一种柴油发动机缸套压装的定位压紧装置的制作方法
1.本实用新型涉及发动机领域,尤其是一种柴油发动机缸套压装的定位压紧装置。
背景技术:
2.柴油发动机箱体主要包括6、8、12缸等类型,总装配线整机装机时需要在柴油发动机箱体上预装缸套,即在箱体每一缸套孔内预装一个缸套,柴油发动机箱体左右两侧安装的缸套成45
°
夹角,目前,在进行缸套压装时,首先操作人员将各种型号柴油机箱体放置于10cm高的塑料托盘上,然后使用老旧工装进行缸套压装。第一步,该工装上带有1个螺杆,每压装一个缸的套时,需要人工手动将螺杆拧入箱体上的缸盖螺栓安装孔内;第二步,将工装上压装头放置于箱体上预装的缸套上端;第三步,利用杠杆原理,人工弯腰用力将缸套压装入缸套孔内;第四步,根据箱体缸数重复进行几次以上步骤。现有技术存在如下缺点:一、结构部分:本身属于老旧工装,结构简单,主要包括螺杆、压装头、把手等零部件,主要利用杠杆原理实现缸套压装,与操作者熟练度也有很大关系,凭人力压装,劳动强度大,效率慢,而且整个缸套压装过程全凭靠人工完成,不仅费时费力,而且无法准确测量与控制压装力;二、追溯性部分:完全凭靠个人判断是否将缸套压装到位,无法采取有效的测量方法判断缸套压力值多大,无法追溯与控制各个缸套的压装过程,无法满足正在筹划的智能生产线建设需求。
技术实现要素:
3.本实用新型需要解决的技术问题是提供一种柴油发动机缸套压装的定位压紧装置,运用于柴油发动机箱体上缸套压装时对箱体的精确定位与压装。
4.为解决上述技术问题,本实用新型所采用的技术方案是:一种柴油发动机缸套压装的定位压紧装置,包括设备基座,所述设备基座的中间滑动设置有输送定位平台,所述输送定位平台的前侧和后侧、左侧和右侧均分别相对设置有多个l形箱体定位块,所述输送定位平台左侧和右侧的多个l形箱体定位块内侧均分别设置有多个箱体导向销,所述输送定位平台左侧的l形箱体定位块内侧设置有与箱体加工定位基准孔配合的箱体定位销,所述输送定位平台的前端设置有限位调整装置,所述设备基座上固定设置有主体框架,所述主体框架上端固定设置有顶板,所述顶板下方两侧对称设置有压装头,两个所述压装头之间设置有多个压紧件,所述顶板上方设置有驱动两个压装头往复运动的伺服电机,所述设备基座右侧固定设置有驱动压紧件和输送定位平台往复运动的气缸控制柜,所述限位调整装置、气缸控制柜和伺服电机均电性连接设置于设备基座右方的控制面板。
5.本实用新型技术方案的进一步改进在于:所述输送定位平台左侧的l形箱体定位块内侧设置有位置感应器,所述位置感应器电性连接控制面板。
6.本实用新型技术方案的进一步改进在于:所述箱体导向销的上端为梯形圆柱状。
7.由于采用了上述技术方案,本实用新型取得的技术进步是:
8.1、本实用新型采用一体化设计结构,同时满足6缸、8缸、12缸柴油机的缸套压装技
术要求,满足不同机型缸套换产压装,可以达到快速换产的目的,采用多重定位,由粗定位到精确定位,快速便捷,定位准确稳定,提高生产效率。自动化压装替代人工压装方式,极大降低了操作者劳动强度,压装效率提高;压装数据可完整保存于控制面板的显示屏内存中,具有可追溯性;
[0009] 2、本实用新型气缸控制柜通过压缩空气驱动输送定位平台精确进入压装工位;压紧件从箱体上端面将其压紧,防止箱体左右旋转,左右两个压装头的精确位移,可同时将箱体左右2个缸的缸套压入缸套孔内,然后两个压装头采用伺服电机驱动方式精确移动至其他缸套位置,逐次进行压装,快速精准,满足目前日益增长的缸套装配作业需求。
附图说明
[0010]
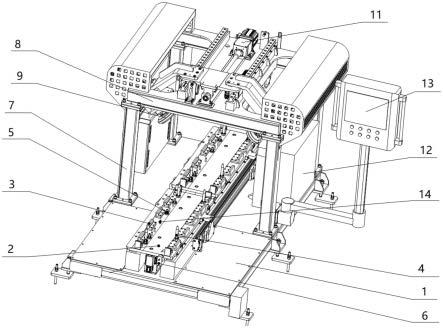
图1是本实用新型整体结构三维立体图;
[0011]
图2是本实用新型整体结构平面图;
[0012]
其中,1、设备基座,2、输送定位平台,3、l形箱体定位块,4、箱体导向销,5、箱体定位销,6、限位调整装置,7、主体框架,8、顶板,9、压装头,10、压紧件,11、伺服电机,12、气缸控制柜,13、控制面板,14、位置感应器。
具体实施方式
[0013]
下面结合实施例对本实用新型做进一步详细说明:
[0014]
