一种内嵌管道的聚偏氟乙烯装置及其制备方法与流程
1.本发明涉及冷却器具技术领域,具体涉及一种内嵌管道的聚偏氟乙烯装置及其制备方法。
背景技术:
2.聚偏氟乙稀(pvdf)是一种高度非反应性热塑性含氟聚合物,是一种线性半结晶热塑性工程塑料。具有良好的耐化学腐蚀性、耐高温性、耐氧化性、耐候性、耐射线辐射性能以及良好的化学稳定性等。其应用主要集中在石油化工、电子电气和氟碳涂料等领域。pvdf是石油化工设备流体处理系统整体或者衬里的泵、阀门、管道、管路配件、储槽和热交换器的最佳材料之一,是耐化学性的零件和电线电缆等方面的材料之一,其具有多方面的使用价值,但在冷却器具方面却没有被使用。
3.聚偏氟乙烯材料是没有亲水基团,具有较差的亲水性,用其承载涉水物品时,很难会对承载物品的水分进行吸纳进而带走其水分,长时间使用其材料,会对承载物体造成水淹等现象。如果对聚偏氟乙烯材料表面进行表面修饰,以实现聚偏氟乙烯pvdf材料的较好亲水性,可以对其表面进行修饰,以满足较好的亲水特性,将承载物体的一些水分进行吸纳等。冷却器具一般采用内置管道,冷却水在内置管道内进行流通,就需要水流通畅,疏水特性的表面会对水流通畅会有很好地效果,对内置管道进行构建微纳结构以增加其粗糙度,进而呈现其与水的接触时的疏水现象。在冷却器具方面,通过加工出微纳结构,可以增加其疏水性,可以避免冷却水浸润冷却器具,使得长时间使用后,冷却器具的表面挂有水分进行阻碍水流等,极大的影响需要冷却的物体,如晶圆、基片等。
技术实现要素:
4.本发明是采用新材料聚偏氟乙烯胚盘,进行管道的合理化设计,采用中心管道连接空心腔,再与内嵌管道相连接,实现一进多出的冷却器具;结合加工技术上的改进,采用机械研磨技术,对其表面进行抛光研磨,因研磨时会对其表面进行一定程度的损伤,采用激光加热扫描其表面,以修整其表面的损伤,使得其表面更平整和光滑,平整和光滑的表面会对聚偏氟乙烯材料的亲水性有益;采用引导孔-石蜡-冷却-管道的加工技术,解决掉钻孔后引起的毛刺现象,避免后期使用上,毛刺带来的影响等,且可以实现管道内壁的微纳结构面的形成,提高其表面的疏水特性等。
5.一种内嵌管道的聚偏氟乙烯装置,所述装置包括:聚偏氟乙烯本体、内嵌管道和中心机构,所述聚偏氟乙烯本体为棱柱体,所述棱柱体的中心处设有所述中心机构,所述中心机构包括中心管道,所述中心管道设置在所述棱柱体的中线上,且所述中心管道是从所述棱柱体的中心处延伸至所述棱柱体的底面,并贯穿所述棱柱体的底面,所述中心机构的四周连接所述内嵌管道,所述内嵌管道从中心机构边缘处延伸至所述棱柱体的棱面,且所述内嵌管道贯穿所述棱柱体的棱面,所述内嵌管道的内壁和中心机构的内壁均为粗糙表面,所述聚偏氟乙烯本体的外表面为光滑表面,所述内嵌管道和中心机构为贯通连接。
6.进一步地,所述中心机构还包括空心腔,所述空心腔的底部中心处连接有所述中心管道,所述空心腔的四周连接有所述内嵌管道。
