一种汽车电池盒箱盖嵌件压合工装的制作方法
1.本发明涉及电池盒箱盖装配技术领域,特别指一种汽车电池盒箱盖嵌件压合工装。
背景技术:
2.应用于电动汽车的电池包由电池盒装载若干个串并联的电芯,并锁附箱盖而组成;在箱盖的法兰锁附孔内安装嵌件,使嵌件突出箱盖表面,不仅可以避免螺栓锁附过程中的锁附应力将箱盖压溃,还可保证嵌件与箱盖下法兰面齐平,避免和电池盒的密封橡胶圈干涉,导致电池包气密失效。
3.针对盒箱盖嵌件的安装,传统上采取人工敲击配合杠杆压入的方法;然而,传统方法需要消耗巨大的人工体力,效率低下,且不能保证受力方向与嵌件平面垂直,容易造成嵌件歪斜、不平齐、遗漏等现象。
4.经检索,申请日为2022.03.31,公开号为cn216913697u的中国发明专利公开了一种电池盒箱盖衬套压合工装结构,该专利通过改进装配的定位销结构,在满足装配要求的前提下,实现产品密封面朝下进行装配。但是,该专利是单工位结构,工装台面大,装配时还需滑动产品操作,不仅容易刮伤产品,且需要工人提高专注力,对工人体力消耗大,还存在遗漏风险。
5.因此,如何提供一种汽车电池盒箱盖嵌件压合工装,实现提升箱盖嵌件压合的质量以及效率,成为一个亟待解决的技术问题。
技术实现要素:
6.本发明要解决的技术问题,在于提供一种汽车电池盒箱盖嵌件压合工装,实现提升箱盖嵌件压合的质量以及效率。
7.本发明是这样实现的:一种汽车电池盒箱盖嵌件压合工装,包括:
8.一个支架;
9.一块支撑板,设于所述支架的顶端;
10.四个脚轮,设于所述支架的底端;
11.一个限位仿形组件,设于所述支撑板的顶端;
12.一个嵌件压合组件,设于所述支撑板的顶端,位于所述限位仿形组件的外围;
13.若干个嵌件装配组件,环设于所述限位仿形组件上,位于所述嵌件压合组件的压合端的正下方。
14.进一步地,还包括:
15.至少一个嵌件摆放盒,设于所述支架内。
16.进一步地,所述限位仿形组件包括:
17.一个框架,至上而下设有若干个安装孔;各所述嵌件装配组件分别设于一安装孔内;
法兰锁附孔。
具体实施方式
43.本发明实施例通过提供一种汽车电池盒箱盖嵌件压合工装100,解决了现有技术中采取人工敲击配合杠杆压入嵌件的方法,需要消耗巨大的人工体力,效率低下,且不能保证受力方向与嵌件平面垂直,容易造成嵌件歪斜、不平齐、遗漏等现象的技术问题,实现了极大的提升了箱盖嵌件压合的质量以及效率的技术效果。
44.本发明实施例中的技术方案为解决上述问题,总体思路如下:设置用于对箱盖8进行限位固定的限位仿形组件4,在限位仿形组件4上设置若干个用于对嵌件9压合进行缓冲的嵌件装配组件6,在限位仿形组件4的外围设置嵌件压合组件5用于对嵌件9进行批量、垂直的压合,无需人工进行操作,且压合时无需滑动箱盖8,进而提升箱盖嵌件压合的质量以及效率。
45.为了更好地理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
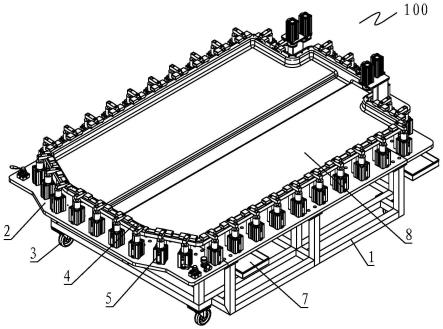
46.请参照图1至图4所示,本发明一种汽车电池盒箱盖嵌件压合工装100的较佳实施例,包括:
47.一个支架1,用于承载所述嵌件压合工装100;
48.一块支撑板2,设于所述支架1的顶端,用于承载箱盖8进行嵌件9的压合;
49.四个脚轮3,设于所述支架1的底端,用于移动所述嵌件压合工装100;
50.一个限位仿形组件4,设于所述支撑板2的顶端,用于对箱盖8进行限位;
51.一个嵌件压合组件5,设于所述支撑板2的顶端,位于所述限位仿形组件4的外围,用于将嵌件9批量、垂直的压合到箱盖8的法兰锁附孔81内;
