手自动化加工工艺,在现有技术的基础上,改进机械手对工件的加工流程,通过增设ccd摄像机,并对ccd摄像机采集到的图像进行处理,从而将基准坐标系与图像坐标系建立连接,以满足机械手在加工过程中对工件的搬运准确性的需求,进而有效提升机械手的搬运准确性。
附图说明
[0034]
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
[0035]
图1是本发明提供的一种高通用性行架式机械手自动化加工工艺的工艺图。
[0036]
图2是本发明提供的一种高通用性行架式机械手自动化加工工艺的灰度化示意图。
[0037]
图3是本发明提供的一种高通用性行架式机械手自动化加工工艺的图像增强示意图。
[0038]
图4是本发明提供的一种高通用性行架式机械手自动化加工工艺的二值化示意图。
[0039]
图5是本发明提供的一种高通用性行架式机械手自动化加工工艺的圆心确定示意图。
具体实施方式
[0040]
下面详细描述本发明的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制。
[0041]
请参阅图1至图5,本发明提供了一种高通用性行架式机械手自动化加工工艺,机械手末端设置执行器,且机械手的上侧设置多个用以照明的光源,光源一侧还设置用以获取待搬运工件图像的ccd摄像机;
[0042]
该加工工艺包括如下步骤:
[0043]
s1:ccd摄像机标定中的坐标变换,从不同角度拍摄标定板的数幅图像以对ccd摄像机进行标定,以获取ccd摄像机自身坐标系与基准坐标系之间的旋转和平移关系;
[0044]
s2:图像采集与处理,将获取的图像进行灰度化处理,并依次经图像增强和图像二值化处理,以获取工件的内圆圆心的像素坐标,并将工件的内圆圆心的像素坐标转化为基准坐标系中的三维空间坐标;
[0045]
s3:图像噪声处理,采用sobel算子进行边缘检测,以减少图像算法带来的误差;
[0046]
s4:工件的定位及转运,将机械手的末端执行器与工件的内圆圆心的三维空间坐标重合,实现对工件的抓取,随后通过整体移动框架将夹持工件的机械手输送至加工装置,以完成加工。
[0047]
在现有技术的基础上,引入ccd摄像机对工件予以拍摄,通过获取的图像来确定工件的位置,从而有效提升对工件的识别精度,在识别过程中,首先对ccd摄像机件进行坐标变换,通过配合标定板,从而使得ccd摄像机的拍摄位置得到标定,从而获取ccd摄像机的自身坐标系和基准坐标系的关系,再对ccd摄像机拍摄的工件图像,通过对图像进行灰度化处理,以及图像增强和二值化处理后,从而获取工件的内圆圆心的像素坐标,并将之转化为基准坐标系中的三维空间坐标后,配合机械手实现对工件的基准坐标系的准确识别,从而有效提升机械手对工件的抓取准确性。
[0048]
进一步的,所述基准坐标系为客观世界的绝对坐标系,以表示客观世界的三维空间坐标,所述ccd摄像机自身坐标系以所述ccd摄像机为中心制定的三维直角坐标系,像素坐标系为数字图像所使用的坐标系,原点位于图像的左上角,x轴向右,y轴向下,分别表示某个像素在图像中的列数与行数,所述基准坐标系与所述ccd摄像机自身坐标系之间,以及所述像素坐标系和所述ccd摄像机自身坐标系之间可相互变换。
[0049]
坐标系之间的线性变换通过如下方式进行:
[0050]
三维空间点xw=(xw,yw,zw)
t
投影到二维成像平面得到成像点m=(xi,yi)
t
,由于前述各坐标系之间存在相互联系,从而在将所述像素坐标系转化为基准坐标系的过程中,需要进行如下变换。
[0051]
基准坐标系与ccd摄像机坐标系的坐标变换见下式1:
[0052][0053]
式1中,xc、xw为摄像机坐标系的坐标,r、t为基准坐标系和摄像机坐标系之间的相对位置和姿态,其中r为3d旋转矩阵,t为3d平移向量。
[0054]
摄像机坐标系与像素坐标系之间的变换见下式2:
[0055][0056]
式2中,f为焦距,即摄像机焦平面到成像平面间的距离,(xi,yi)为成像点在像素坐标系下的坐标。
[0057]
根据式1和式2,可获取图像中任何一个像素在两个坐标系中的关系如下:
[0058][0059]
式3中,(cx,cy)为光心的像素坐标,sx、sy为图像平面单位距离上的像素数,sx=1/dx,sy=1/dy。
[0060]
进一步的,所述图像的灰度化处理为将彩色图像转化为灰度图像,其中,rgb颜色模型与灰度模型的转换关系为:
[0061]
gray(i,j)=0.11r(i,j)+0.59g(i,j)+0.3b(i,j)
[0062]
式中,gray(i,j)表示转换后的黑白图像像素点在(i,j)点处的灰度值。
[0063]
其中gray(i,j)表示转换后的黑白图像像素点在(i,j)点处的灰度值。
[0064]
为确定工件与背景的边界,需要对图像进行灰度化处理,处理结果的好坏对后续处理影响很大,灰度化处理的目的是把含有亮度和色彩的彩色图像变换成灰度图像,为后续处理做准备,而所述图像增强,就是将图像中用户需要的信息采用相关技术进行增强,对被研究图片进行对比增强,主要做是调整图片的对比度,改善视觉质量,突出重要细节,这之前需要对图片进行灰度化处理,图像增强有两个主要的目的:一是提高图像的清晰度,改善图像的视觉效果;二是让图像变得更有利于计算机处理,所述图像的二值化中,二值化就是将图像上的像素点的灰度值设置为0或255,也就是让整个图像呈现出只有白和黑的视觉效果。常用的方法就是设定一个阈值t,用t将像素群分成两部分:大于t的像素群和小于t的像素群,将两个像素群进行分别赋值,为了得到图像上工件的信息,把工件的灰度图像进一步进行二值化处理,从而获取黑白图像。
[0065]
进一步的,所述图像增强是指将经灰度化处理的图像调整对比度,以改善视觉质量,显示重要细节。
[0066]
进一步的,所述图像二值化是指通过设置阈值将像素群分为两部分,将大于该阈值的像素群的灰度值转化为255,将小于等于该阈值的像素群的灰度值转化为0,使得图像呈现只有白和黑的视觉效果。
[0067]
进一步的,所述采用sobel算子进行边缘检测是指对灰度图像进行处理获取梯度图像,根据图像的特点将图像分为各具特性的区域并提取出目标。
[0068]
sobel算子以滤波算子的形式来提取边缘,x,y方向各使用一个模板,两个模板组合起来构成1个梯度算子。x方向模板对垂直边缘影响最大,y方向模板对水平方向影响最大。
[0069]
进一步的,所述末端执行器包括气缸、连接板、手爪、压缩机构和同步机构。
[0070]
本发明的一种高通用性行架式机械手自动化加工工艺,在现有技术的基础上,改进机械手对工件的加工流程,通过增设ccd摄像机,并对ccd摄像机采集到的图像进行处理,从而将基准坐标系与图像坐标系建立连接,以满足机械手在加工过程中对工件的搬运准确性的需求,进而有效提升机械手的搬运准确性。
[0071]
以上所揭露的仅为本发明一种较佳实施例而已,当然不能以此来限定本发明之权利范围,本领域普通技术人员可以理解实现上述实施例的全部或部分流程,并依本发明权利要求所作的等同变化,仍属于发明所涵盖的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1