一种半圆式带齿角刀的制作方法
1.本实用新型涉及五金切割刀具技术领域,特别是涉及一种半圆式带齿角刀。
背景技术:
2.刀具,是指用于将物料切断或切割成指定形状的工具。现有的刀具应用非常广泛,具体应用到了工业,家用等方面。其中,纸箱和瓦楞纸生产过程中,需要进行切割、开槽、修边和压线等工艺。
3.现有的瓦楞纸在切割过程中需要用到角刀,用于对纸箱的边角位置进行切角;现有的切割角刀在使用中存在不足,尤其是在刀口位置,由于在切割过程中需要循环使用,导致角刀的刀口极容易磨损,影响了角刀的使用寿命,故可针对现有的角刀结构做改进。
技术实现要素:
4.为解决上述问题,本实用新型提供一种解决了现有角刀切割稳定性差,耐用性差的问题,通过齿槽形成的锯齿刀口用于纸箱的边角切割,切割效率高,减少磨损,延长使用寿命的半圆式带齿角刀。
5.本实用新型所采用的技术方案是:一种半圆式带齿角刀,包括半圆环形状的刀本体,所述刀本体的外径环向开设有刀口槽,所述刀口槽将刀本体的外径两端形成切割刀口,所述切割刀口上均布有齿槽,所述齿槽将切割刀口形成锯齿刀口;所述刀本体由圆环形状中间切开形成半圆形状、并形成切割平面,所述切割平面靠近锯齿刀口设有崩断角。
6.对上述方案的进一步改进为,所述刀本体的两面靠近刀口位置开设有环槽。
7.对上述方案的进一步改进为,所述环槽的两侧设有斜面。
8.对上述方案的进一步改进为,所述刀口槽为v型槽,所述刀口槽的v字形角度小于或等于斜面的角度。
9.对上述方案的进一步改进为,所述刀本体环向开设有多个安装孔。
10.对上述方案的进一步改进为,所述刀本体由skd11、dc53、或skh材料加工形成。
11.对上述方案的进一步改进为,所述刀本体至少在切割刀口位置淬火硬度达到50~62hrc。
12.对上述方案的进一步改进为,所述刀本体内径设有定位弧面。
13.对上述方案的进一步改进为,所述齿槽为v型齿槽、且呈环向均布在切割刀口。
14.对上述方案的进一步改进为,所述齿槽为u型齿槽、且呈环向均布在切割刀口。
15.本实用新型的有益效果是:
16.相比现有的切割角刀,本实用新型采用了半圆环形状的刀本体,并在外径开设刀口槽形成的切割刀口,用于纸箱的边角进行切割,而且采用均布方式形成的齿槽,在切割过程中可通过齿槽排屑;解决了现有角刀切割稳定性差,耐用性差的问题,通过齿槽形成的锯齿刀口用于纸箱的边角切割,切割效率高,减少磨损,延长使用寿命。具体是,设置了半圆环形状的刀本体,所述刀本体的外径环向开设有刀口槽,所述刀口槽将刀本体的外径两端形
成切割刀口,所述切割刀口上均布有齿槽,所述齿槽将切割刀口形成锯齿刀口;所述刀本体由圆环形状中间切开形成半圆形状、并形成切割平面,所述切割平面靠近锯齿刀口设有崩断角。另外,在切割平面上设置了崩断角,在加工过程中,将齿槽完成加工后再将圆环形状的结构切割形成半圆环,但在切割时预留崩断角位置,完成齿槽加工后再切割或敲断崩断角,保证结构精度和加工的方便性。
附图说明
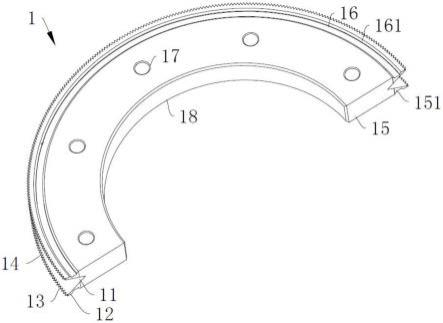
17.图1为本实用新型半圆式带齿角刀的结构示意图;
18.图2为图1中半圆式带齿角刀另一视角的结构示意图;
19.图3为图1中半圆式带齿角刀的切割刀口的结构示意图。
20.附图标记说明:刀本体1、刀口槽11、切割刀口12、齿槽13、锯齿刀口14、切割平面15、崩断角151、环槽16、斜面161、安装孔17、定位弧面18。
具体实施方式
21.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
22.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
23.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。
24.如图1~图3所示,一种半圆式带齿角刀,包括半圆环形状的刀本体1,所述刀本体1的外径环向开设有刀口槽11,所述刀口槽11将刀本体1的外径两端形成切割刀口12,所述切割刀口12上均布有齿槽13,所述齿槽13将切割刀口12形成锯齿刀口14;所述刀本体1由圆环形状中间切开形成半圆形状、并形成切割平面15,所述切割平面15靠近锯齿刀口14设有崩断角151。
25.刀本体1的两面靠近刀口位置开设有环槽16,进一步改进为,环槽16的两侧设有斜面161,通过环槽16和斜面161配合形成的凹槽结构,目的是用于切割刀口12散热。
26.刀口槽11为v型槽,所述刀口槽11的v字形角度小于或等于斜面161的角度,一般采用相同角度的平行斜面161,在使用时可更好的进行传热和散热。
27.刀本体1环向开设有多个安装孔17,多个安装孔17可用于到本体安装使用。
28.刀本体1由skd11、dc53、或skh材料加工形成,刀本体1至少在切割刀口12位置淬火硬度达到50~62hrc,采用高硬度的钢材加工后并进行淬火处理保证硬度,至少是刀口的位置硬度得到保证,在对纸箱切割时耐耗性和使用寿命更长。
29.刀本体1内径设有定位弧面18,定位弧面18可用于加工时定位和安装在设备上使用时定位。
30.本实施例中,齿槽13为v型齿槽13、且呈环向均布在切割刀口12,采用v性齿槽13形成的锯齿结构,在切割时减少磨损,而且加工方便。
31.在另一实施例中,齿槽13为u型齿槽13、且呈环向均布在切割刀口12,采用u型齿槽13,通过铣刀的外径加工形成的u型槽,耐用性更好,使用寿命更长。
32.本实用新型采用了半圆环形状的刀本体1,并在外径开设刀口槽11形成的切割刀口12,用于纸箱的边角进行切割,而且采用均布方式形成的齿槽13,在切割过程中可通过齿槽13排屑;解决了现有角刀切割稳定性差,耐用性差的问题,通过齿槽13形成的锯齿刀口14用于纸箱的边角切割,切割效率高,减少磨损,延长使用寿命。具体是,设置了半圆环形状的刀本体1,所述刀本体1的外径环向开设有刀口槽11,所述刀口槽11将刀本体1的外径两端形成切割刀口12,所述切割刀口12上均布有齿槽13,所述齿槽13将切割刀口12形成锯齿刀口14;所述刀本体1由圆环形状中间切开形成半圆形状、并形成切割平面15,所述切割平面15靠近锯齿刀口14设有崩断角151。另外,在切割平面15上设置了崩断角151,在加工过程中,将齿槽13完成加工后再将圆环形状的结构切割形成半圆环,但在切割时预留崩断角151位置,完成齿槽13加工后再切割或敲断崩断角151,保证结构精度和加工的方便性。
33.以上所述实施例仅表达了本实用新型的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对本实用新型专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本实用新型构思的前提下,还可以做出若干变形和改进,这些都属于本实用新型的保护范围。因此,本实用新型专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1