7.进一步地,所述聚偏氟乙烯本体为正棱柱体。
8.进一步地,所述内嵌管道均设置在所述聚偏氟乙烯本体的中心面上。
9.进一步地,所述内嵌管道的数量与所述棱柱体的棱面的数量相等。
10.进一步地,所述棱柱体的棱面的中心点在所述内嵌管道的中心线上。
11.进一步地,所述内嵌管道的内壁是微纳结构的粗糙面。
12.进一步地,所述中心机构的内壁是微纳结构的粗糙面。
13.进一步地,所述内嵌管道和中心机构均是选用聚偏氟乙烯本体作为内壁。
14.进一步地,所述聚偏氟乙烯本体、内嵌管道和中心机构为一体成型设置。
15.进一步地,所述内嵌管道的直径不大于所述聚偏氟乙烯本体厚度的1/3。
16.进一步地,所述正棱柱体的内切圆选取6寸、8寸或12寸的正棱柱体。
17.一种内嵌管道的聚偏氟乙烯装置的制备方法,所述步骤具体如下:
18.步骤1:制圆胚
19.选取聚偏氟乙烯(pvdf)材质的圆锭,将其放入切割机床上进行切割,选取切割锯对该圆锭进行切割出所需规格厚度的圆胚;
20.步骤2:制棱柱体胚
21.选取步骤1的圆胚,将其放入切割机床的载物台上,选取直切割锯,进行等棱柱体切割,切割出等边棱柱体后,并对等边棱柱体的表面进行铣磨,将其放入铣磨机床上进行铣磨,以获得各个表面的平整,对其进行倒角的铣磨,然后对其进行抛光处理,采用机械抛光技术与激光扫描技术,先对其平整的表面进行油石的机械抛光,以获得所需光滑度的等边棱柱体,再对其表面进行激光加热扫描,以修整其表面损伤的微纳痕迹,和进一步对其表面熔化再固化,以获得其具有平整、光滑和无损伤的表面,其称为聚偏氟乙烯本体;
22.步骤3:制第一内嵌引导孔
23.选取步骤2的聚偏氟乙烯本体,将其第一棱面放在钻孔机床的载物台上,且该载物台上放有带有缓冲垫的工装夹具,该缓冲垫及工装夹具用于稳固和保护聚偏氟乙烯本体,固定好聚偏氟乙烯本体,在第一棱面相对棱面的中心处,进行启动钻头,沿着棱面的中心与聚偏氟乙烯本体的中心的直线进行钻取第一内嵌引导孔,钻取至聚偏氟乙烯本体的中心处;
24.步骤4:制其余各个棱面的内嵌引导孔
25.选取步骤3的聚偏氟乙烯本体,按照步骤3的加工方式,进行其余各个棱面的中心处的内嵌引导孔的加工,以形成聚集在聚偏氟乙烯本体的中心处并向各个棱面发散的内嵌引导孔,钻取成聚偏氟乙烯本体的内嵌引导孔;
26.步骤5:制聚偏氟乙烯本体的底面的中心引导孔
27.选取步骤4的聚偏氟乙烯本体,将其顶面放在钻孔机床的载物台上,且该载物台上放有带有缓冲垫的工装夹具,该缓冲垫及工装夹具用于稳固和保护聚偏氟乙烯本体,固定好聚偏氟乙烯本体,在顶面相对底面的中心处,进行启动钻头,沿着棱柱体的中线,钻至在聚偏氟乙烯本体的中心处的内嵌引导孔汇集处,以获得中心引导孔与内嵌引导孔的互联互通,此时,加工出的各个引导孔及中心空心腔的内壁都是具有许多毛刺,这些毛刺会极大的
