一种新型复合超声振动切割装置
1.本实用新型涉及一种新型复合超声振动切割装置,属于复合振动切割加工技术领域。
背景技术:
2.目前研究出的蜂窝芯材料等复合材料的加工工艺主要有:超高压水切割技术、激光切割技术、高速铣削加工技术、超声切割技术等四种。
3.超高压水射流为冷态切割不使材料产生热变形,具有对材料无选择性、切割速度快、切缝质量高等特点,可以解决材料加工过程中的分层、断裂、切缝等加工缺陷。但是,超高压水切割技术不适用于切割纸基类的nomex蜂窝芯材料,而且超高压水切割不能加工复杂曲面。激光切割以其切割范围广、切割速度高、切缝窄、切割质量好、热影响区小、加工柔性大等优点在现代工业中得到了极为广泛的应用.
4.激光切割技术也成为激光加工技术中最为成熟的技术之一。但是,由于激光切割产生的高温会使切口断面发生碳化,材料的化学性能和力学性能都受到影响,并且不易加工复杂曲面。因此目前激光切割在nomex蜂窝芯材料成型加工中应用很少。
5.高速铣削加工具有材料去除率高,易于实现复杂表面成型等优点。nomex蜂窝芯材料加工专用铣刀的发展也很迅速,出现了有齿圆片铣刀、无齿圆片铣刀、波浪形圆片铣刀、金刚石圆片铣刀、锯齿铣刀以及切割兼粉碎用组合铣刀等,以满足不同类型的蜂窝加工。但是,高速铣削加工过程中切削力较大,受到蜂窝芯材料的固持方式的限制,工件不易被夹持,切割表面质量差,易产生大量毛刺,易出现蜂窝坍塌、撕裂等加工缺陷,而且铣削过程中产生大量粉尘,有害人体健康污染环境。
6.超声振动复合加工,是指给工具或工件沿一定方向施加超声频小振幅的振动,使加工工具在原有的运动形式的基础上附加某方向上的超声振动,进行振动加工的方法。超声加工与传统的机械加工方法或特种加工方法相结合,便形成了各种不同的超声复合加工工艺技术,超声振动复合加工具有加工精度高、加工效率高、应用范围广等优点,因此在航空航天等高精尖加工要求的场合被广泛应用。
7.本发明拟在超声振动辅助切割加工中使用带有双级仿生结构特征的刀具进行nomex蜂窝芯材料等复合材料的加工,研究相关的加工机理和特性,以期获得对蜂窝复合材料更高效的、新的切削加工方法。
技术实现要素:
8.本实用新型旨在把超声振动技术应用于难加工材料切割加工中,振动方向与刀具的切入方向一致,与切割刃的主切割力方向垂直,可以得到理想的切割效果,既利用了超声加工的优势,又可以解决传统超声方法切割加工出现的问题,具有重要的研究价值。
9.具体采用以下技术方案来实现:
10.一种新型复合超声振动切割装置,包括换能器、变幅杆、转接盘,所述变幅杆通过
法兰盘套接在转接盘上,所述换能器包括第一半圆形压电叠堆和第二半圆形压电叠堆,所述第一半圆形压电叠堆的底部和第二半圆形压电叠堆的底部共同螺纹连接有变幅杆的顶部,所述变幅杆的底部螺纹连接有刀具,所述刀具上设有双级仿生结构,且第一半圆形压电叠堆和第二半圆形压电叠堆的组合体与刀具主平面正交垂直,用于通过改变第一半圆形压电叠堆和第二半圆形压电叠堆的组合体的输入电压信号相位,实现刀具的一维直线振动轨迹和二维椭圆振动轨迹。
11.需要说明的是,换能器产生超声轴向振动,实现纵向精密振动切割,此超声振动频率又是基于双级仿生结构特征的超声振动切割装置的谐振频率,在其激励作用下,变幅杆的聚能作用放大振动幅度,最终在刀具端形成超声振动形式。
12.作为优选实例,所述双级仿生结构包括仿生螳螂前足锯齿状刀刃结构和仿生减磨结构,所述仿生螳螂前足锯齿状刀刃结构设在刀具末端,所述仿生减磨结构设在刀具前刀面以及刀背上。
13.作为优选实例,所述仿生螳螂锯齿状刀刃结构为多个第一齿和多个第二齿,且多个第一齿和多个第二齿在刀具末端交替设置,且第一齿的齿深度小于第二齿的齿深度。
14.采用上述方案,目的是以交替设置在刀具上的第一齿和第二齿,来形成仿生螳螂锯齿状刀刃结构,起到减磨降耗的作用。
15.作为优选实例,所述仿生减磨结构为多组盲孔,每组盲孔的个数为多个,且多个所述盲孔等间距设在刀具前刀面以及刀背上。
