一种往复平切海绵机的制作方法
1.本实用新型涉及导线技术领域,尤其是指一种往复平切海绵机。
背景技术:
2.在海绵生产成型后,需要将海绵分切成多块所需厚度的海绵块,以满足用户的不同需求。申请号为201610313804.6的专利文件公开了一种多刀海绵切削机,其通过物料输送装置输送海绵经过浅层切削装置和深层切削装置,浅层切削装置和深层切削装置可从浅到深对海绵进行层切,虽然一次性可以裁切多层海绵,提高了裁切效率,但是只能单向裁切海绵,使用起来受到局限。
技术实现要素:
3.为了解决上述技术问题,本实用新型的目的在于提供一种往复平切海绵机。
4.为了实现上述目的,本实用新型采用如下技术方案:
5.一种往复平切海绵机,其包括往复移动驱动机构、与往复移动驱动机构的移动端连接的龙门架、装设于龙门架的升降驱动机构、与龙门架升降地滑动连接的两个裁切机构、位于龙门架的下方并贯穿龙门架的送料平台、设置于送料平台的输出端的叠绵装置及位于叠绵装置远离送料平台的一侧的叠绵台,两个裁切机构均与升降驱动机构的升降端连接,往复移动驱动机构用于驱动龙门架往复移动,叠绵装置用于将送料平台所输送的裁切后的海绵堆叠在叠绵台上;裁切机构包括与龙门架滑动连接的升降座、装设于升降座的转动驱动模组、分别转动连接于升降座的多个刀轮及缠绕于多个刀轮外的刀带,升降驱动机构的升降端与升降座固定连接,升降座呈龙门状,多个刀轮沿着升降座的轮廓分布,其中一个刀轮与转动驱动模组的转动端连接,两个裁切机构的刀带的刀口背对背设置。
6.进一步地,叠绵装置包括叠绵架、装设于叠绵架的叠绵升降机构及与叠绵升降机构的升降端连接的叠绵过渡输送台,叠绵过渡输送台的进料端用于与送料平台的出料端衔接,叠绵过渡输送台的出料端用于与叠绵台的进料端衔接。
7.进一步地,叠绵台为输送平台。
8.进一步地,升降驱动机构包括平行地装设于龙门架的两个升降驱动模组,两个升降驱动模组的升降端分别与两个裁切机构的升降座连接。
9.进一步地,龙门架装设有两个导轨组件,一个裁切机构的升降座经由一个导轨组件与龙门架滑动连接。
10.进一步地,每个裁切机构具有四个刀轮,四个刀轮呈矩形分布,刀带呈矩形。
11.进一步地,裁切机构还包括装设于升降座的磨刀机构,磨刀机构的磨刀端用于对刀带的刀口进行打磨。
12.进一步地,磨刀机构包括装设于升降座的磨刀驱动器及装设于磨刀驱动器的输出端的磨刀轮,磨刀轮用于与刀带的刀口抵触,磨刀驱动器用于驱动磨刀轮靠近或远离刀带。
13.进一步地,磨刀机构的数量为两个,两个磨刀机构分别位于刀带的两侧。
14.进一步地,升降座装设有定刀盒,刀带贯穿定刀盒。
15.本实用新型的有益效果:在实际应用中,待裁切的海绵放置在送料平台上,升降驱动机构驱动两个裁切机构的升降座下移至平切海绵的高度位置,使得第一个裁切机构的刀带的刀口朝向海绵,接着,转动驱动模组驱动其中一个刀轮转动,在多个刀轮的作用下带动刀带转动,与此同时,往复移动驱动机构驱动龙门架连带两个升降驱动机构和两个裁切机构正向移动,第一个裁切机构的刀带的刀口对海绵进行水平裁切,直至第一个裁切机构完全裁切海绵,且第二个裁切机构的刀带的刀背沿着裁切海绵后的裁切缝贯穿海绵,然后升降驱动机构驱动两个裁切机构的升降座下移至第二次平切海绵的高度位置,使得第二个裁切机构的刀带的刀口朝向海绵,往复移动驱动机构驱动龙门架连带两个升降驱动机构和两个裁切机构反向移动,第二个裁切机构的刀带的刀口对海绵进行第二次水平裁切,直至第二个裁切机构完全裁切海绵,第一个裁切机构的刀带的刀背沿着第二次裁切海绵后的裁切缝贯穿海绵,根据所需水平裁切海绵的次数(所需分切海绵的层数),在往复移动驱动机构和升降驱动机构的协同配合下,使得两个裁切机构往复交替地对海绵进行水平裁切(平切、层切或分切),平切完成后,送料平台将平切后的海绵输送至叠绵装置上,叠绵装置依次将若干个平切后的海绵堆叠在叠绵台上,以实现海绵的平切和堆叠。本实用新型通过将两个裁切机构背对背地设置,在两个裁切机构往复移动的过程中交替地对海绵进行平切,以实现双向裁切海绵,缩短了裁切海绵的周期,大大地提高了裁切海绵的效率,且能够对裁切后的海绵进行堆叠。
