一种用于液压导管补弯曲的专用装置的制作方法
1.本发明属于飞机装配技术领域,涉及一种用于液压导管补弯曲的专用装置,为飞机装配过程中的一种辅助加工工具,可对无法完成装机的液压导管进行现场补弯曲,以达到装机要求。
背景技术:
2.液压控制系统在飞机系统中是普遍存在的一种控制方式,在飞机上不可避免的存在大量的液压导管,因为液压导管一般采用高硬度钢制材料,在装机过程中如果卡箍或导管本身存在制造误差,会导致导管无法安装或存在应力装配,需返厂进行导管重新打样制作,既造成成本的浪费,又严重影响了飞机的交付周期。
技术实现要素:
3.为了解决现有技术中存在的问题,本发明提供了一种用于液压导管补弯曲的专用装置,可实现液压导管的现场补弯曲,既能降低制造成本,又能保证飞机的交付周期。
4.为了达到上述目的,本发明的技术方案为:
5.一种用于液压导管补弯曲的专用装置,所述装置包括支撑桌1、压紧块2、压紧螺栓3、转动头4、压紧支撑5、沉头螺栓6、连接球铰7、操作支撑8、操作螺栓9、连接螺栓10、垫片11、螺母12、定位块13、窄工作块14和宽工作块15。
6.所述的支撑桌1为补弯曲装置的支撑结构,压紧和补弯曲操作均在支撑桌1上进行;所述的操作支撑8为条形块状结构,共设两个,对称布置在支撑桌1上表面两端,并通过连接螺栓10、垫片11和螺母12固定在支撑桌1上,操作支撑8侧壁制有若干螺纹通孔,用于实现对操作螺栓9的支撑;所述的压紧支撑5为条形块状结构,共设两个,对称布置在支撑桌1上,两个压紧支撑5分别位于两个操作支撑8内侧且与操作支撑8平行,压紧支撑5两端通过沉头螺栓6固定在支撑桌1上,其底面与支撑桌1之间留有一定空隙,用于实现对定位块13、窄工作块14、宽工作块15的支撑,压紧支撑5上端面制有若干螺纹通孔。
7.所述的窄工作块14和宽工作块15均为长条结构,窄工作块14下表面和宽工作块15上表面均沿长度方向制凸起,若干窄工作块14和若干宽工作块15交错排列成两组工作块,分别置于两个压紧支撑5与支撑桌1之间的空隙中,每组工作块两侧通过定位块13将其限制在空隙中,实现窄工作块14和宽工作块15之间的紧密排列,且窄工作块14和宽工作块15之间滑动配合,两组工作块相对的内侧面之间留有一定空间,作为工作区域用于放置导管。
8.若干个压紧螺栓3上端分别连接转动头4,下端分别穿入压紧支撑5上的螺纹通孔,其底端通过连接球铰7连接压紧块2,压紧块2抵在窄工作块14或宽工作块15上表面上,且每组压紧螺栓3、连接球铰7和压紧块2与工作块一一对应,用于对工作块的压紧,其中,连接球铰7可实现压紧块2大角度的偏移,用于增强压紧的可靠性,需要压紧时驱动转动头4转动,通过压紧螺栓3上的螺纹传动带动压紧块2向下运动,实现对工作块的压紧。
9.若干个操作螺栓9一端分别连接转动头4,另一端分别穿过操作支撑8的螺纹通孔
并螺纹配合后,通过连接球铰7连接压紧块2,压紧块2抵在窄工作块14或宽工作块15外侧端面上,且每组操作螺栓9、连接球铰7和压紧块2与工作块一一对应,用于实现驱动补弯曲操作,工作时驱动转动头4转动,通过螺栓9上的螺纹传动带动压紧块2向内运动,驱动工作块向内运动,通过工作块与导管的相对运动实现补弯曲功能。
10.上述装置的使用方法如下:
11.步骤一:将需现场补弯曲的导管放置在支撑桌1上两组工作块之间的工作区域。
12.步骤二:拧松对应位置的压紧螺栓3,拧动操作螺栓9,驱动一侧工作块向内运动,使一侧工作块与导管接触。
13.步骤三:拧动对应的压紧螺栓3,带动压紧块2对经步骤二调整的工作块压紧。
14.步骤四:拧动操作螺栓9,驱动另一侧工作块运动,与导管接触后拧动压紧螺栓3,实现压紧块2对工作块的压紧,进而实现对导管的压紧。
15.步骤五:拧松补弯曲部位压紧螺栓3,拧动操作螺栓9,驱动工作块向导管运动,间接施压给导管,使导管受力变形,完成补弯曲工作。
16.步骤六:现场补弯曲结束后将各部件恢复原位,留待下次使用。
17.本发明的有益效果:
18.本发明为现场操作者提供了一种现场导管补弯曲专用装置,此装置原理简单,操作方便,可实现现场导管的补弯曲,本发明的使用降低了生产成本,提高了生产效率,保证了生产交付周期。