影响水流的流通和冷却器具的长久使用等;
28.步骤6:制第一内嵌管道
29.选取步骤5的聚偏氟乙烯本体,将其第一棱面放在钻孔机床的载物台上,且该载物台上放有带有缓冲垫的工装夹具,该缓冲垫及工装夹具用于稳固和保护聚偏氟乙烯本体,固定好聚偏氟乙烯本体,在第一内嵌引导孔处进行灌注石蜡液体,将石蜡液体灌满第一内嵌引导孔里,由于石蜡液体温度远低于聚偏氟乙烯的熔点温度,不会对第一内嵌引导孔壁的聚偏氟乙烯造成严重损伤,由于第一内嵌引导孔是细而长的引导孔,且聚偏氟乙烯本体的导热性较弱,对液体石蜡的降温很缓慢,因此,采用一些冷却气体(干冰、氮气等)进行快速降温凝固(采用引导孔处吹气法),同时,冷却气体也可以固化第一引导孔加工时带来的毛刺,液体石蜡可以快速固化住毛刺,由于聚偏氟乙烯材料在制造时会加入石蜡作为助剂,加工出来的聚偏氟乙烯材料就会含有少量的石蜡成分,再利用已填好的石蜡,物质的相吸原则,可以有部分石蜡进入聚偏氟乙烯本体中,再采用比加工引导孔的钻头的直径大0.15-0.2mm的钻头进行钻孔,钻至在聚偏氟乙烯本体的中心处的内嵌引导孔汇集处,完成第一个内嵌管道的制备,在钻孔过程中,石蜡也会起到润滑和研磨作用,在钻头钻取时,会形成微纳结构的内侧表面;
30.步骤7:制其余各个棱面的内嵌管道
31.选取步骤6的聚偏氟乙烯本体,按照步骤6的加工方式,进行其余各个棱面的中心处的内嵌管道的加工,以形成聚集在聚偏氟乙烯本体的中心处并向各个棱面发散的内嵌管道,钻取成聚偏氟乙烯本体的内嵌管道;
32.步骤8:制聚偏氟乙烯本体的底面的中心内嵌管道
33.选取步骤7的聚偏氟乙烯本体,将其顶面放在钻孔机床的载物台上,且该载物台上放有带有缓冲垫的工装夹具,该缓冲垫及工装夹具用于稳固和保护聚偏氟乙烯本体,固定好聚偏氟乙烯本体,在中心引导孔处进行灌注石蜡液体,将石蜡液体灌满中心引导孔里,采用一些冷却气体(干冰、氮气等)进行快速降温凝固(采用引导孔处吹气法),由于聚偏氟乙烯材料在制造时会加入石蜡作为助剂,加工出来的聚偏氟乙烯材料就会含有少量的石蜡成分,再利用已填好的石蜡,物质的相吸原则,可以有部分石蜡进入聚偏氟乙烯本体中,再采用比加工引导孔的钻头的直径大0.15-0.2mm的钻头进行钻孔,钻至在聚偏氟乙烯本体的中心处的内嵌管道汇集处,完成中心内嵌管道的制备;
34.步骤9:检测
35.该内嵌管道的内侧在剖开之后,在20倍放大镜下观察无明显毛刺,且在剖开空心腔后,在20倍放大镜下观察无明显毛刺,达到了有效地使用效果;在接触角测试仪下,测量出所述装置的表面接触角在65
°
左右,测量出内嵌管道的内壁的表面接触角在140
°
左右。
36.进一步地,所述钻头的规格尺寸按照所需加工的尺寸进行选择。
37.有益效果