附图说明
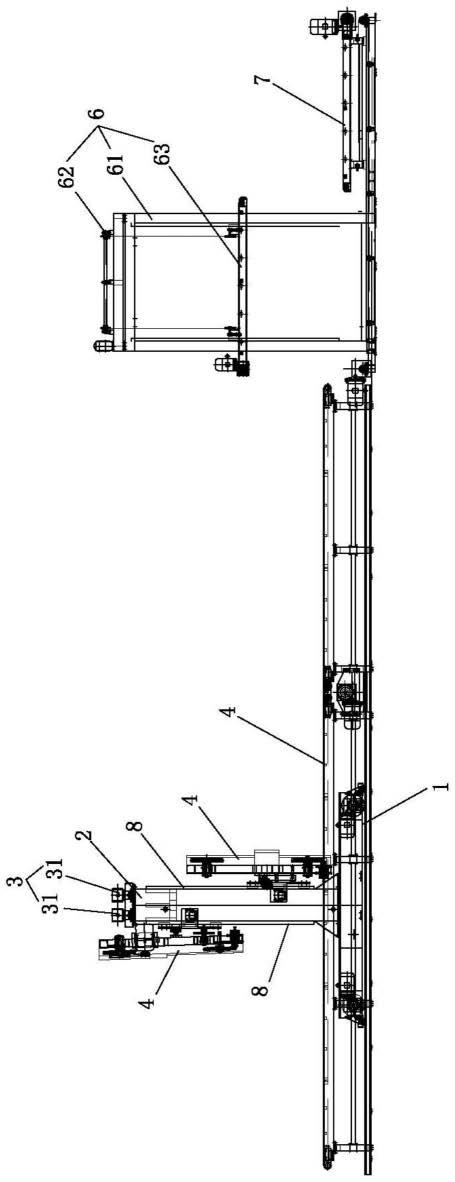
16.图1为本实用新型的主视图。
17.图2为本实用新型的侧视图。
18.图3为本实用新型的龙门架、升降驱动机构和裁切机构的侧视图。
19.附图标记说明:
20.1、往复移动驱动机构;2、龙门架;3、升降驱动机构;31、升降驱动模组;4、裁切机构;41、升降座;42、转动驱动模组;43、刀轮;44、刀带;5、送料平台;6、叠绵装置;61、叠绵架;62、叠绵升降机构;63、叠绵过渡输送台;7、叠绵台;8、导轨组件;9、磨刀机构;91、磨刀驱动器;92、磨刀轮;93、定刀盒。
具体实施方式
21.为了便于本领域技术人员的理解,下面结合实施例与附图对本实用新型作进一步的说明,实施方式提及的内容并非对本实用新型的限定。
22.如图1至图3所示,本实用新型提供的一种往复平切海绵机,其包括往复移动驱动机构1、与往复移动驱动机构1的移动端连接的龙门架2、装设于龙门架2的升降驱动机构3、与龙门架2升降地滑动连接的两个裁切机构4、位于龙门架2的下方并贯穿龙门架2的送料平台5、设置于送料平台5的输出端的叠绵装置6及位于叠绵装置6远离送料平台5的一侧的叠绵台7,两个裁切机构4均与升降驱动机构3的升降端连接,往复移动驱动机构1用于驱动龙门架2往复移动,叠绵装置6用于将送料平台5所输送的裁切后的海绵堆叠在叠绵台7上;裁切机构4包括与龙门架2滑动连接的升降座41、装设于升降座41的转动驱动模组42、分别转
动连接于升降座41的多个刀轮43及缠绕于多个刀轮43外的刀带44,升降驱动机构3的升降端与升降座41固定连接,升降座41呈龙门状,多个刀轮43沿着升降座41的轮廓分布,其中一个刀轮43与转动驱动模组42的转动端连接,两个裁切机构4的刀带44的刀口背对背设置,刀带44的下刀段显露于升降座41的内腔,转动驱动模组42可以采用电机和同步带结构。
23.在实际应用中,待裁切的海绵放置在送料平台5上,升降驱动机构3驱动两个裁切机构4的升降座41下移至平切海绵的高度位置,使得第一个裁切机构4的刀带44的刀口朝向海绵,接着,转动驱动模组42驱动其中一个刀轮43转动,在多个刀轮43的作用下带动刀带44转动,与此同时,往复移动驱动机构1驱动龙门架2连带两个升降驱动机构3和两个裁切机构4正向移动,第一个裁切机构4的刀带44的刀口对海绵进行水平裁切,直至第一个裁切机构4完全裁切海绵,且第二个裁切机构4的刀带44的刀背沿着裁切海绵后的裁切缝贯穿海绵,然后升降驱动机构3驱动两个裁切机构4的升降座41下移至第二次平切海绵的高度位置,使得第二个裁切机构4的刀带44的刀口朝向海绵,往复移动驱动机构1驱动龙门架2连带两个升降驱动机构3和两个裁切机构4反向移动,第二个裁切机构4的刀带44的刀口对海绵进行第二次水平裁切,直至第二个裁切机构4完全裁切海绵,第一个裁切机构4的刀带44的刀背沿着第二次裁切海绵后的裁切缝贯穿海绵,根据所需水平裁切海绵的次数(所需分切海绵的层数),在往复移动驱动机构1和升降驱动机构3的协同配合下,使得两个裁切机构4往复交替地对海绵进行水平裁切(平切、层切或分切),平切完成后,送料平台5将平切后的海绵输送至叠绵装置6上,叠绵装置6依次将若干个平切后的海绵堆叠在叠绵台7上,以实现海绵的平切和堆叠。本实用新型通过将两个裁切机构4背对背地设置,在两个裁切机构4往复移动的过程中交替地对海绵进行平切,以实现双向裁切海绵,缩短了裁切海绵的周期,大大地提高了裁切海绵的效率,且能够对裁切后的海绵进行堆叠。
