一种异形工件的检测夹具及使用方法与流程
1.本发明涉及产品检测设备技术领域,具体涉及一种异形工件的检测夹具及使用方法。
背景技术:
2.夹具是用来紧固工件,使工件保持正确相对位置的工艺装置。处理工件时,为使工件的表面能达到图纸规定的尺寸、形状以及相对位置精度等技术要求,处理前必须将工件精准定位并夹紧固定,才能有效保证工件的加工或检测精度与范围。
3.通用的检测夹具可以用于多种型号或种类的工件检测。cn 109141300a公开了一种工件定位装置及工件测量方法,所述装置包括:夹具本体,适于套接在待测工件内部,卡持所述待测工件,且所述夹具本体包含安装部;紧固件,适于与所述夹具本体的安装部配合连接,将所述夹具本体固定在工作台上。采用该夹具可以有效定位工件,同时可以提高对工件的检测效率。
4.cn 207365864u公开了一种轴件长度快速检测夹具,包括底板,定位座固定设置在所述底板上,用于定位轴件的倾斜设置的v型定位槽设置在所述定位座上,所述v型定位槽下端的所述底板上设有通槽,所述通槽的截面呈v形,所述通槽的一个斜面垂直于所述v型定位槽;安装板固定设置在所述定位座上端,千分表通过紧定螺钉固定连接所述安装板,所述千分表的测针延伸进入所述v型定位槽。该实用新型结构简单且操作方便,可以提高检测效率,降低检测成本。
5.以上公开的检测夹具通常可以作为通用夹具,对工件进行定位和夹持,但对于异形工件如底面倾斜工件的检测,则需要更换夹具以适应底面倾斜工件的尺寸、结构等要求。
6.cn 214816853u公开了一种可精确控制夹具体位置的工装夹具,夹具支撑板、转轴和凸耳组成旋转结构,使用者在使用夹持工具时,可以通过气缸的伸缩来调整工件的固定角度,从而提高工作效率。该实用新型可以对不同倾斜角度底面的工件进行固定,但由于手动操作固定角度,会导致工件的最终固定位置准确度下降,从而降低工件的检测精度。
7.针对现有技术的不足,亟需提供一种适用于倾斜底面异形工件且检测精度高、范围广的检测夹具。
技术实现要素:
8.本发明的目的在于提供一种异形工件的检测夹具及使用方法,通过严格控制检测夹具的支撑板倾斜角度,合理设计第一销钉与第二销钉在支撑面的位置,所得检测夹具可以有效支撑并卡固异形工件,从而提高了检测精度与范围。
9.为达到此发明目的,本发明采用以下技术方案:
10.第一方面,本发明提供了一种异形工件的检测夹具,所述检测夹具包括底板与支撑板,沿底板的宽度方向,所述底板的顶面两端分别焊接有立板,所述立板所在平面垂直于底板的顶面,所述底板的顶面通过立板与支撑板的底面焊接,所述支撑板的底面与底板的
顶面的夹角为26.56-26.58
°
;
11.沿支撑板的长度方向,所述支撑板的一端开设有凹槽,另一端的支撑面设置有第一销钉与第二销钉。
12.本发明提供的检测夹具,通过设计底板、立板与支撑板相结合的箱型主体结构,可以有效支撑异形工件进行检测,且长期使用不会变形;针对底面具有倾斜角度的异形工件,通过设计支撑板的倾角,使得异形工件的底面完全贴合检测夹具的支撑面,同时保证异形工件的检测精度;另外第一销钉与第二销钉的设置,可以卡固异形工件,从而避免出现滑动导致定位不准的问题,进而减小异形工件的特征检测范围。
13.所述支撑板的底面与底板的顶面的夹角为26.56-26.58
°
,例如可以是26.56
°
、26.565
°
、26.57
°
、26.575
°
或26.58
°
,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
14.优选地,所述底板的长度为499-501mm,宽度为484-486mm。
15.所述底板的长度为499-501mm,例如可以是499mm、499.5mm、500mm、500.5mm或501mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
16.所述底板的宽度为484-486mm,例如可以是484mm、484.5mm、485mm、485.5mm或486mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
