一种截齿融覆磁性快速装取工装的制作方法
1.本实用新型涉及等离子和激光融覆技术领域,具体为一种截齿融覆磁性快速装取工装。
背景技术:
2.激光融覆是一种新型的表面改性技术,通过在基材表面添加熔覆材料,并利用高能密度的激光束使之与基材表面薄层一起熔凝的方法,在基层表面形成冶金结合的添料熔覆层,而等离子融覆也利用等离子弧作为热源来熔化、精炼和重熔金属的一种冶炼方法,在进行融覆时,需要对通过工装将工件进行装取固定。
3.现有技术工装基本上都是采用手动或气动三爪自定心卡盘夹持,将工件进行固定,但缺陷在于,粉末容易跑进三爪移动部份,造成磨损和卡死,清理费时费力。
4.于是,有鉴于此,针对现有的结构及缺失予以研究改良,提出一种截齿融覆磁性快速装取工装,以期达到更具有更加实用价值性的目的。
技术实现要素:
5.本实用新型的目的在于提供一种截齿融覆磁性快速装取工装,以解决上述背景技术中提出的问题。
6.为实现上述目的,本实用新型提供如下技术方案:一种截齿融覆磁性快速装取工装,包括工装主体和可调卡紧机构,所述工装主体的内部中端设置有截齿元件,所述工装主体包括固定筒、安装孔、侧状螺槽和竖状螺槽,所述固定筒的内部中端开设有安装孔,且安装孔的内壁四周开设有侧状螺槽,所述固定筒的内部四周开设有竖状螺槽,所述竖状螺槽的内部处设置有第一六角螺柱,且第一六角螺柱的上端顶部设置有强磁铁块,所述侧状螺槽的内部处设置有可调卡紧机构。
7.进一步的,所述固定筒通过安装孔和截齿元件之间尺寸相互配合,所述固定筒通过竖状螺槽和第一六角螺柱之间构成螺纹连接。
8.进一步的,所述第一六角螺柱和强磁铁块之间构成固定连接,且强磁铁块沿固定筒的中轴线处呈均匀状分布。
9.进一步的,所述强磁铁块呈圆柱状设置有六组,所述侧状螺槽和竖状螺槽之间呈垂直状位置相互交错。
10.进一步的,所述可调卡紧机构包括第二六角螺柱、弹簧件和定心钢球,所述第二六角螺柱的内侧处设置有弹簧件,且弹簧件的内侧处设置有定心钢球。
11.进一步的,所述第二六角螺柱通过弹簧件和定心钢球之间构成弹性连接,且第二六角螺柱通过侧状螺槽和固定筒之间构成螺纹连接。
12.进一步的,所述第二六角螺柱沿固定筒的中轴线处呈均匀状分布,且第二六角螺柱设置有三组。
13.本实用新型提供了一种截齿融覆磁性快速装取工装,具备以下有益效果:
14.采用磁性吸附的方式,可将截齿进行磁吸固定,并利用底部的螺柱控制强磁铁块的高度,达到磁性可自由调节的目的,还可利用螺柱推动弹簧件向内侧挤压定心钢球,使定心钢球将截齿杆部进行卡合限位,保证截齿的快速装取,定心松紧可调节,无移动部件,粉末不会进入导致磨损和卡死,使安装简单方便,稳定可靠,便于机器手装取,容易实现自动化控制。
15.1、本实用新型,采用置于竖状螺槽内腔的六处强磁铁块,可使强磁铁块磁吸住截齿元件,以磁性吸附代替传统三爪夹持,无移动部件,粉末不会进入导致磨损和卡死,此外利用强磁铁块下端处的第一六角螺柱,带动强磁铁块进行高度调控,达到磁性可自由调节的目的。
16.2、本实用新型,可调卡紧机构沿固定筒的中轴线处呈均匀状分布有三处,并呈水平状分布,可使末端处的定心钢球,嵌合于截齿杆部处,并利用外侧处的弹簧件,以及可调的第二六角螺柱,可调控弹簧件的压缩状态,从而达到调节弹性夹紧强度的目的。
附图说明
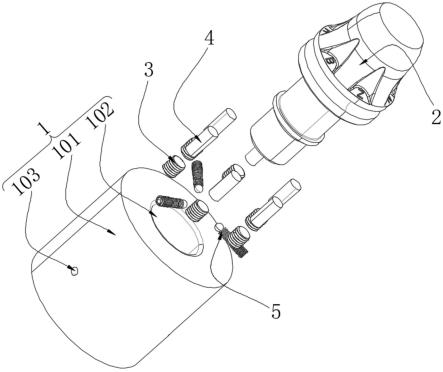
17.图1为本实用新型一种截齿融覆磁性快速装取工装的工装主体立体爆炸结构示意图;
18.图2为本实用新型一种截齿融覆磁性快速装取工装的工装主体立体结构示意图;
19.图3为本实用新型一种截齿融覆磁性快速装取工装的工装主体立体内部结构示意图。
