一种雕刻夹具及精密薄壁镜筒的表面雕刻方法与流程
1.本技术属于雕刻夹具制造技术领域,具体一种夹具及精密薄壁镜筒的表面雕刻方法。
背景技术:
2.一般雕刻用的夹具的使用,需要被夹持物体(产品)是具有一定的硬度,并且在物体被夹持后不能损伤物体,以及在雕刻的时候能使物体固定,这样才符合雕刻夹具的要求。但是硬度并不高的产品的表面也需要雕刻,例如说精密薄壁镜筒的表面,而普通的夹具在夹持精密薄壁镜筒时,由于精密薄壁镜筒很薄,因此很容易被夹具给夹扁了,从而导致精密薄壁镜筒被破坏,因此,目前由于技术的限制,即使需要对精密薄壁镜筒的表面进行雕刻,也没有进行,原因就在于没有一种适用于精密薄壁镜筒的夹具。
技术实现要素:
3.本技术的目的是针对现有技术的缺点,采用圆柱形的刚性夹持部和圆筒形的且由硬质橡胶制成的副夹持器相互配合的方式,设计了一种夹具及精密薄壁镜筒的表面雕刻方法,能够将精密薄壁镜筒在不损伤精密薄壁镜筒的情况下固定住以供雕刻机进行雕刻,解决了普通的雕刻夹具无法夹持精密薄壁镜筒进行雕刻操作的问题。
4.为实现上述目的,本技术提供如下技术方案:
5.一种夹具,包括主夹持器、副夹持器,所述主夹持器的一端设有横截面为圆形的夹持部,另一端为夹持座,所述副夹持器为两端开口的圆筒形,所述副夹持器由硬质橡胶制成,所述副夹持器的内径大于所述夹持部的外径,所述主夹持器上设有锁合所述副夹持器的锁合装置。
6.优选的,所述主夹持器由t7钢制成。
7.优选的,所述夹持座的直径大于所述副夹持器的直径。
8.优选的,锁合装置设置在所述夹持座上。
9.优选的,所述锁合装置包括第一螺纹孔,所述夹持座上在远离所述夹持部处设置所述第一螺纹孔,所述第一螺纹孔的直径小于所述副夹持器的厚度,所述第一螺纹孔的轴线平行于所述夹持部的轴线,所述第一螺纹孔的轴线到所述夹持部的轴线之间的距离在所述副夹持器的内径和外径之间。
10.优选的,所述锁合装置还包括第一卡合板、第二螺纹孔,所述第二螺纹孔轴向贯穿所述主夹持器和所述夹持部,所述第一卡合板上设有与所述第二螺纹孔配合的第三螺纹孔,所述第一卡合板的形状大小大于所述副夹持器的外横截面的形状大小。
11.优选的,所述锁合装置包括第二卡合板,所述夹持部上背向所述夹持座的一端同轴设有盲孔,所述第二卡合板上设有与所述盲孔配合的定位轴,所述第二卡合板上设有第四螺纹孔,所述第四螺纹孔的轴线到所述夹持部的轴线的距离小于所述夹持部的直径,所述夹持部上设有与所述第四螺纹孔配合的第五螺纹孔。
12.优选的,所述夹持部的长度大于所述副夹持器的长度,所述锁合装置包括第三卡合板、凸起、锁合螺栓,所述第三卡合板上设有与所述夹持部配合的通孔,所述第三卡合板的一侧在所述通孔的周围均匀分布设置所述凸起,所述凸起上贯穿设有锁合螺栓,所述锁合螺栓的轴线垂直于所述通孔的轴线。
13.一种精密薄壁镜筒的表面雕刻方法,包括如下步骤:
14.1)将精密薄壁镜筒套设在夹持部上;
15.2)将的副夹持器套设在步骤1中的精密薄壁镜筒上;
16.3)通过锁合装置将步骤2中的夹持部、副夹持器以及精密薄壁镜筒的端部锁合在一起;
17.4)将步骤3中锁合在一起的整体固定在雕刻机上,向雕刻机内导入刀路程序,使得雕刻机的刀能对步骤3中组合在一起的整体的外表面进行雕刻;
18.5)调整雕刻的刀的长度,使得步骤3中组合在一起的整体的外表面雕刻的深度为h,副夹持器的厚度《h《副夹持器的厚度与位于副夹持器与夹持部之间的产品的厚度之和;
19.6)启动雕刻机。
20.与现有技术相比,本技术的有益效果是:
21.1、本技术采用圆柱形的刚性夹持部和圆筒形的且由硬质橡胶制成的副夹持器相互配合的方式,设计了一种夹具及精密薄壁镜筒的表面雕刻方法,能够将精密薄壁镜筒在不损伤精密薄壁镜筒的情况下固定住以供雕刻机进行雕刻,解决了普通的雕刻夹具无法夹持精密薄壁镜筒进行雕刻操作的问题。
22.2、本技术中的夹持座的直径大于所述副夹持器的直径,使得副夹持器能够限制住精密薄壁镜筒在夹持部的轴向的位置。
23.3、本技术中通过螺钉贯穿第一螺纹孔后旋进副夹持器的端面,能够限制住了副夹持器与住夹持器之间的相对位置关系,从而实现了夹持精密薄壁镜筒的目的。
24.4、本技术通过锁合螺栓与夹持部的圆周面之间接触产生摩擦而固定住主夹持器和副夹持器;并且夹持部的长度大于所述副夹持器的长度的设置,使得夹具本身的使用范围扩大了,可以根据精密薄壁镜筒的长度调整第三卡合板与夹持座之间的距离。
附图说明
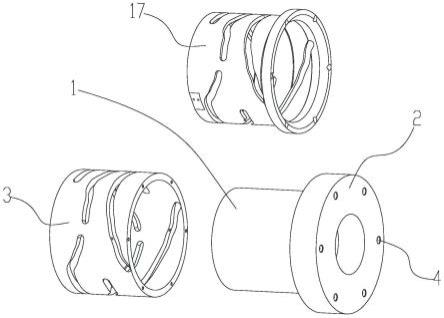
25.图1为本技术中的第一种实施方式夹持住精密薄壁镜筒后的结构示意图;
26.图2为图1的爆炸图;
27.图3为本技术中的第二种实施方式的爆炸图;
28.图4为本技术中的第三种实施方式的爆炸图;
29.图5为本技术中的第四种实施方式的爆炸图。
30.其中:1、夹持部;2、夹持座;3、副夹持器;4、第一螺纹孔;5、卡合板;6、第二螺纹孔;7、第三螺纹孔;8、第二卡合板;9、盲孔;10、定位轴;11、第四螺纹孔;12、第五螺纹孔;13、第三卡合板;14、凸起;15、锁合螺栓;16、通孔;17、精密薄壁镜筒。
具体实施方式
31.参见图1-4,一种夹具,包括主夹持器、副夹持器3,所述主夹持器的一端设有横截
面为圆形的夹持部1,另一端为夹持座2,所述副夹持器3为两端开口的圆筒形,所述副夹持器3由硬质橡胶制成,所述副夹持器3的内径大于所述夹持部1的外径,所述主夹持器上设有锁合所述副夹持器3的锁合装置。
32.在本实施方式中,使用时,将夹持部1的直径制作为与精密薄壁镜筒17的内径相等,副夹持器3的内径制作为与精密薄壁镜筒17的外径相等,然后将精密薄壁镜筒17套设在夹持部1上,再将副夹持器3套设在已经套设于夹持部1上的精密薄壁镜筒17上,最后用锁合装置将副夹持器3与主夹持器之间相对固定,由于副夹持器3由硬质橡胶制成,因此雕刻机的刀是能够直接雕刻副夹持器3的表面的,之后向雕刻机内导入刀路程序,使得雕刻机的刀能夹持部1、副夹持器3、精密薄壁镜筒17中组合在一起的整体的外表面进行雕刻;然后调整雕刻的刀的长度,使得夹持部1、副夹持器3、精密薄壁镜筒17中组合在一起的整体的外表面雕刻的深度为h,副夹持器3的厚度《h《副夹持器3的厚度与位于副夹持器3与夹持部1之间的精密薄壁镜筒17的厚度之和;最后启动雕刻机雕刻即可,之后,同一类精密薄壁镜筒17的雕刻都可以使用这一个夹具进行夹持,因为同一类精密薄壁镜筒17(精密薄壁镜筒17的尺寸和需要雕刻的图案)的要求一样;也就是说,被雕刻机雕刻过后的副夹持器3只要在副夹持器3轴向上不断成两段的情况下依然可以重复使用。
33.作为一种优选的方式,所述主夹持器由t7钢制成。
34.优选的,所述夹持座2的直径大于所述副夹持器3的直径,这样设置的目的使得副夹持器3能够限制住精密薄壁镜筒17在夹持部1上的轴向的位置。
35.优选的,锁合装置设置在所述夹持座2上,这样使得锁合装置的设置便不会影响精密薄壁镜筒17套设在夹持部1上。