17.优选地,所述立板的长度与所述底板的宽度相等。
18.优选地,所述立板的厚度为14-16mm,例如可以是14mm、14.5mm、15mm、15.5mm或16mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
19.优选地,所述立板包括间隔设置的第一立板与第二立板。
20.优选地,所述间隔的距离为378-382mm,例如可以是378mm、379mm、380mm、381mm或382mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
21.优选地,所述第一立板到底板的宽边距离,与第二立板到底板的另一宽边的距离相等。
22.本发明所述第一立板与第二立板焊接在底板上的位置,可以提高检测夹具箱型主体结构的抗冲击性与牢固程度,第一立板与第二立板间隔的距离过小,所述支撑板容易向一侧翻折,距离过大,支撑板的中部承受集中的冲击会缩短使用寿命,因此所述第一立板与第二立板的间隔的距离需控制在合理范围内。
23.优选地,所述支撑板的长度为499-501mm,宽度为491.8-492mm。
24.所述支撑板的长度为499-501mm,例如可以是499mm、499.5mm、500mm、500.5mm或501mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
25.所述支撑板的宽度为491.8-492mm,例如可以是491.8mm、491.85mm、491.9mm、491.95mm或492mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
26.优选地,所述凹槽的截面形心位于所述支撑板在宽度方向的中轴线上。
27.优选地,所述凹槽的长度为99-101mm,宽度为44-46mm。
28.所述凹槽的长度为99-101mm,例如可以是99mm、100mm或101mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
29.所述凹槽的宽度为44-46mm,例如可以是44mm、45mm或46mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
30.优选地,所述第一销钉的截面形心与第二销钉的截面形心所在直线与支撑面的长边平行。
31.优选地,所述直线与支撑面的长边距离为17.9-18.1mm,例如可以是17.9mm、17.95mm、18mm、18.05mm或18.1mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
32.优选地,所述第一销钉的截面形心与第二销钉的截面形心的距离为255.8-256.2mm,例如可以是255.8mm、255.9mm、256mm、256.1mm或256.2mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
33.优选地,所述第一销钉的截面形心到支撑板的宽边距离,与第二销钉的截面形心到支撑板的另一宽边的距离相等。
34.所述第一销钉的截面形心与第二销钉的截面形心的距离过大,异形工件无法卡固在支撑面上,从而产生滑动改变定位;距离过小,异形工件容易左右偏移,也会降低定位精度,且异形工件的特征无法全面得到检测。
35.优选地,所述第一销钉与第二销钉的截面直径分别为5.8-6.2mm,例如可以是5.8mm、5.9mm、6mm、6.1mm或6.2mm,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
36.优选地,所述第一销钉与第二销钉分别独立地设置有保护套。
37.第二方面,本发明提供了一种如第一方面所述检测夹具的使用方法,所述使用方法包括:
38.异形工件经支撑与卡固处理,然后进行检测;所述支撑至异形工件的底面贴合支撑板的支撑面。
39.所述异形工件的底面贴合支撑面后再进行卡固处理,可以有效提高检测的精度与检测的范围。
40.优选地,所述异形工件的底面与底板的顶面的夹角为26.56-26.58