38.本发明采用新材料聚偏氟乙烯胚盘,进行管道的合理化设计,采用中心管道连接空心腔,再与内嵌管道相连接,实现一进多出的冷却器具;采用钻孔颈小于聚偏氟乙烯胚盘的厚度的1/3,且在聚偏氟乙烯胚盘的中心面上加工成型,采用一体成型技术,实现冷却器具的均匀化冷却,均匀化冲水等;结合加工技术上的改进,采用机械研磨技术,对其表面进行抛光研磨,修整其表面平整度,改善其表面能,以提高其亲水性,在冷却高精度的集成电
路晶圆片时,可以尽可能多的吸附空气液态水,减少空气液态水对晶圆片的影响,另则,因研磨时会对其表面进行一定程度的损伤,采用激光加热扫描其表面,以修整其表面的损伤,使得其表面更平整和光滑,平整和光滑的表面会对聚偏氟乙烯材料的亲水性有益,更好地降低空气液态水;采用引导孔-石蜡-冷却-管道的加工技术,加工引导孔时,钻头会与聚偏氟乙烯材料剧烈作用,会在钻磨过程中出现毛刺,这些毛刺的存在会对流通的水进行影响,采用石蜡进行填充,再利用干冰吹气冷却,采用比引导孔转头大0.15-0.2mm的钻头进行二次钻取,钻头在石蜡的润滑下,以及毛刺在石蜡的固化下,解决掉钻孔后引起的毛刺现象,避免后期使用上,毛刺带来的影响等,该技术可以广泛应用到去毛刺方面等。
附图说明
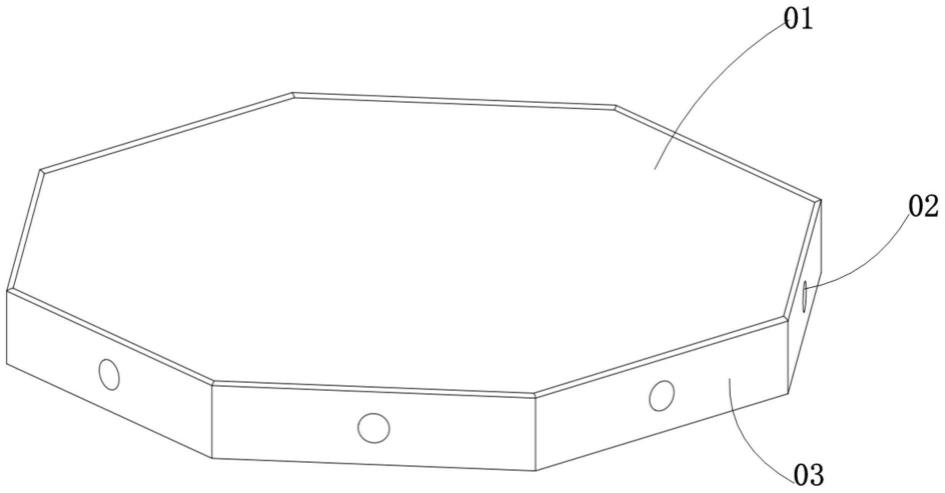
39.图1为本发明一种内嵌管道的聚偏氟乙烯装置的正面结构示意图。
40.图2为本发明一种内嵌管道的聚偏氟乙烯装置的背面结构示意图。
41.图3为本发明一种内嵌管道的聚偏氟乙烯装置的剖面正视结构示意图。
42.图4为本发明一种内嵌管道的聚偏氟乙烯装置的剖面结构示意图。
43.图5为本发明一种内嵌管道的聚偏氟乙烯装置的中心剖面结构示意图。
44.图6为本发明一种内嵌管道的聚偏氟乙烯装置的制备工艺流程图。
45.图7为本发明一种内嵌管道的聚偏氟乙烯装置的亲水和疏水测量图。
46.附图说明:01、顶面;02、内嵌管道;03、棱面;04、底面;05、中心管道;11、圆胚;12、棱柱体胚;13、第一内嵌引导孔;14、其余内嵌引导孔;15中心引导孔;16、第一内嵌管道;17、其余内嵌管道;18、中心内嵌管道;19、检测。
具体实施方式
47.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
48.在本发明中提及的“多个”是指两个或两个以上。“和/或”:描述关联对象的关联关系,表示可以存在三种关系,例如,a和/或b,可以表示:单独存在a,同时存在a和b,单独存在b这三种情况。字符“/”一般表示前后关联对象是一种“或”的关系。
49.参阅图1-图5,一种内嵌管道的聚偏氟乙烯装置,该装置包括:聚偏氟乙烯本体、内嵌管道和中心机构,聚偏氟乙烯本体为棱柱体,棱柱体的中心处设有中心机构,中心机构包括中心管道05,中心管道05设置在棱柱体的中线上,且中心管道05是从棱柱体的中心处延伸至棱柱体的底面04,并贯穿棱柱体的底面04,中心机构的四周连接内嵌管道02,内嵌管道02从中心机构边缘处延伸至棱柱体的棱面03,且内嵌管道贯穿棱柱体的棱面03,内嵌管道的内壁和中心机构的内壁均为粗糙表面,聚偏氟乙烯本体的外表面为光滑表面,包括其顶面01也为光滑表面,内嵌管道02和中心机构为贯通连接;
