一种轴流泵承磨环用装夹工装的制作方法
1.本实用新型涉及装夹工装领域,尤其涉及一种轴流泵承磨环用装夹工装。
背景技术:
2.为了保证轴流泵的运行效率和降低维护成本,通常会在轴流泵的叶轮运转部位设置便于检修更换的承磨环,属于轴流泵的易损件,而承磨环通常采用316l等不锈钢材料制造,立车车削时因其材质较软和壁薄,采用常规卡盘爪装夹方式难以夹紧,以致加工尺寸及精度往往无法保证,乃至造成变形、报废。同时,因立车工作台面限制,承磨环的轴向车削不能一次性加工完成,若翻面二次加工则会造成直径与端面垂直度公差难以保证;生产出来的承磨环往往质量不稳定,且加工效率低;
3.因此亟需要一种方便对承磨环进行装夹的工装。
技术实现要素:
4.为克服上述问题,本实用新型提供了一种轴流泵承磨环用装夹工装,
5.本实用新型采用的技术方案是:
6.第一方面,本技术提供一种轴流泵承磨环用装夹工装,包括:工装主体,设置有与所述承磨环形状适配的凹陷部,凹陷部四周设置有固定部;锁紧件,与所述固定部相适配,且所述锁紧件与所述固定部适配时,所述锁紧件对所述承磨环进行限位;支撑件,固定在所述工装主体上,用于吊装所述装夹工装。通过工装主体的凹陷部对承磨环进行嵌装,然后通过固定部对承磨环进行限位,工装主体和承磨环形成固定结构,然后通过吊装支撑件对工装主体以及承磨环进行吊装,实现对承磨环进行装夹。
7.在本技术的部分实施例中,所述工装主体环绕所述凹陷部设置有第一台阶,所述凹陷部包括靠近所述第一台阶的第二台阶,所述第一台阶高于所述第二台阶,所述固定部设置在所述第一台阶上,所述承磨环的边沿设置在所述第二台阶上,且所述承磨环的厚度等于所述第一台阶和所述第二台阶的高度差。承磨环包括边沿和主体部分,边沿直径大于主体的直径,通过将边沿设置在第二台阶上能够实现对承磨环的初步固定,能够限定承磨环不产生横向位移。
8.在本技术的部分实施例中,所述凹陷部还包括第一内孔,所述第一内孔与所述承磨环的内孔连通。方便刀具加工。
9.在本技术的部分实施例中,所述固定部包括第一螺孔,所述锁紧件包括与所述第一螺孔适配的第一螺栓。通过锁紧件在垂直方向上对承磨环进行竖直方向上的限位。
10.在本技术的部分实施例中,所述锁紧件还包括锁紧盘,所述第一螺栓穿过所述锁紧盘后固定在所述第一螺孔内,其中,安装后的锁紧盘至少部分位于所述凹陷部的范围内。锁紧盘能够直接和承磨环上表面卡合,实现对承磨环的固定。
11.在本技术的部分实施例中,所述第一螺孔的数量为多个,且均匀分布在所述凹陷部的四周。能够提高整体结构的稳定性。
12.在本技术的部分实施例中,所述支撑部的数量为多个,且均匀间隔分布在所述工装主体的四周。
13.在本技术的部分实施例中,所述支撑件上设置有第二螺孔,所述第二螺孔用于安装吊环。
14.本实用新型的有益效果是:
15.本实用新型采用一种轴流泵承磨环用装夹工装,包括:工装主体,设置有与所述承磨环形状适配的凹陷部,凹陷部四周设置有固定部;锁紧件,与所述固定部相适配,且所述锁紧件与所述固定部适配时,所述锁紧件对所述承磨环进行限位;支撑件,固定在所述工装主体上,用于吊装所述装夹工装;通过工装主体的凹陷部对承磨环进行嵌装,然后通过固定部对承磨环进行限位,工装主体和承磨环形成固定结构,然后通过吊装支撑件对工装主体以及承磨环进行吊装,实现对承磨环进行装夹。
附图说明
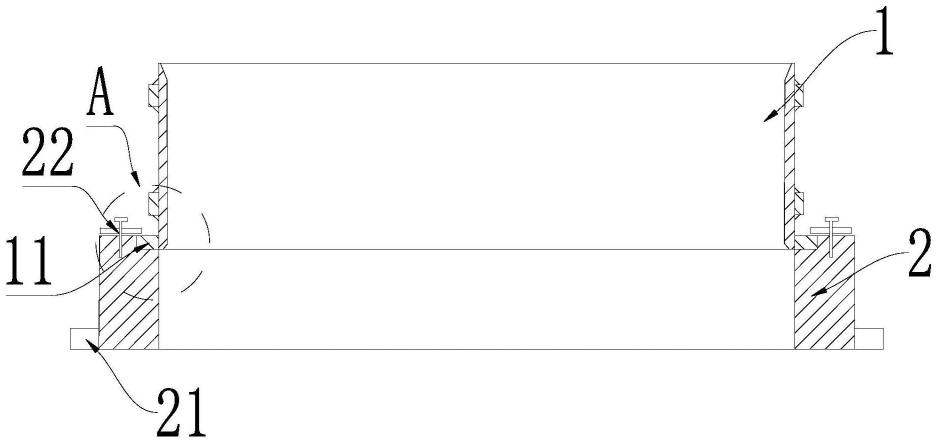
16.图1为本实用新型的装夹结构示意图;
17.图2为本实用新型的图1的局部a放大图;
18.图3为本实用新型的轴流泵承磨环用装夹工装结构图;
19.图4为本实用新型的承磨环结构图;
20.图5是本实用新型的轴流泵承磨环用装夹工装在实施例2中的局部放大示意图。
21.具体元素符号说明:
22.1-承磨环,2-工装主体,11-边沿,21-支撑部,22-固定部,23-第二台阶,24-第一台阶,221-锁紧盘,222-第一螺栓,223-限位块。