20.图4为本实用新型一种截齿融覆磁性快速装取工装的工装主体内部结构示意图。
21.图中:1、工装主体;101、固定筒;102、安装孔;103、侧状螺槽;104、竖状螺槽;2、截齿元件;3、第一六角螺柱;4、强磁铁块;5、可调卡紧机构;501、第二六角螺柱;502、弹簧件;503、定心钢球。
具体实施方式
22.下面结合附图和实施例对本实用新型的实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不能用来限制本实用新型的范围。
23.如图1-3所示,一种截齿融覆磁性快速装取工装,包括工装主体1和可调卡紧机构5,工装主体1的内部中端设置有截齿元件2,工装主体1包括固定筒101、安装孔102、侧状螺槽103和竖状螺槽104,固定筒101的内部中端开设有安装孔102,且安装孔102的内壁四周开设有侧状螺槽103,固定筒101的内部四周开设有竖状螺槽104,竖状螺槽104的内部处设置有第一六角螺柱3,且第一六角螺柱3的上端顶部设置有强磁铁块4,侧状螺槽103的内部处设置有可调卡紧机构5,固定筒101通过安装孔102和截齿元件2之间尺寸相互配合,固定筒101通过竖状螺槽104和第一六角螺柱3之间构成螺纹连接,第一六角螺柱3和强磁铁块4之间构成固定连接,且强磁铁块4沿固定筒101的中轴线处呈均匀状分布,强磁铁块4呈圆柱状设置有六组,侧状螺槽103和竖状螺槽104之间呈垂直状位置相互交错,可调卡紧机构5包括第二六角螺柱501、弹簧件502和定心钢球503,第二六角螺柱501的内侧处设置有弹簧件502,且弹簧件502的内侧处设置有定心钢球503,第二六角螺柱501通过弹簧件502和定心钢球503之间构成弹性连接,且第二六角螺柱501通过侧状螺槽103和固定筒101之间构成螺纹
连接,第二六角螺柱501沿固定筒101的中轴线处呈均匀状分布,且第二六角螺柱501设置有三组,采用置于竖状螺槽104内腔的六处强磁铁块4,可使强磁铁块4磁吸住截齿元件2,以磁性吸附代替传统三爪夹持,无移动部件,粉末不会进入导致磨损和卡死,此外利用强磁铁块4下端处的第一六角螺柱3,带动强磁铁块4进行高度调控,达到磁性可自由调节的目的,可调卡紧机构5沿固定筒101的中轴线处呈均匀状分布有三处,并呈水平状分布,可使末端处的定心钢球503,嵌合于截齿杆部处,并利用外侧处的弹簧件502,以及可调的第二六角螺柱501,可调控弹簧件502的压缩状态,从而达到调节弹性夹紧强度的目的。
24.综上,如图1-3所示,该截齿融覆磁性快速装取工装,使用时,首先用户直接将截齿元件2放置于工装主体1内,即使截齿元件2的杆部处,坐落于固定筒101的安装孔102内,并利用四周分布的强磁铁块4,对截齿元件2的头部处进行磁吸固定,用户还可根据需求,通过第一六角螺柱3调节强磁铁块4的高度,从而达到磁力强度的调控,同时横向处于固定筒101内的可调卡紧机构5,与截齿元件2的杆部处进行接触,使定心钢球503在外侧处弹簧件502的弹性性能下,对内侧处截齿元件2进行弹性卡紧,并在夹持时,可随时根据需求,旋转第二六角螺柱501,调控弹簧件502的压缩状态,从而达到调节弹性夹紧强度的目的。
25.本实用新型的实施例是为了示例和描述起见而给出的,而并不是无遗漏的或者将本实用新型限于所公开的形式。很多修改和变化对于本领域的普通技术人员而言是显而易见的。选择和描述实施例是为了更好说明本实用新型的原理和实际应用,并且使本领域的普通技术人员能够理解本实用新型从而设计适于特定用途的带有各种修改的各种实施例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1