°
,例如可以是26.56
°
、26.565
°
、26.57
°
、26.575
°
或26.58
°
,但不限于所列举的数值,数值范围内其它未列举的数值同样适用。
41.根据所述异形工件的底面与底板的顶面的夹角,设计支撑板的底面与底板的顶面相等的夹角,使得异形工件紧密贴合在支撑面的同时,异形工件的顶面平行于所述底板的顶面,即保证异形工件放置在支撑面后可用于精准检测。
42.优选地,所述支撑后、卡固处理前还包括将所述第一销钉与第二销钉的保护套去除的步骤。
43.优选地,所述卡固处理的步骤包括:所述异形工件的底板通过所述第一销钉与第二销钉卡持固定于支撑面。
44.作为本发明第二方面所述的使用方法的优选技术方案,所述适用方法包括:
45.异形工件经支撑至其底面贴合支撑板的支撑面;将所述第一销钉与第二销钉的保护套去除,将所述异形工件的底板卡持固定于支撑面,然后进行检测;
46.所述异形工件的底面与底板的顶面的夹角为26.56-26.58
°
。
47.相对于现有技术,本发明具有以下有益效果:
48.本发明提供的异形工件的检测夹具,通过设计底板、立板与支撑板相结合的箱型
结构,可以有效支撑异形工件进行检测,且长期使用不会变形;针对底面具有倾斜角度的异形工件,通过设计支撑板的倾角,使得异形工件的底面完全贴合检测夹具的支撑面,结合第一销钉与第二销钉卡固异形工件的设置,可以避免异形工件下滑导致定位不准的问题,使得异形工件的检测精度相较于采用非定制夹具有所提高,且可以检测异形工件的全部尺寸特征,检测范围增加。
附图说明
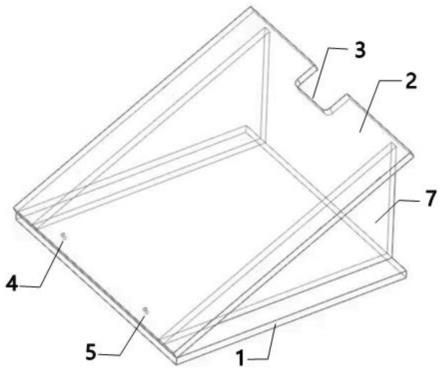
49.图1是本发明实施例1提供的异形工件的检测夹具的结构示意图;
50.图2是本发明实施例1提供的异形工件的检测夹具的俯视图;
51.图3是本发明实施例1提供的异形工件的检测夹具的侧视图;
52.图4是本发明实施例1提供的异形工件的检测夹具的后视图;
53.其中:1,底板;2,支撑板;3,凹槽;4,第一销钉;5,第二销钉;6,第一立板;7,第二立板。
具体实施方式
54.下面通过具体实施方式来进一步说明本发明的技术方案。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
55.实施例1
56.本实施例提供了一种异形工件的检测夹具,如图1所示,所述检测夹具的俯视图如图2所示,侧视图如图3所示,后视图如图4所示,所述检测夹具包括底板1与支撑板2,沿底板1的宽度方向,所述底板1的顶面两端分别焊接有立板,所述立板所在平面垂直于底板1的顶面,所述底板1的顶面通过立板与支撑板2的底面焊接,所述支撑板2的底面与底板1的顶面的夹角为26.57
°
;沿支撑板2的长度方向,所述支撑板2的一端开设有凹槽3,另一端的支撑面设置有第一销钉4与第二销钉5;
57.所述底板1的长度为500mm,宽度为485mm;
58.所述立板的长度与所述底板1的宽度相等;所述立板的厚度为15mm;所述立板包括间隔设置的第一立板6与第二立板7;所述间隔的距离为380mm;所述第一立板6到底板1的宽边距离,与第二立板7到底板1的另一宽边的距离相等;
59.所述支撑板2的长度为500mm,宽度为491.9mm;
60.所述凹槽3的截面形心位于所述支撑板2在宽度方向的中轴线上;所述凹槽3的长度为100mm,宽度为45mm;
61.所述第一销钉4的截面形心与第二销钉5的截面形心所在直线与支撑面的长边平行;所述直线与支撑面的长边距离为18mm;所述第一销钉4的截面形心与第二销钉5的截面形心的距离为256mm;所述第一销钉4的截面形心到支撑板2的宽边距离,与第二销钉5的截面形心到支撑板2的另一宽边的距离相等;所述第一销钉4与第二销钉5的截面直径分别为6mm;所述第一销钉4与第二销钉5分别独立地设置有保护套。
62.所述检测夹具的使用方法包括:
63.异形工件经支撑至其底面贴合支撑板2的支撑面;将所述第一销钉4与第二销钉5的保护套去除,将所述异形工件的底板卡持固定于支撑面,然后进行检测;所述异形工件的
底面与底板1的顶面的夹角为26.57
