一种化妆瓶盖垫片压紧装置的制作方法
1.本实用新型涉及化妆瓶盖加工设备,特别涉及一种化妆瓶盖垫片压紧装置。
背景技术:
2.化妆瓶盖通过注塑完成加工后,还要在其内部设置一个垫片,一般先将垫片初步放置到化妆瓶盖内,再通过压紧装置将垫片压紧;现有的压紧装置一般为一个底板、一个压板,底板上设置有若干圆形槽,压板的一面设置有若干插柱;将带有垫片的化妆瓶盖依次插入底板的圆槽内,先用压板平整的一面,将所有化妆瓶盖完全压入圆形槽,使所有的化妆瓶盖顶面对齐,然后翻转,再用代用插柱的一面,插入化妆瓶盖,将垫片压紧;目前的压紧装置,压板两次下压、翻转,都需要扔人工完成,自动化程度不高,效率不高。
技术实现要素:
3.本实用新型的目的是提供一种化妆瓶盖垫片压紧装置,可以解决背景技术中提到的问题。
4.本实用新型的上述技术目的是通过以下技术方案得以实现的:
5.一种化妆瓶盖垫片压紧装置,包括安装框架、底板、两组升降架、丝杆机构、四个导向条、压板、齿条换向机构;所述安装框架靠下的位置设置有放置底板的放置部分;所述底板顶面上设置有若干供化妆瓶盖插入的圆形槽;两组所述升降架对称设置于安装框架的左右两侧位置;所述丝杆机构设置于安装框架,并处于放置部分下方,用于驱动两个升降架;四个所述导向条分别设置于安装框架的四个竖直条上,且导向条和安装框架之间设置有弹簧、电磁铁,弹簧、电磁铁用于使导向条具有内侧限位和外侧限位;所述压板处于底板上方,压板的底面设置有若干对应圆形槽的插柱,压板左、右侧面对应导向条的位置均设置有导向槽,压板左、右侧面的中间位置还均设置有一个连接点位,其中一个连接点位上固设有齿轮,两组升降架的顶部的铰接点分别铰接于两个连接点位;所述齿条换向机构设置于安装框架顶部,并对应齿轮;在导向条处于内侧限位的状态下,导向条和导向槽配合,升降架带动压板上下移动;在导向条处于外侧限位、压板上移至齿轮配合齿条的状态下,压板可以翻转。
6.所述底板、压板均呈长方形,左右两侧对应两个宽,前后两侧对应两个长。
7.所述压板的前侧面或者后侧面设置有凸起块,在压板上移至齿轮配合齿条的状态下,凸起块抵住安装框架顶面对应的水平条。
8.每个所述导向条的外侧面设置有两个凸起柱,安装框架的四个竖直条对应设置有供凸起柱穿出的通孔,两个凸起柱的穿出端部固定连接有同一连接块,电磁铁设置于连接块的内侧面,并处于两个凸起柱之间,弹簧数量也为两个,分别套接于两个凸起柱,并处于连接块和竖直条之间。
9.所述放置部分呈凹形,凹口两侧部分设置有滑槽,且滑槽穿透放置部分的前侧面。
10.前侧的两个所述导向条底部设置有凸起柱二,在导向条处于外侧限位状态时,凸
起柱二处于滑槽外侧;在导向条处于内侧限位、底板放置于放置部分的状态下,凸起柱二挡住滑槽,并抵住底板的前侧面。
11.本实用新型的有益效果是:提高自动化程度和效率。
附图说明
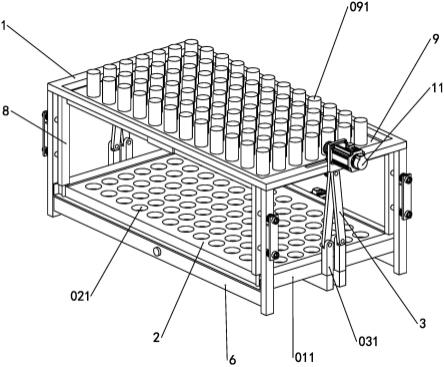
12.图1为本实用的结构示意图;
13.图2为在图1状态下的侧视图;
14.图3为安装框架的示意图;
15.图4为压板和升降架的示意图;
16.图5为在图1状态下的主视图;
17.图6为图5中b部分的放大示意图;
18.图7为图5沿a-a的剖视图;
19.图8为在图7状态下,压板翻转后的示意图。
20.图中,1、安装框架;011、放置部分;0111、滑槽;2、底板;021、圆形槽;3、升降架;031、铰接块;4、双向丝杆;5、移动块;6、安装块;7、电机一;8、导向条;081、凸起柱二;082、连接块;083、螺栓;084、套筒;085、弹簧;086、电磁铁;9、压板;091、插柱;092、连接点位;093、导向槽;094、凸起块;095、齿轮;10、齿条;11、电机二。
具体实施方式
21.以下所述仅是本实用新型的优选实施方式,保护范围并不仅局限于该实施例,凡属于本实用新型思路下的技术方案应当属于本实用新型的保护范围。同时应当指出,对于本技术领域的普通技术人员而言,在不脱离本实用新型原理前提下的若干改进和润饰,这些改进和润饰也应视为本实用新型的保护范围。
22.如图1和图2所示,一种化妆瓶盖垫片压紧装置,包括安装框架1、底板2、两组升降架3、丝杆机构、四个导向条8、压板9、齿条10换向机构。