附图说明
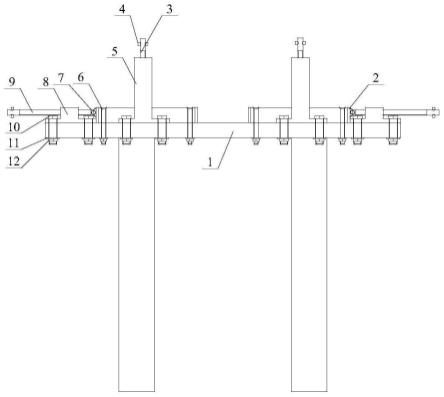
19.图1为本发明所提供装置的主视图。
20.图2为本发明所提供装置的俯视图。
21.图3为本发明所提供装置的现场工作图。
22.图中:1支撑桌;2压紧块;3压紧螺栓;4转动头;5压紧支撑;6沉头螺栓;7连接球铰;8操作支撑;9操作螺栓;10连接螺栓;11垫片;12螺母;13定位块;14窄工作块;15宽工作块。
具体实施方式
23.以下结合具体实施例对本发明做进一步说明。
24.实施例
25.一种用于液压导管补弯曲的专用装置,所述装置包括支撑桌1、压紧块2、压紧螺栓3、转动头4、压紧支撑5、沉头螺栓6、连接球铰7、操作支撑8、操作螺栓9、连接螺栓10、垫片11、螺母12、定位块13、窄工作块14、宽工作块15,如图1和图2所示。
26.所述的支撑桌1为补弯曲装置的支撑结构,压紧和补弯曲操作均在支撑桌1上进行;所述的操作支撑8为条形块状结构,共设两个,对称布置在支撑桌1上表面两端,并通过连接螺栓10、垫片11和螺母12固定在支撑桌1上,操作支撑8侧壁制有若干螺纹通孔,用于实现对操作螺栓9的支撑;所述的压紧支撑5为条形块状结构,共设两个,对称布置在支撑桌1上,两个压紧支撑5分别位于两个操作支撑8内侧且与操作支撑8平行,压紧支撑5两端通过沉头螺栓6固定在支撑桌1上,其底面与支撑桌1之间留有一定空隙,用于实现对定位块13、窄工作块14、宽工作块15的支撑,压紧支撑5上端面制有若干螺纹通孔。
27.所述的窄工作块14和宽工作块15均为长条结构,窄工作块14下表面和宽工作块15上表面均沿长度方向制凸起,若干窄工作块14和若干宽工作块15交错排列成两组工作块,分别置于两个压紧支撑5与支撑桌1之间的空隙中,每组工作块两侧通过定位块13将其限制在空隙中,实现窄工作块14和宽工作块15之间的紧密排列,且窄工作块14和宽工作块15之间滑动配合,两组工作块相对的内侧面之间留有一定空间,作为工作区域用于放置导管。
28.若干个压紧螺栓3上端分别连接转动头4,下端分别穿入压紧支撑5上的螺纹通孔,其底端通过连接球铰7连接压紧块2,压紧块2抵在窄工作块14或宽工作块15上表面上,且每组压紧螺栓3、连接球铰7和压紧块2与工作块一一对应,用于对工作块的压紧,其中,连接球铰7可实现压紧块大角度的偏移,用于增强压紧的可靠性,需要压紧时驱动转动头4转动,通过压紧螺栓3上的螺纹传动带动压紧块2向下运动,实现对工作块的压紧。
29.若干个操作螺栓9一端分别连接转动头4,另一端分别穿过操作支撑8的螺纹通孔并螺纹配合后,通过连接球铰7连接压紧块2,压紧块2抵在窄工作块14或宽工作块15外侧端面上,且每组操作螺栓9、连接球铰7和压紧块2与工作块一一对应,用于实现驱动补弯曲操作,工作时驱动转动头4转动,通过螺栓9上的螺纹传动带动压紧块2向内运动,驱动工作块向内运动,通过工作块与导管的相对运动实现补弯曲功能。
30.如图3所示,上述装置的使用过程如下:
31.步骤一:将需现场补弯曲的导管放置在支撑桌1上两组工作块之间的工作区域。
32.步骤二:拧松对应位置的压紧螺栓3,拧动操作螺栓9,驱动一侧工作块向内运动,使一侧工作块与导管接触。
33.步骤三:拧动对应的压紧螺栓3,带动压紧块2对经步骤二调整的工作块压紧。
34.步骤四:拧动操作螺栓9,驱动另一侧工作块运动,与导管接触后拧动压紧螺栓3,实现压紧块2对工作块的压紧,进而实现对导管的压紧。
35.步骤五:拧松补弯曲部位压紧螺栓3,拧动操作螺栓9,驱动工作块向导管运动,间接施压给导管,使导管受力变形,完成补弯曲工作。
36.步骤六:现场补弯曲结束后将各部件恢复原位,留待下次使用。
37.以上所述实施例仅表达本发明的实施方式,但并不能因此而理解为对本发明专利的范围的限制,应当指出,对于本领域的技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些均属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1