24.具体地,送料平台5上架设有竖切机构,竖切机构用于对平切后的海绵进行竖向裁切。
25.本实施例中,叠绵装置6包括叠绵架61、装设于叠绵架61的叠绵升降机构62及与叠绵升降机构62的升降端连接的叠绵过渡输送台63,叠绵过渡输送台63的进料端用于与送料平台5的出料端衔接,叠绵过渡输送台63的出料端用于与叠绵台7的进料端衔接;叠绵升降机构62可以采用收放拉绳的结构以驱动叠绵过渡输送台63升降。
26.在实际应用中,当叠绵过渡输送台63需要接收裁切后的海绵时,叠绵升降机构62驱动叠绵过渡输送台63下降至与送料平台5的出料端衔接,送料平台5将裁切后的海绵输送至叠绵过渡输送台63上,接着,当叠绵过渡输送台63的出料端与叠绵台7衔接时,叠绵过渡输送台63将裁切后的海绵输送至叠绵台7上,随着叠绵台7上堆叠有海绵,当叠绵过渡输送台63需要将海绵堆叠在叠绵台7上时,叠绵升降机构62驱动叠绵过渡输送台63升降至所需高度,使得叠绵过渡输送台63与叠绵台7所堆叠的海绵的顶面衔接后,叠绵过渡输送台63将海绵堆叠在叠绵台7上,以实现裁切后的海绵进行堆叠。
27.本实施例中,叠绵台7为输送平台。当叠绵台7上的海绵堆叠至一定数量时,叠绵台7将堆叠后的海绵进行输出。
28.本实施例中,升降驱动机构3包括平行地装设于龙门架2的两个升降驱动模组31,两个升降驱动模组31的升降端分别与两个裁切机构4的升降座41连接。两个升降驱动模组31分别驱动两个裁切机构4升降,两个裁切机构4独立控制,不但能够实现两个裁切机构4同
步升降,还能实现两个裁切机构4交替地等距或不等距地下降,或者单个裁切机构4对海绵进行裁切,使用方式多样,以满足不同裁切需求。
29.本实施例中,龙门架2装设有两个导轨组件8,一个裁切机构4的升降座41经由一个导轨组件8与龙门架2滑动连接。在升降座41升降的过程中,导轨组件8对升降座41起到导向的作用,提高了升降座41的升降稳定性,从而提高了裁切机构4对海绵进行裁切的稳定性。
30.本实施例中,每个裁切机构4具有四个刀轮43,四个刀轮43分别位于升降座41的四个角落位置,四个刀轮43呈矩形分布,刀带44呈矩形。刀轮43的布局合理,有利于对海绵进行平切。
31.本实施例中,裁切机构4还包括装设于升降座41的磨刀机构9,磨刀机构9倾斜设置,磨刀机构9的磨刀端用于对刀带44的刀口进行打磨。根据实际需求,磨刀机构9对刀带44的刀口进行打磨,保证刀带44的刀口锋利,有利于提高刀带44对海绵进行裁切的质量。
32.本实施例中,磨刀机构9包括装设于升降座41的磨刀驱动器91及装设于磨刀驱动器91的输出端的磨刀轮92,磨刀轮92用于与刀带44的刀口抵触,磨刀驱动器91用于驱动磨刀轮92靠近或远离刀带44,磨刀驱动器91可以采用气缸。当需要对刀带44进行打磨时,磨刀驱动器91驱动磨刀轮92靠近刀带44,直至磨刀轮92与刀带44的刀口接触,随着刀带44的转动,磨刀轮92对刀带44的刀口进行打磨,打磨完毕后,磨刀驱动器91驱动磨刀轮92远离刀带44移动,使得磨刀轮92与刀带44分离。
33.本实施例中,磨刀机构9的数量为两个,两个磨刀机构9分别位于刀带44的两侧。两个磨刀机构9分别对刀带44的两侧进行打磨,磨刀效果好。
34.本实施例中,升降座41装设有定刀盒93,刀带44贯穿定刀盒93。定刀盒93对刀带44起到导向和定位的作用,避免刀带44在裁切海绵时发生过大的抖动,提高了裁切海绵的质量。
35.本实施例中的所有技术特征均可根据实际需要而进行自由组合。
36.上述实施例为本实用新型较佳的实现方案,除此之外,本实用新型还可以其它方式实现,在不脱离本技术方案构思的前提下任何显而易见的替换均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1