50.其中,中心机构还包括空心腔,空心腔的底部中心处连接有中心管道05,空心腔的四周连接有内嵌管道02;该聚偏氟乙烯本体为正棱柱体,该内嵌管道02均设置在聚偏氟乙烯本体的中心面上,内嵌管道02的数量与棱柱体的棱面03的数量相等,棱柱体的棱面03的
中心点在内嵌管道02的中心线上,内嵌管道02的内壁是微纳结构的粗糙面,中心机构的内壁是微纳结构的粗糙面,内嵌管道02和中心机构均是选用聚偏氟乙烯本体作为内壁,聚偏氟乙烯本体、内嵌管道02和中心机构为一体成型设置,内嵌管道02的直径不大于聚偏氟乙烯本体厚度的1/3。
51.参阅图6所示,一种内嵌管道的聚偏氟乙烯装置的制备方法,步骤具体如下:
52.步骤1:制圆胚11
53.选取聚偏氟乙烯(pvdf)材质的圆锭,将其放入切割机床上进行切割,选取切割锯对该圆锭进行切割出所需规格厚度的圆胚;
54.步骤2:制棱柱体胚12
55.选取步骤1的圆胚,将其放入切割机床的载物台上,选取直切割锯,进行等棱柱体切割,切割出等边棱柱体后,并对等边棱柱体的表面进行铣磨,将其放入铣磨机床上进行铣磨,以获得各个表面的平整,对其进行倒角的铣磨,然后对其进行抛光处理,采用机械抛光技术与激光扫描技术,先对其平整的表面进行油石的机械抛光,以获得所需光滑度的等边棱柱体,再对其表面进行激光加热扫描,以修整其表面损伤的微纳痕迹,和进一步对其表面熔化再固化,以获得其具有平整、光滑和无损伤的表面,其称为聚偏氟乙烯本体;
56.步骤3:制第一内嵌引导孔13
57.选取步骤2的聚偏氟乙烯本体,将其第一棱面放在钻孔机床的载物台上,且该载物台上放有带有缓冲垫的工装夹具,该缓冲垫及工装夹具用于稳固和保护聚偏氟乙烯本体,固定好聚偏氟乙烯本体,在第一棱面相对棱面的中心处,进行启动钻头,沿着棱面的中心与聚偏氟乙烯本体的中心的直线进行钻取第一内嵌引导孔,钻取至聚偏氟乙烯本体的中心处;
58.步骤4:制其余各个棱面的内嵌引导孔14
59.选取步骤3的聚偏氟乙烯本体,按照步骤3的加工方式,进行其余各个棱面的中心处的内嵌引导孔的加工,以形成聚集在聚偏氟乙烯本体的中心处并向各个棱面发散的内嵌引导孔,钻取成聚偏氟乙烯本体的内嵌引导孔;
60.步骤5:制聚偏氟乙烯本体的底面的中心引导孔15
61.选取步骤4的聚偏氟乙烯本体,将其顶面放在钻孔机床的载物台上,且该载物台上放有带有缓冲垫的工装夹具,该缓冲垫及工装夹具用于稳固和保护聚偏氟乙烯本体,固定好聚偏氟乙烯本体,在顶面相对底面的中心处,进行启动钻头,沿着棱柱体的中线,钻至在聚偏氟乙烯本体的中心处的内嵌引导孔汇集处,以获得中心引导孔与内嵌引导孔的互联互通,此时,加工出的各个引导孔及中心空心腔的内壁都是具有许多毛刺,这些毛刺会极大的影响水流的流通和冷却器具的长久使用等;