如图1至图2所示,一种柴油发动机缸套压装的定位压紧装置,包括设备基座1,设备基座1的中间滑动设置有输送定位平台2,所述输送定位平台2的前侧和后侧、左侧和右侧均分别相对设置有多个l形箱体定位块3,l形箱体定位块3采用尼龙材质,根据6、8、12缸箱体底部尺寸空间进行合理分布安装,可以同时满足6、8、12缸箱体的前后左右四个方向的粗定位。
[0015]
输送定位平台2左侧和右侧的多个l形箱体定位块3内侧均分别设置有多个箱体导向销4,箱体导向销4采用不锈钢材质且上端为梯形圆柱状,避免磕伤箱体,根据箱体底端内腔空间尺寸布局安装于输送定位平台2两侧。输送定位平台2左侧的l形箱体定位块3内侧设置有与箱体加工定位基准孔配合的箱体定位销5,箱体定位销5根据6、8、12缸箱体定位孔孔距不同,合理分布安装于输送定位平台2,可以同时满足6、8、12缸箱体精确定位,为确保定位更为准确,输送定位平台2左侧的l形箱体定位块3内侧设置有位置感应器14,位置感应器14电性连接控制面板13,通过在控制面板13查看位置感应器14的指示信息是否已显示落入状态合格。
[0016]
设备基座1上固定设置有主体框架7,所述主体框架7上端固定设置有顶板8,所述顶板8下方两侧对称设置有压装头9,两个所述压装头9之间设置有多个压紧件10,所述顶板8上方设置有驱动两个压装头9往复运动的伺服电机11,可以实现精确位移。所述设备基座1右侧固定设置有驱动压紧件10和输送定位平台2往复运动的气缸控制柜12,压紧件10和输送定位平台2采取压缩空气为动力源的驱动方式往复运动,运动平稳可靠。
[0017]
所述输送定位平台2的前端设置有限位调整装置6,限位调整装置6、气缸控制柜12和伺服电机11均电性连接设置于设备基座1右方的控制面板13,控制面板13可同时控制压紧件10和输送定位平台2,并采用输送定位平台2为主、压紧件10为辅的箱体定位与压紧方
式进行定位,程序运行时,输送定位平台2自动运行至压装工位,通过控制面板13控制限位调整装置6调整输送定位平台2至具体压装位置。
[0018]
使用方法:控制面板13同时控制压紧件10和输送定位平台2,并采用输送定位平台2为主、压紧件10为辅的箱体定位与压紧方式进行定位。输送定位平台2与压紧件10在控制面板13的控制下协同完成箱体定位与压紧,箱体定位与夹紧后压装头9按控制程序,分别对6、8、12缸的缸套进行精确压装,整个压装过程可精确测量每个缸套的压装力并可追溯压装数据。
[0019]
以6缸箱体为例,本实用新型具体操作步骤如下:
[0020]
1)在控制面板13上选择6缸控制程序;
[0021]
2)使用天车吊运箱体至输送定位平台2上边;
[0022]
3)缓慢落下箱体,使两个箱体导向销4缓慢进入箱体下端内腔内;
[0023]
4)继续落下箱体,使箱体完全处于l形箱体定位块3的区域内;
[0024]
5)继续落下箱体,使2个箱体定位销5缓慢进入箱体的两个加工定位基准孔内;
[0025]
6)在控制面板13上查看箱体落入输送定位平台2上的检测信号,重点查看位置感应器14的指示信息是否已显示落入状态合格;
[0026]
7)在控制面板13上点击程序开始按钮,输送定位平台2自动运行至压装作业工位,限位调整装置6调整输送定位平台2的具体位置;
[0027]
8)压紧件10自动向下运行,将箱体上端面压紧;
[0028]
9)压装头9自动压装缸套,两个一组,重复进行压装动作;
[0029]
10)输送定位平台2复位。
[0030]
本实用新型气缸控制柜通过压缩空气驱动输送定位平台2精确进入压装工位;压紧件10从箱体上端面将其压紧,防止箱体左右旋转,左右两个压装头9的精确位移,可同时将箱体左右2个缸的缸套压入缸套孔内,然后两个压装头9采用伺服电机驱动方式精确移动至其他缸套位置,逐次进行压装,快速精准,满足目前日益增长的缸套装配作业需求。本实用新型采用一体化设计结构,同时满足6缸、8缸、12缸柴油机的缸套压装技术要求,满足不同机型缸套换产压装,可以达到快速换产的目的,采用多重定位,由粗定位到精确定位,快速便捷,定位准确稳定,提高生产效率。自动化压装替代人工压装方式,极大降低了操作者劳动强度,压装效率提高;压装数据可完整保存于控制面板的显示屏内存中,具有可追溯性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1