°
。
64.采用本实施例提供的检测夹具支撑并卡固异形工件,所述异形工件的检测精度相较于采用非定制夹具有所提高,且可以检测异形工件的全部尺寸特征,检测范围增加。
65.实施例2
66.本实施例提供了一种异形工件的检测夹具,所述检测夹具包括底板1与支撑板2,沿底板1的宽度方向,所述底板1的顶面两端分别焊接有立板,所述立板所在平面垂直于底板1的顶面,所述底板1的顶面通过立板与支撑板2的底面焊接,所述支撑板2的底面与底板1的顶面的夹角为26.565
°
;沿支撑板2的长度方向,所述支撑板2的一端开设有凹槽3,另一端的支撑面设置有第一销钉4与第二销钉5;
67.所述底板1的长度为499.5mm,宽度为484.5mm;
68.所述立板的长度与所述底板1的宽度相等;所述立板的厚度为14.5mm;所述立板包括间隔设置的第一立板6与第二立板7;所述间隔的距离为379mm;所述第一立板6到底板1的宽边距离,与第二立板7到底板1的另一宽边的距离相等;
69.所述支撑板2的长度为499.5mm,宽度为491.85mm;
70.所述凹槽3的截面形心位于所述支撑板2在宽度方向的中轴线上;所述凹槽3的长度为100mm,宽度为45mm;
71.所述第一销钉4的截面形心与第二销钉5的截面形心所在直线与支撑面的长边平行;所述直线与支撑面的长边距离为17.95mm;所述第一销钉4的截面形心与第二销钉5的截面形心的距离为255.9mm;所述第一销钉4的截面形心到支撑板2的宽边距离,与第二销钉5的截面形心到支撑板2的另一宽边的距离相等;所述第一销钉4与第二销钉5的截面直径分别为5.9mm;所述第一销钉4与第二销钉5分别独立地设置有保护套。
72.所述检测夹具的使用方法包括:
73.异形工件经支撑至其底面贴合支撑板2的支撑面;将所述第一销钉4与第二销钉5的保护套去除,将所述异形工件的底板卡持固定于支撑面,然后进行检测;所述异形工件的底面与底板1的顶面的夹角为26.565
°
。
74.采用本实施例提供的检测夹具支撑并卡固异形工件,所述异形工件的检测精度相较于采用非定制夹具有所提高,且可以检测异形工件的全部尺寸特征,检测范围增加。
75.实施例3
76.本实施例提供了一种异形工件的检测夹具,所述检测夹具包括底板1与支撑板2,沿底板1的宽度方向,所述底板1的顶面两端分别焊接有立板,所述立板所在平面垂直于底板1的顶面,所述底板1的顶面通过立板与支撑板2的底面焊接,所述支撑板2的底面与底板1的顶面的夹角为26.575
°
;沿支撑板2的长度方向,所述支撑板2的一端开设有凹槽3,另一端的支撑面设置有第一销钉4与第二销钉5;
77.所述底板1的长度为500.5mm,宽度为485.5mm;
78.所述立板的长度与所述底板1的宽度相等;所述立板的厚度为15.5mm;所述立板包括间隔设置的第一立板6与第二立板7;所述间隔的距离为381mm;所述第一立板6到底板1的宽边距离,与第二立板7到底板1的另一宽边的距离相等;
79.所述支撑板2的长度为500.5mm,宽度为491.95mm;
80.所述凹槽3的截面形心位于所述支撑板2在宽度方向的中轴线上;所述凹槽3的长
度为100mm,宽度为45mm;
81.所述第一销钉4的截面形心与第二销钉5的截面形心所在直线与支撑面的长边平行;所述直线与支撑面的长边距离为18.05mm;所述第一销钉4的截面形心与第二销钉5的截面形心的距离为256.1mm;所述第一销钉4的截面形心到支撑板2的宽边距离,与第二销钉5的截面形心到支撑板2的另一宽边的距离相等;所述第一销钉4与第二销钉5的截面直径分别为6.1mm;所述第一销钉4与第二销钉5分别独立地设置有保护套。
82.所述检测夹具的使用方法包括:
83.异形工件经支撑至其底面贴合支撑板2的支撑面;将所述第一销钉4与第二销钉5的保护套去除,将所述异形工件的底板卡持固定于支撑面,然后进行检测;所述异形工件的底面与底板1的顶面的夹角为26.575
°
。
84.采用本实施例提供的检测夹具支撑并卡固异形工件,所述异形工件的检测精度相较于采用非定制夹具有所提高,且可以检测异形工件的全部尺寸特征,检测范围增加。
85.实施例4