52.若干个嵌件装配组件6,环设于所述限位仿形组件4上,位于所述嵌件压合组件5的压合端的正下方,用于对嵌件9进行限位,保证嵌件9的垂直压合,并给嵌件9的压合提供缓冲。
53.还包括:
54.至少一个嵌件摆放盒7,设于所述支架1内,用于放置待压合的嵌件9。
55.所述限位仿形组件4包括:
56.一个框架41,至上而下设有若干个安装孔411;各所述嵌件装配组件6分别设于一安装孔411内;
57.若干根支柱42,垂直设于所述框架41与支撑板2之间;
58.若干块仿形块43,环设于所述框架41的内侧,用于对箱盖8进行限位。
59.所述嵌件压合组件5包括:
60.若干个旋转压紧气缸51,设于所述支撑板2的顶端,并环绕所述限位仿形组件4,用于给嵌件9的压合提供动力;
61.若干块压板52,设于所述嵌件装配组件6的正上方,并分别与一所述旋转压紧气缸51的动力输出端连接,用于压合嵌件9;
62.至少一个固定架53,设于所述支撑板2的顶端;
63.至少一个超薄气缸54,安装于所述固定架53上,用于压合箱盖8以对其进行固定;
64.至少一个调压阀55,设于所述支撑板2的顶端,用于调节输入所述旋转压紧气缸51以及超薄气缸54的气体压力;
65.至少一个手动阀56,设于所述支撑板2的顶端,一端与所述旋转压紧气缸51以及超薄气缸54的进气口连通,另一端与所述调压阀55连通,用于通断所述调压阀55的通路。
66.所述嵌件装配组件6包括:
67.一个弹簧套筒61;
68.一个磁铁限位销62,设于所述弹簧套筒61的正上方;
69.一个磁铁63,设于所述磁铁限位销62的上端,与所述磁铁限位销62嵌合;
70.一个定位销64,设于所述磁铁63的顶端,用于对嵌件9进行定位,保证嵌件9的垂直压合;
71.一个螺栓65,穿过所述磁铁限位销62与磁铁63旋转连接;
72.一个弹簧66,套设于所述弹簧套筒61以及磁铁限位销62上,用于所述磁铁限位销62的上下位移;嵌件9被所述压板52往下压的过程中,所述定位销64向下移动,进而压缩所述弹簧66以提供缓冲。
73.本发明工作原理:
74.将箱盖8放入所述限位仿形组件4内,通过所述超薄气缸54锁附箱盖8,各所述嵌件装配组件6的定位销61分别穿过一箱盖8的法兰锁附孔81,将各嵌件9分别套在一定位销61上;通过所述旋转压紧气缸51旋转压板52,使得一块所述压板52正对两个嵌件9,通过所述旋转压紧气缸51联动压板52下压,进而将嵌件9垂直压合进法兰锁附孔81,压合过程中压缩所述弹簧66,使嵌件9的下表面与箱盖8的下表面齐平。
75.综上所述,本发明的优点在于:
76.通过在支撑板上设置用于对箱盖进行限位固定的限位仿形组件,在限位仿形组件上设置若干个嵌件装配组件,且各嵌件装配组件分别穿过箱盖的一个法兰锁附孔,用于放置嵌件并对压合进行缓冲,在限位仿形组件的外围设置若干个旋转压紧气缸,且各嵌件装配组件的正上方分别设置一压板,各压板分别与一旋转压紧气缸的动力输出端连接,即通过各旋转压紧气缸即可联动压板进行旋转和升降,进而让放置于嵌件装配组件上的各嵌件批量、垂直压合至箱盖的法兰锁附孔内,无需人工进行操作,且压合时无需滑动箱盖,避免箱盖刮伤,最终极大的提升了箱盖嵌件压合的质量以及效率。
77.虽然以上描述了本发明的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本发明的范围的限定,熟悉本领域的技术人员在依照本发明的精神所作的等效的修饰以及变化,都应当涵盖在本发明的权利要求所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1