一种用于扁丝加工的切割装置的制作方法
1.本技术涉及编织袋加工的技术领域,尤其是涉及一种用于扁丝加工的切割装置。
背景技术:
2.目前,编织袋按主要材料构成分为聚丙烯袋、聚乙烯袋;按缝制方法分为缝底袋、缝边底袋,是目前广泛应用于肥料、化工产品等物品的一种包装材料。
3.现有技术中,编织袋的主要生产工艺是利用塑料原料经挤出薄膜、切割、单向拉伸为扁丝,经过经纬编织得到产品。加工时,原料经过上料装置进行上料,然后原料进入单螺杆挤出机进行加热并输送至摸头,然后从摸头挤出薄膜,挤出的薄膜经过水冷,然后通过切割设备对薄膜进行切割,切割完毕后进行多次拉伸和定型,形成扁丝,然后进行编制得到编织袋。
4.在实现本技术过程中,发明人发现该技术中至少存在如下问题,在这一工艺中,挤出机的模头在挤出薄膜时由于两边存在水流,导致薄膜两边的边缘处不适于生产,在将薄膜分割成条状坯丝时,该边缘处经过后续加工掺杂在合格扁丝中,进而使得还需要在合格产品中将该边缘加工的扁丝进行挑选,较为浪费时间,进而导致工作效率较差。
技术实现要素:
5.为了提高工作效率,本技术提供一种用于扁丝加工的切割装置。
6.本技术提供的一种用于扁丝加工的切割装置,采用如下的技术方案:
7.一种用于扁丝加工的切割装置,包括机架、支撑辊、固定辊、边角切割机构、成型切割机构和驱动机构,所述支撑辊转动设置在所述机架上并用于支撑薄膜;所述边角切割机构设置在所述固定辊上,所述成型切割机构设置在所述固定辊上,所述固定辊转动设置在所述机架上且位于所述支撑辊远离地面的一侧,所述固定辊转动并带动所述边角切割机构和所述成型切割机构向着所述支撑辊靠近;所述驱动机构设置在所述机架上,所述驱动机构与所述固定辊连接且带动所述固定辊转动。
8.通过采用上述技术方案,模头形成的薄膜,薄膜经过支撑辊,用驱动机构带动固定辊转动,固定辊带动边角切割机构和成型切割机构向着支撑辊上的薄膜靠近,然后用边角切割机构和成型切割机构对薄膜进行切割;通过设置的边角切割机构和成型切割机构,使得薄膜的边缘被切断掉落在机架上,减少了薄膜的边缘掺杂在合格产品中,减少操作人员挑选的时间,进而使得工作效率得到提高。
9.可选的,所述边角切割机构包括切刀、固定杆和动力组件,所述固定辊的两端均滑移连接有所述固定杆,所述切刀设置在所述固定杆上,所述固定杆滑动带动所述切刀向着所述支撑辊靠近;所述动力组件设置在所述固定辊上,所述动力组件与所述固定杆连接且带动所述固定杆滑动。
10.通过采用上述技术方案,模头形成的薄膜,薄膜经过支撑辊,用驱动机构带动固定辊转动,固定辊带动边角切割机构和成型切割机构向着支撑辊上的薄膜靠近,用动力组件
带动固定杆滑移,固定杆带动切刀向着支撑辊靠近,切刀与薄膜抵接并完成切割,成型切割机构对薄膜进行切割,薄膜的边缘掉落在机架上;通过设置的边角切割机构,实现了边缘的切割。
11.可选的,所述动力组件包括动力电机、凸轮和压缩簧,所述压缩簧设置在所述固定辊上,所述压缩簧与所述固定杆连接且带动所述固定杆向着远离所述支撑辊的方向滑移;所述动力电机设置在所述固定辊上,所述凸轮设置在所述动力电机的输出轴上,所述凸轮与所述固定杆抵接且带动所述固定杆滑移。
12.通过采用上述技术方案,模头形成的薄膜,薄膜经过支撑辊,用驱动机构带动固定辊转动,固定辊带动边角切割机构和成型切割机构向着支撑辊上的薄膜靠近,启动动力电机,动力电机带动凸轮转动,凸轮带动固定杆上的切刀对薄膜进行切割,同时压缩簧受力压缩并积攒弹性势能;设置的动力组件结构简单,便于操作,同时设置的压缩簧积蓄弹性力,使得固定杆始终与凸轮抵接。
13.可选的,所述固定辊上开设有安装槽,所述成型切割机构包括固定板、切割刀片和连接组件,所述固定板卡接在所述安装槽内,所述连接组件设置在所述固定辊上,所述连接组件与所述固定板连接;所述固定板上设置有多个所述切割刀片,多个所述切割刀片沿所述固定板的长度方向等间隔设置。
14.通过采用上述技术方案,根据带切割的扁丝的宽度,选择合适间距的切割刀片,然后将固定板插接在安装槽内,然后用连接组件对固定板进行固定;切割刀片可拆卸设置在固定辊上,使得该切割装置能够实现多种宽度扁丝的加工,进而适用性得到提高。
15.可选的,所述机架上设置有收集机构,所述收集机构包括收集箱、收集管和负压风机,所述收集箱放置在所述机架的一侧,所述负压风机设置在所述收集箱上,所述收集管设置在所述收集箱远离所述负压风机的一侧,所述收集管延伸至所述机架并对废弃薄膜进行收集。