16.采用上述方案,目的是以多组盲孔所组成的仿生减磨结构,起到复合减磨降耗作用。
17.作为优选实例,所述盲孔的组数至少为三组。
18.采用上述方案,目的是更好的体现复合减磨降耗的效果。
19.本实用新型的有益效果是:本装置可实现蜂窝芯等复合材料的高效切割加工,本装置结合传统切割和超声振动的工艺特性,将一维和二维超声振动附加在刀具上进行加工,有效地提高加工质量,降低刀具的磨损程度,本装置把附加的超声振动与双级仿生结构特征复合,克服了传统超声切割的弊端,使超声切割技术在加工制造领域的应用范围更广泛,并且能够很好的解决超声切割难加工材料困难的问题,为难加工材料切割提供了很好的条件,同时也兼顾空间图案的成型功能,提高了自动化水平和灵活性。
附图说明
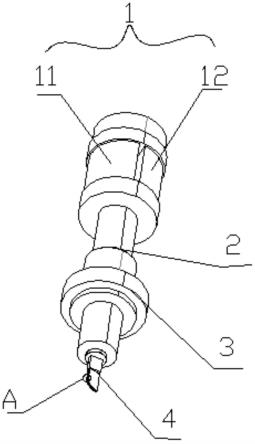
20.图1为本实用新型的结构示意图;
21.图2为图1中a部分的结构示意图;
22.图3为本实用新型中刀具一侧的结构示意图;
23.图中:换能器1、第一半圆形压电叠堆11、第二半圆形压电叠堆12、变幅杆2、转接盘3、刀具4、盲孔5、第一齿6、第二齿7。
具体实施方式
24.为了对本实用新型的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体图示,进一步阐述本实用新型。
25.如图1-3所示,一种新型复合超声振动切割装置,包括换能器1、变幅杆2、转接盘3,变幅杆2通过法兰盘套接在转接盘3上,换能器1包括第一半圆形压电叠堆11和第二半圆形压电叠堆12,第一半圆形压电叠堆11 的底部和第二半圆形压电叠堆12的底部共同螺纹连接有变幅杆2的顶部,变幅杆2的底部螺纹连接有刀具4,刀具4上设有双级仿生结构,且第一半圆形压电叠堆11和第二半圆形压电叠堆12的组合体与刀具4主平面正交垂直,用于通过改变第一半圆形压电叠堆11和第二半圆形压电叠堆12的组合体的输入电压信号相位,实现刀具4的一维直线振动轨迹和二维椭圆振动轨迹。
26.需要说明的是,通过支架将本装置装在机床上,且支架的设置需满足整个装置相对于机床发生相对位移,以便进行超声振动切割作业。
27.双级仿生结构包括仿生螳螂前足锯齿状刀刃结构和仿生减磨结构,仿生螳螂前足锯齿状刀刃结构设在刀具4末端,仿生减磨结构设在刀具4前刀面以及刀背上。
28.仿生螳螂锯齿状刀刃结构为多个第一齿6和多个第二齿7,且多个第一齿6和多个第二齿7在刀具4末端交替设置,且第一齿6的齿深度小于第二齿7的齿深度。
29.仿生减磨结构为多组盲孔5,每组盲孔5的个数为多个,且多个盲孔5 等间距设在刀具4前刀面以及刀背上。
30.盲孔5的组数至少为三组。
31.还需说明的是,本装置切割尺寸为的板材复合材料。
32.工作原理:在实际切割时,首先启动机床上的电源,带动工件在机床工作台的水平工作面移动,同时换能器1产生超声轴向振动,例如产生20khz 的超声振动,实现纵向精密振动切割,此超声振动频率又是基于双级仿生结构特征的超声振动切割装置的谐振频率,在其激励作用下,变幅杆2的聚能作用放大振动幅度,最终在刀具4形成超声振动形式,刀具4的超声振动又与布置在刀具4上的双级仿生结构特征复合,实现对蜂窝芯复合材料的切割。
33.在切割开始前或结束后,需要重新进行刀具4的定位,之后机床工作台运动,带动工件在水平工作面移动,同时换能器1产生超声轴向振动,刀具 4进入到工件内部进行切割,当切割到所需尺寸后,主轴系统作竖直向上方向平移,这样刀具4退出工件,直到到达初始位置后停止运动;如此循环,直到完成加工;
34.当然也可以根据切割阶段(切入阶段、切中阶段、切出阶段)的不同,设定不同切割参数(转进给速度、振动频率、振幅等),这样工件可以经过一次装夹就能进行复杂切割,扩大了加工范围、满足了蜂窝芯等复合材料的加工要求。
35.以上显示和描述了本实用新型的基本原理和主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1