36.优选的,如图1和图2所示,所述锁合装置包括第一螺纹孔4,所述夹持座2上在远离所述夹持部1处设置所述第一螺纹孔4,所述第一螺纹孔4的直径小于所述副夹持器3的厚度,所述第一螺纹孔4的轴线平行于所述夹持部1的轴线,所述第一螺纹4孔的轴线到所述夹持部1的轴线之间的距离在所述副夹持器3的内径和外径之间。这样设置之后,使用时通过螺钉贯穿第一螺纹孔4后旋进副夹持器3的端面上即可,这样便限制住了副夹持器3与住夹持器之间的相对位置关系,从而实现了夹持精密薄壁镜筒17的目的。
37.优选的,如图3所示,所述锁合装置还包括第一卡合板5、第二螺纹孔6,所述第二螺纹孔6轴向贯穿所述主夹持器和所述夹持部1,所述第一卡合板5上设有与所述第二螺纹孔6配合的第三螺纹孔7,所述第一卡合板5的形状大小大于所述副夹持器3的外横截面的形状大小。这样设置之后,精密薄壁镜筒17在夹持部1上的轴向的位置便可以由夹持座2和第一卡合板5限制住,使用时,通过一个螺栓组件连续贯穿第二螺纹孔6和第三螺纹孔7便可以将第一卡合板5、精密薄壁镜筒17、副夹持器3、主夹持器(由夹持部1和夹持座2组成)组成的整体,这样既能够夹持住精密薄壁镜筒17,又不会限制精密薄壁镜筒17被雕刻机雕刻。
38.优选的,如图4所示,所述锁合装置包括第二卡合板8,所述夹持部1上背向所述夹持座2的一端同轴设有盲孔9,所述第二卡合板8上设有与所述盲孔8配合的定位轴10,所述第二卡合板8上设有第四螺纹孔11,所述第四螺纹孔11的轴线到所述夹持部1的轴线的距离小于所述夹持部1的直径,所述夹持部1上设有与所述第四螺纹孔11配合的第五螺纹孔12。这样通过盲孔9和定位轴10的设置,方便使得第二卡合板8与夹持部1同轴,这样使得整个夹具美观,同时方便将夹持住精密薄壁镜筒17的夹具放置在雕刻机上进行雕刻。其中,通过螺
栓依次旋进第四螺纹孔11和第五螺纹孔12之后,便可以将夹持住精密薄壁镜筒17的夹具固定锁合住,从而起到夹持精密薄壁镜筒17的作用。
39.优选的,如图5所示,所述夹持部1的长度大于所述副夹持器3的长度,所述锁合装置包括第三卡合板13、凸起14、锁合螺栓15,所述第三卡合板13上设有与所述夹持部1配合的通孔16,所述第三卡合板13的一侧在所述通孔16的周围均匀分布设置所述凸起14,所述凸起14上贯穿设有锁合螺栓15,所述锁合螺栓15的轴线垂直于所述通孔16的轴线。在这一实施方式中,锁合螺栓15与夹持部1的圆周面之间接触产生摩擦而固定住主夹持器和副夹持器3;夹持部1的长度大于所述副夹持器3的长度的设置,使得夹具本身的使用范围扩大了,可以根据精密薄壁镜筒17的长度调整第三卡合板13与夹持座2之间的距离。
40.一种精密薄壁镜筒的表面雕刻方法,包括如下步骤:
41.1)将精密薄壁镜筒17套设在夹持部1上;
42.2)将的副夹持器3套设在步骤1中的精密薄壁镜筒17上;
43.3)通过锁合装置将步骤2中的夹持部1、副夹持器3以及精密薄壁镜筒17的端部锁合在一起;
44.4)将步骤3中锁合在一起的整体固定在雕刻机上,向雕刻机内导入刀路程序,使得雕刻机的刀能对步骤3中组合在一起的整体的外表面进行雕刻;
45.5)调整雕刻的刀的长度,使得步骤3中组合在一起的整体的外表面雕刻的深度为h,副夹持器3的厚度《h《副夹持器3的厚度与位于副夹持器3与夹持部1之间的精密薄壁镜筒17的厚度之和;这样设置之后,雕刻的过程中,副夹持器3和精密薄壁镜筒17都被雕刻了,这种设置方式能够尽量使得精密薄壁镜筒17被夹持的面积最大化,从而避免精密薄壁镜筒17被夹持的面积太小而产生局部压强,从而损坏精密薄壁镜筒17。
46.6)启动雕刻机。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1