16.通过采用上述技术方案,切割掉落的边缘掉落在机架上,然后启动负压风机,负压风机间歇性工作,使得收集箱内形成负压空间,收集管位于机架的一侧大气压大于收集箱内,然后边缘进入通过收集管进入收集箱;通过收集机构,能够减少机架上废料的堆叠,减少对扁丝生产的影响,同时废料自动收集,减少了人工收集废料浪费的人力,降低了人力成本;同时负压风机进行间断工作,减少电能损耗,同时减少废料堵塞负压风机。
17.可选的,所述收集机构还包括隔离网,所述隔离网设置在所述收集箱内,所述隔离网阻挡废弃薄膜进入所述负压风机。
18.通过采用上述技术方案,废料通过收集管进入收集箱,通过设置的隔离网能够减少废料堵塞负压风机,使得收集机构的收集效果得以保持。
19.可选的,所述机架上设置有调整机构,所述调整机构包括调节板和调节组件,所述调节板滑移设置在所述机架上,所述固定辊转动设置在所述调节板上;所述调节组件设置在所述机架上,所述调节组件与所述调节板连接且带动所述调节板滑移。
20.通过采用上述技术方案,当薄膜在输送的过程中,位置发生偏移时,可用调节组件带动调节板滑移,调节板带动固定辊沿支撑辊的长度方向滑移;通过设置的调整机构,减少了薄膜位置偏移造成的废料增多,进而减少了资源浪费。
21.可选的,所述调节组件包括调节电机、调节螺杆和调节块,所述调节块滑移连接在
所述机架上,所述调节块与所述调节板连接;所述调节电机设置在所述机架上,所述调节螺杆连接在所述调节电机的输出轴上,所述调节螺杆与所述调节块螺纹连接且带动所述调节块滑移。
22.通过采用上述技术方案,启动调节电机,调节电机带动调节螺杆转动,调节螺杆带动调节块滑移,调节块带动调节板滑移,调节板带动固定辊的滑动;设置的调节组件结构简单,便于操作,具有提高工作效率的效果。
23.综上所述,本技术包括以下有益技术效果:
24.1.通过设置的边角切割机构和成型切割机构,使得薄膜的边缘被切断掉落在机架上,减少了薄膜的边缘掺杂在合格产品中,减少操作人员挑选的时间,进而使得工作效率得到提高;
25.2.通过收集机构,能够减少机架上废料的堆叠,减少对扁丝生产的影响,同时废料自动收集,减少了人工收集废料浪费的人力,降低了人力成本;同时负压风机进行间断工作,减少电能损耗,同时减少废料堵塞负压风机;
26.3.通过设置的调整机构,减少了薄膜位置偏移造成的废料增多,进而减少了资源浪费。
附图说明
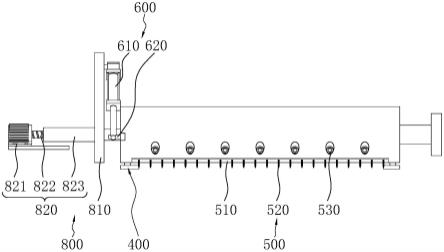
27.图1为本技术实施例中用于扁丝加工的切割装置的整体结构示意图;
28.图2为本技术实施例中调整机构的结构示意图;
29.图3为本技术实施例中边角切割机构的结构示意图;
30.图4为本技术实施例中收集机构的结构示意图。
31.附图标记:100、机架;200、支撑辊;300、固定辊;400、边角切割机构;410、切刀;420、固定杆;430、动力组件;431、动力电机;432、凸轮;433、压缩簧;434、限位板;500、成型切割机构;510、固定板;520、切割刀片;530、连接组件;600、驱动机构;610、电推缸;620、驱动杆;700、收集机构;710、收集箱;720、收集管;730、负压风机;740、隔离网;800、调整机构;810、调节板;820、调节组件;821、调节电机;822、调节螺杆;823、调节块。
具体实施方式
32.以下结合附图1-4对本技术作进一步详细说明。
33.本技术实施例公开一种用于扁丝加工的切割装置。
34.参考图1和图2,用于扁丝加工的切割装置,包括机架100、转动设置于机架100上的支撑辊200、转动设置于机架100上的固定辊300、设置于固定辊300上用于边缘切割的边角切割机构400、设置于固定辊300上用于扁丝成型切割的成型切割机构500、设置于机架100上的用于固定辊300转动的驱动机构600以及设置于机架100上用于边角收集的收集机构700;当薄膜经过支撑辊200时,用驱动机构600带动固定辊300转动,固定辊300带动边角切割机构400和成型切割机构500向着支撑辊200上的薄膜靠近,边角切割机构400和成型切割机构500对薄膜进行切割,形成成型的扁丝和废料,废料落在机架100上被收集机构700收集。