86.本实施例提供了一种异形工件的检测夹具,所述检测夹具包括底板1与支撑板2,沿底板1的宽度方向,所述底板1的顶面两端分别焊接有立板,所述立板所在平面垂直于底板1的顶面,所述底板1的顶面通过立板与支撑板2的底面焊接,所述支撑板2的底面与底板1的顶面的夹角为26.58
°
;沿支撑板2的长度方向,所述支撑板2的一端开设有凹槽3,另一端的支撑面设置有第一销钉4与第二销钉5;
87.所述底板1的长度为501mm,宽度为486mm;
88.所述立板的长度与所述底板1的宽度相等;所述立板的厚度为16mm;所述立板包括间隔设置的第一立板6与第二立板7;所述间隔的距离为382mm;所述第一立板6到底板1的宽边距离,与第二立板7到底板1的另一宽边的距离相等;
89.所述支撑板2的长度为501mm,宽度为492mm;
90.所述凹槽3的截面形心位于所述支撑板2在宽度方向的中轴线上;所述凹槽3的长度为101mm,宽度为46mm;
91.所述第一销钉4的截面形心与第二销钉5的截面形心所在直线与支撑面的长边平行;所述直线与支撑面的长边距离为18.1mm;所述第一销钉4的截面形心与第二销钉5的截面形心的距离为256.2mm;所述第一销钉4的截面形心到支撑板2的宽边距离,与第二销钉5的截面形心到支撑板2的另一宽边的距离相等;所述第一销钉4与第二销钉5的截面直径分别为6.2mm;所述第一销钉4与第二销钉5分别独立地设置有保护套。
92.所述检测夹具的使用方法包括:
93.异形工件经支撑至其底面贴合支撑板2的支撑面;将所述第一销钉4与第二销钉5的保护套去除,将所述异形工件的底板卡持固定于支撑面,然后进行检测;所述异形工件的底面与底板1的顶面的夹角为26.58
°
。
94.采用本实施例提供的检测夹具支撑并卡固异形工件,所述异形工件的检测精度相较于采用非定制夹具有所提高,且可以检测异形工件的全部尺寸特征,检测范围增加。
95.实施例5
96.本实施例提供了一种异形工件的检测夹具,所述检测夹具包括底板1与支撑板2,沿底板1的宽度方向,所述底板1的顶面两端分别焊接有立板,所述立板所在平面垂直于底
板1的顶面,所述底板1的顶面通过立板与支撑板2的底面焊接,所述支撑板2的底面与底板1的顶面的夹角为26.56
°
;沿支撑板2的长度方向,所述支撑板2的一端开设有凹槽3,另一端的支撑面设置有第一销钉4与第二销钉5;
97.所述底板1的长度为499mm,宽度为484mm;
98.所述立板的长度与所述底板1的宽度相等;所述立板的厚度为14mm;所述立板包括间隔设置的第一立板6与第二立板7;所述间隔的距离为378mm;所述第一立板6到底板1的宽边距离,与第二立板7到底板1的另一宽边的距离相等;
99.所述支撑板2的长度为499mm,宽度为491.8mm;
100.所述凹槽3的截面形心位于所述支撑板2在宽度方向的中轴线上;所述凹槽3的长度为99mm,宽度为44mm;
101.所述第一销钉4的截面形心与第二销钉5的截面形心所在直线与支撑面的长边平行;所述直线与支撑面的长边距离为17.9mm;所述第一销钉4的截面形心与第二销钉5的截面形心的距离为255.8mm;所述第一销钉4的截面形心到支撑板2的宽边距离,与第二销钉5的截面形心到支撑板2的另一宽边的距离相等;所述第一销钉4与第二销钉5的截面直径分别为5.8mm;所述第一销钉4与第二销钉5分别独立地设置有保护套。
102.所述检测夹具的使用方法包括:
103.异形工件经支撑至其底面贴合支撑板2的支撑面;将所述第一销钉4与第二销钉5的保护套去除,将所述异形工件的底板卡持固定于支撑面,然后进行检测;所述异形工件的底面与底板1的顶面的夹角为26.56
°
。
104.采用本实施例提供的检测夹具支撑并卡固异形工件,所述异形工件的检测精度相较于采用非定制夹具有所提高,且可以检测异形工件的全部尺寸特征,检测范围增加。
105.实施例6
106.本实施例提供了一种异形工件的检测夹具,与实施例1的区别在于,除将所述间隔的距离调整为370mm外,其余均与实施例1相同。
107.采用本实施例提供的检测夹具支撑并卡固异形工件,由于第一立板与第二立板的间隔过小,检测夹具的支撑板容易偏向一侧倾斜,所述异形工件的检测精度相较于采用非定制夹具提高幅度较低,可以检测异形工件的部分尺寸特征,检测范围有所下降。