具体实施方式
23.为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本发明实施例的组件可以以各种不同的配置来布置和设计。以下对在附图中提供的本发明的实施例的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
24.应注意到:相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义,则在随后的附图中不需要对其进行进一步定义和解释。此外,术语“第一”、“第二”、“第三”等仅用于区分描述,而不能理解为指示或暗示相对重要性。此外,“水平”、“竖直”、“悬垂”等术语并不表示要求部件绝对水平或悬垂,而是可以稍微倾斜。如“水平”仅仅是指其方向相对“竖直”而言更加水平,并不是表示该结构一定要完全水平,而是可以稍微倾斜。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
25.实施例1
26.请参阅图1至图4,本实施例提供一种轴流泵承磨环用装夹工装,包括:工装主体2,
设置有与所述承磨环1形状适配的凹陷部,凹陷部四周设置有固定部22;锁紧件,与所述固定部22相适配,且所述锁紧件与所述固定部22 适配时,所述锁紧件对所述承磨环1进行限位;支撑件,固定在所述工装主体2上,用于吊装所述装夹工装。通过工装主体2的凹陷部对承磨环1进行嵌装,然后通过固定部22对承磨环1进行限位,工装主体2和承磨环1形成固定结构,然后通过吊装支撑件对工装主体2以及承磨环1进行吊装,实现对承磨环1进行装夹。
27.在本技术的部分实施例中,所述工装主体2环绕所述凹陷部设置有第一台阶24,所述凹陷部包括靠近所述第一台阶24的第二台阶23,所述第一台阶24高于所述第二台阶23,所述固定部22设置在所述第一台阶24上,所述承磨环1的边沿11设置在所述第二台阶23上,且所述承磨环1的厚度等于所述第一台阶24和所述第二台阶23的高度差。承磨环1包括边沿11和主体部分,边沿11直径大于主体的直径,通过将边沿11设置在第二台阶23上能够实现对承磨环1的初步固定,能够限定承磨环1不产生横向位移。
28.在本技术的部分实施例中,所述凹陷部还包括第一内孔,所述第一内孔与所述承磨环1的内孔连通。方便刀具加工。
29.在本技术的部分实施例中,所述固定部22包括第一螺孔,所述锁紧件包括与所述第一螺孔适配的第一螺栓222。通过锁紧件在垂直方向上对承磨环1 进行竖直方向上的限位。
30.在本技术的部分实施例中,所述锁紧件还包括锁紧盘221,所述第一螺栓 222穿过所述锁紧盘221后固定在所述第一螺孔内,其中,安装后的锁紧盘 221至少部分位于所述凹陷部的范围内。锁紧盘221能够直接和承磨环1上表面卡合,实现对承磨环1的固定。
31.在本技术的部分实施例中,所述第一螺孔的数量为多个,且均匀分布在所述凹陷部的四周。能够提高整体结构的稳定性。更为具体的第一螺孔的数量为6个,阵列分布在凹陷部四周。
32.在本技术的部分实施例中,所述支撑部21的数量为多个,且均匀间隔分布在所述工装主体2的四周。
33.在本技术的部分实施例中,所述支撑件上设置有第二螺孔,所述第二螺孔用于安装吊环。
34.在一些实施例中,可以根据承磨环1的实际尺寸形状,相适应的改变装夹工装的尺寸和部分结构,还可以根据不同规格的立式车床制作匹配,但其结构及原理不变。
35.本技术中的轴流泵承磨环1用装夹工装在固定承磨环1后,在加工承磨环1内壁时可以直接一次性车削完成;且用于轴流泵承磨环1的车削加工,且制作简单、成本低,能够有效提高承磨环1加工质量,减少不良品率,提高工效。
36.实施例2
37.在实施例1所提供的轴流泵承磨环用装夹工装之基础上,在本实施例中,为提升该装夹工装的实际操作便捷度,对实施例1中所公开的锁紧盘221作优化设计,如图5所示,如下:
38.在所述锁紧盘221的一侧开设有弧形切口,且该弧形切口与所述边沿11 的外径相切,以实现当锁紧盘221的弧形切口与所述边沿11相切时,其能够确保承磨环1能够顺利拆卸取出,反之,当锁紧盘221反向旋转180
°
之后,其锁紧盘221便能够对承磨环1压紧,以实现对承磨环1的压紧固定。
39.在进一步优化的技术方案中,在该锁紧盘221的一侧侧面上对称设置有两个限位块223,在工装主体2的对应端面上开设有与两所述限位块223对应匹配的限位槽孔,在应用时,将锁紧盘221一侧的限位块223嵌入至对应的限位槽时,再拧动第一螺栓222,此时,能通过锁紧盘221将承磨环1压紧固定;反之,在需要拆卸承磨环1时,仅需将第一螺栓222拧松一定距离(相较于对比文件1无需完全将第一螺栓222拧出),将锁紧盘221旋转180
°
后,锁紧盘221的弧形切口正对所述边沿11,此时,承磨环1便能快速拆卸并取出。
40.上文已对基本概念做了描述,显然,对于本领域技术人员来说,上述详细披露仅仅作为示例,而并不构成对本技术的限定。虽然此处并没有明确说明,本领域技术人员可能会对本技术进行各种修改、改进和修正。该类修改、改进和修正在本技术中被建议,所以该类修改、改进、修正仍属于本技术示范实施例的精神和范围。
41.同时,本技术使用了特定词语来描述本技术的实施例。如“一个实施例”、“一实施例”、和/或“一些实施例”意指与本技术至少一个实施例相关的某一特征、结构或特点。因此,应强调并注意的是,本说明书中在不同位置两次或多次提及的“一实施例”或“一个实施例”或“一个替代性实施例”并不一定是指同一实施例。此外,本技术的一个或多个实施例中的某些特征、结构或特点可以进行适当的组合。
42.同理,应当注意的是,为了简化本技术披露的表述,从而帮助对一个或多个实用新型实施例的理解,前文对本技术实施例的描述中,有时会将多种特征归并至一个实施例、附图或对其的描述中。但是,这种披露方法并不意味着本技术对象所需要的特征比权利要求中提及的特征多。实际上,实施例的特征要少于上述披露的单个实施例的全部特征。
43.一些实施例中使用了描述成分、属性数量的数字,应当理解的是,此类用于实施例描述的数字,在一些示例中使用了修饰词“大约”、“近似”或“大体上”来修饰。除非另外说明,“大约”、“近似”或“大体上”表明数字允许有
±
20%的变化。相应地,在一些实施例中,说明书和权利要求中使用的数值参数均为近似值,该近似值根据个别实施例所需特点可以发生改变。在一些实施例中,数值参数应考虑规定的有效数位并采用一般位数保留的方法。尽管本技术一些实施例中用于确认其范围广度的数值域和参数为近似值,在具体实施例中,此类数值的设定在可行范围内尽可能精确。
44.针对本技术引用的每个专利、专利申请、专利申请公开物和其他材料,如文章、书籍、说明书、出版物、文档等,特此将其全部内容并入本技术作为参考,但与本技术内容不一致或产生冲突的申请历史文件除外,对本技术权利要求最广范围有限制的文件(当前或之后附加于本技术中的)也除外。需要说明的是,如果本技术附属材料中的描述、定义、和/或术语的使用与本技术内容有不一致或冲突的地方,以本技术的描述、定义和/或术语的使用为准。
45.以上对本技术实施例所提供的技术方案进行了详细介绍,本文中应用了具体个例对本实用新型的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本实用新型的方法及其核心思想;同时,对于本领域的技术人员,依据本实用新型的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本实用新型的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1