35.参考图1和图2,机架100上设置有调整机构800,调整机构800包括调节板810,固定
辊300的一端转动连接在调节板810上,固定辊300的另一端固定连接有转动轴,转动轴转动连接在机架100上,转动轴可沿固定辊300的长度方向滑移在机架100上;调节板810上设置有调节组件820,调节组件820包括垂直固定连接在调节板810上的调节块823,调节块823呈长方体,调节块823的一端穿过机架100的侧壁;机架100上固定连接有调节电机821,调节电机821的输出轴上连接有调节螺杆822,调节螺杆822与调节块823穿过机架100的一端螺纹连接;启动调节电机821,调节电机821带动调节螺杆822转动,调节螺杆822带动调节块823滑移,调节块823带动调节板810上的固定辊300沿固定辊300的长度方向滑移。
36.参考图1和图2,驱动机构600包电推缸610,电推缸610的缸体转动连接在调节板810上,电推缸610的活塞杆转动连接有驱动杆620,驱动杆620固定连接在固定辊300上,启动电推缸610,电推缸610带动驱动杆620转动,驱动杆620带动固定辊300转动。
37.参考图1和图2,固定辊300上开设有安装槽,安装槽沿固定辊300的长度方向开设,安装槽内卡接有固定板510,固定板510上固定连接有多个切割刀片520,所有切割刀片520沿固定板510的长度方向等间隔设置;固定辊300上设置有连接组件530,连接组件530为连接螺栓,连接螺栓伸入安装槽并与固定板510抵接,固定板510上开设有限位槽,连接螺栓伸入限位槽内并与限位槽的槽底抵接。
38.参考图2和图3,固定辊300的两端均开设有滑动槽,滑动槽与切割刀片520所在的平面呈夹角设置;边角切割机构400包括滑移连接在滑动槽内的固定杆420,固定杆420上固定连接有切刀410,切刀410的刀刃所在的平面与支撑辊200的轴线平行,且两个切刀410相互靠近的侧壁分别与固定板510两端的两个切割刀片520相互远离的侧壁平行;固定辊300的两端均开设有安装腔,安装腔内设置有动力组件430,动力组件430包括固定连接在安装腔内动力电机431,动力电机431的输出轴上连接有凸轮432;滑动槽的侧壁上开设有限制槽,限制槽内滑移连接有限位板434,限位板434固定连接在固定杆420远离切刀410的一端,固定杆420上套设有压缩簧433,压缩簧433的一端与限位板434连接,压缩簧433的另一端与限制槽靠近切刀410的侧壁连接,压缩簧433带动限位板434向着远离支撑辊200的方向滑移;凸轮432与限位板434抵接并带动限位板434滑移。
39.参考图1和图4,收集机构700包括两个放置在机架100两侧的收集箱710,收集箱710内形成有收集腔,收集腔内固定连接有隔离网740,隔离网740位于收集箱710远离机架100的一端;收集箱710远离机架100的侧壁上固定连接有负压风机730,负压风机730与收集腔连通;收集箱710靠近机架100的侧壁上固定连接有与收集腔连通的收集管720,收集管720远离收集箱710的一端固定连接在机架100的底壁上;负压风机730间歇性工作,并使得收集腔形成负压,废料经过收集管720进入收集箱710内,隔离网740减少废料堵塞负压风机730。
40.本技术实施例一种用于扁丝加工的切割装置的实施原理为:薄膜受到牵引经过支撑辊200,根据薄膜的位置,启动调节电机821,调节电机821带动调节螺杆822转动,调节螺杆822带动调节块823滑移,调节块823带动调节板810上的固定辊300滑动;然后启动电推缸610,电推缸610的活塞杆带动与驱动杆620连接的固定辊300转动,固定辊300带动固定板510上的切割刀片520向着支撑辊200靠近,切割刀片520抵接在支撑辊200的薄膜上,并随着薄膜的滑动将薄膜切割成条状;同时启动动力电机431,动力电机431带动凸轮432转动,凸轮432带动固定杆420上的切刀410对薄膜的边缘切割,切割刀片520和切刀410共同作用下,
边缘切断成多个小段并落在机架100上;启动负压风机730,废料通过收集管720进入收集箱710。
41.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1