108.实施例7
109.本实施例提供了一种异形工件的检测夹具,与实施例1的区别在于,除将所述间隔的距离调整为390mm外,其余均与实施例1相同。
110.采用本实施例提供的检测夹具支撑并卡固异形工件,由于第一立板与第二立板的间隔过大,检测夹具的支撑板中部长期承受较大的冲击从而导致异形工件的底面无法与支撑面紧密贴合,所述异形工件的检测精度相较于采用非定制夹具提高幅度较低,可以检测异形工件的部分尺寸特征,检测范围有所下降。
111.实施例8
112.本实施例提供了一种异形工件的检测夹具,与实施例1的区别在于,除将所述第一销钉4的截面形心与第二销钉5的截面形心的距离调整为253mm外,其余均与实施例1相同。
113.采用本实施例提供的检测夹具支撑并卡固异形工件,由于第一销钉与第二销钉的距离过小,异形工件卡固时容易产生偏移,降低定位的准确度,所述异形工件的检测精度相
较于采用非定制夹具提高幅度较低,可以检测异形工件的部分尺寸特征,检测范围有所下降。
114.实施例9
115.本实施例提供了一种异形工件的检测夹具,与实施例1的区别在于,除将所述第一销钉4的截面形心与第二销钉5的截面形心的距离调整为260mm外,其余均与实施例1相同。
116.采用本实施例提供的检测夹具支撑并卡固异形工件,由于第一销钉与第二销钉的距离过大,异形工件卡固时容易向下滑动,无法卡固在支撑面上,所述异形工件难以进行检测。
117.对比例1
118.本对比例提供了一种异形工件的检测夹具,与实施例1的区别在于,除将所述支撑板2的底面与底板1的顶面的夹角调整为26.5
°
外,其余均与实施例1相同。
119.采用本对比例提供的检测夹具支撑并卡固异形工件,由于支撑板的底面与底板的顶面的夹角过小,异形工件尽管可以紧密贴合支撑面,但异形工件的顶面产生倾斜,无法达到检测的要求。
120.对比例2
121.本对比例提供了一种异形工件的检测夹具,与实施例1的区别在于,除将所述支撑板2的底面与底板1的顶面的夹角调整为26.6
°
外,其余均与实施例1相同。
122.采用本对比例提供的检测夹具支撑并卡固异形工件,由于支撑板的底面与底板的顶面的夹角过大,异形工件尽管可以紧密贴合支撑面,但异形工件的顶面同样产生倾斜,无法达到检测的要求。
123.对比例3
124.本对比例提供了一种异形工件的检测夹具,与实施例1的区别在于,所述支撑板2的底面与底板1的顶面平行,其余均与实施例1相同。
125.采用本对比例提供的检测夹具支撑并卡固异形工件,由于支撑板的底面与底板的顶面平行,异形工件尽管可以紧密贴合支撑面,但异形工件的顶面完全倾斜,无法进行检测。
126.对比例4
127.本对比例提供了一种异形工件的检测夹具,所述检测夹具采用cn204235415u公开的夹具进行异形工件的检测。
128.采用本对比例提供的检测夹具支撑并卡固异形工件,由于手动操作调节垫块高度来确定支撑板的倾斜角度,相较于本发明中固定的精准角度会产生误差,异形工件的顶面容易产生倾斜,从而降低异形工件的检测精度,且能够检测的尺寸特征较少。
129.综上所述,本发明提供的异形工件的检测夹具,通过设计底板、立板与支撑板相结合的箱型结构,可以有效支撑异形工件进行检测,且长期使用不会变形;针对底面具有倾斜角度的异形工件,通过设计支撑板的倾角,使得异形工件的底面完全贴合检测夹具的支撑面,结合第一销钉与第二销钉卡固异形工件的设置,可以避免异形工件下滑导致定位不准的问题,使得异形工件的检测精度相较于采用非定制夹具有所提高,且可以检测异形工件的全部尺寸特征,检测范围增加。
130.以上所述仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,所属
技术领域的技术人员应该明了,任何属于本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,均落在本发明的保护范围和公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1