62.步骤6:制第一内嵌管道16
63.选取步骤5的聚偏氟乙烯本体,将其第一棱面放在钻孔机床的载物台上,且该载物台上放有带有缓冲垫的工装夹具,该缓冲垫及工装夹具用于稳固和保护聚偏氟乙烯本体,固定好聚偏氟乙烯本体,在第一内嵌引导孔处进行灌注石蜡液体,将石蜡液体灌满第一内嵌引导孔里,由于石蜡液体温度远低于聚偏氟乙烯的熔点温度,不会对第一内嵌引导孔壁的聚偏氟乙烯造成严重损伤,由于第一内嵌引导孔是细而长的引导孔,且聚偏氟乙烯本体的导热性较弱,对液体石蜡的降温很缓慢,因此,采用一些冷却气体(干冰、氮气等)进行快
速降温凝固(采用引导孔处吹气法),同时,冷却气体也可以固化第一引导孔加工时带来的毛刺,液体石蜡可以快速固化住毛刺,由于聚偏氟乙烯材料在制造时会加入石蜡作为助剂,加工出来的聚偏氟乙烯材料就会含有少量的石蜡成分,再利用已填好的石蜡,物质的相吸原则,可以有部分石蜡进入聚偏氟乙烯本体中,再采用比加工引导孔的钻头的直径大0.15-0.2mm的钻头进行钻孔,钻至在聚偏氟乙烯本体的中心处的内嵌引导孔汇集处,完成第一个内嵌管道的制备,在钻孔过程中,石蜡也会起到润滑和研磨作用,在钻头钻取时,会形成微纳结构的内侧表面;
64.步骤7:制其余各个棱面的内嵌管道17
65.选取步骤6的聚偏氟乙烯本体,按照步骤6的加工方式,进行其余各个棱面的中心处的内嵌管道的加工,以形成聚集在聚偏氟乙烯本体的中心处并向各个棱面发散的内嵌管道,钻取成聚偏氟乙烯本体的内嵌管道;
66.步骤8:制聚偏氟乙烯本体的底面的中心内嵌管道18
67.选取步骤7的聚偏氟乙烯本体,将其顶面放在钻孔机床的载物台上,且该载物台上放有带有缓冲垫的工装夹具,该缓冲垫及工装夹具用于稳固和保护聚偏氟乙烯本体,固定好聚偏氟乙烯本体,在中心引导孔处进行灌注石蜡液体,将石蜡液体灌满中心引导孔里,采用一些冷却气体(干冰、氮气等)进行快速降温凝固(采用引导孔处吹气法),由于聚偏氟乙烯材料在制造时会加入石蜡作为助剂,加工出来的聚偏氟乙烯材料就会含有少量的石蜡成分,再利用已填好的石蜡,物质的相吸原则,可以有部分石蜡进入聚偏氟乙烯本体中,再采用比加工引导孔的钻头的直径大0.15-0.2mm的钻头进行钻孔,钻至在聚偏氟乙烯本体的中心处的内嵌管道汇集处,完成中心内嵌管道的制备;
68.步骤9:检测19
69.该内嵌管道的内侧在剖开之后,在20倍放大镜下观察无明显毛刺,且在剖开空心腔后,在20倍放大镜下观察无明显毛刺,达到了有效地使用效果;参阅图7所示,在接触角测试仪下,测量出所述装置的表面接触角在65
°
左右(图7a),测量出内嵌管道的内壁的表面接触角在140
°
左右(图7b)。
70.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1