23.如图3所示,安装框架1靠下的位置设置有放置部分011,放置底板2用于供底板2放置,底板2顶面上设置有若干供化妆瓶盖插入的圆形槽021。结合现有的放置方式,优选地,放置部分011呈凹形,凹口两侧部分设置有滑槽0111,且滑槽0111穿透放置部分011的前侧面。即可以通过插入、抽出的方式,完成底板2的放置和取出,更加方便。
24.如图4所示,两组升降架3结构相同,对称设置于安装框架1的左右两侧位置,升降架3的底部为两个铰接端,并对应铰接有两个铰接块031。丝杆机构设置于安装框架1,并处于放置部分011下方,包括双向丝杆4、带动双向丝杆4转动的电机一7、两个移动块5、两个安装块6。两个安装块6分别固定连接于安装框架1的前、后侧面,双向丝杆4的两端分别转动连接于两个安装块6,两个移动块5的顶面和放置部分011底面贴合,两个移动块5分别设置有配合双向丝杆4两个螺纹部分的丝杆螺母。前侧的两个铰接块031固定连接于前侧的移动块5,后侧的两个铰接块031固定连接于后侧的移动块5。双向丝杆4转动,驱动两个升降架3运动。
25.四个导向条8分别设置于安装框架1的四个竖直条上,且导向条8和安装框架1之间设置有弹簧085、电磁铁086。弹簧085、电磁铁086用于使导向条8具有内侧限位和外侧限位。
26.如图1和图7所示,结合导向条8的设计,优选地,前侧的两个导向条8底部设置有凸起柱二081,在导向条8处于外侧限位状态时,凸起柱二081处于滑槽0111外侧;在导向条8处于内侧限位、底板2放置于放置部分011的状态下,凸起柱二081挡住滑槽0111,并抵住底板2的前侧面。在压紧过程中,凸起柱二081对底板2进行限位,防止其向前偏移。
27.回到图4所示,压板9处于底板2上方,压板9的底面设置有若干对应圆形槽021的插柱091,压板9左、右侧面对应导向条8的位置均设置有导向槽093,压板9左、右侧面的中间位置还均设置有一个连接点位092,两组升降架3的顶部的铰接点分别铰接于两个连接点位092。这样,导向条8处于内侧限位的状态下,导向条8和导向槽093配合,升降架3带动压板9上下移动;导向条8处于外侧限位的状态下,导向条8和导向槽093分离,设计好升降架3,使压板9可以上升到合适的高度,使得压板9可以转动。
28.结合压板9需要转动,同时有需要保证一次性加工的化妆瓶盖数量,优选地,底板2、压板9均呈长方形,左右两侧对应两个宽,前后两侧对应两个长。即两组升降架3分别和压板9宽对应的侧面连接,方便压板9的转动。
29.如图5和图6所示,结合导向条8在内侧限位、外侧限位的作用,优选地,每个导向条8的外侧面设置有两个凸起柱一,安装框架1的四个竖直条对应设置有供凸起柱一穿出的通孔,两个凸起柱一的穿出端部固定连接有同一连接块082;具体地,可以在导向条8上设置两个螺纹孔,在连接块082上设置两个穿出孔,通过螺栓083,穿过连接块082,再套接套筒084,最后和导向条8螺纹连接,套筒084即作为上述的凸起柱一;电磁铁086设置于连接块082的内侧面,并处于两个凸起柱一之间;弹簧085数量也为两个,分别套接于两个凸起柱一,并处于连接块082和竖直条之间。这样,在电磁铁086吸附安装框架1时,导向条8处于内侧限位,和压板9配合,相比弹簧085,依靠电磁铁086,可以使导向条8和导向槽093配合更加稳定。
30.齿条10换向机构设置于安装框架1顶部,并对应齿轮095,齿条10换向机构包括齿条10、电机二11。安装框架1顶部的对应位置设计有条形通槽,齿条10滑动连接于条形通槽内,且齿条10的上下两面均带有齿。电机二11固定连接于安装框架1,其输出轴和齿轮095齿条10齿轮095配合。在导向条8处于外侧限位、压板9上移至齿轮095配合齿条10的状态下,电机二11带动齿条10移动,继而带动压板9翻转。
31.另外,结合图4、图6、图7所示,压板9的前侧面或者后侧面设置有凸起块094,在压板9上移至齿轮095配合齿条10的状态下,凸起块094抵住安装框架1顶面对应的水平条。直接通过电机带动压板9转动,需要通过电机转动的角度,来控制压板9翻转,设置凸起块094后,凸起块094起到限位作用,方便控制好压板9的翻转。
32.简述本实用新型的工作过程:
33.s1、导向条8处于外侧限位、压板9上移至齿轮095配合齿条10,同时压板9未设置插柱091的一面朝下,将放置有化妆瓶盖的底板2插入放置部分011,化妆瓶盖内放置有垫片;
34.s2、导向条8移动至内侧限位,压板9下移,将所有化妆瓶盖完全压入圆形槽021,使所有的化妆瓶盖顶面对齐;
35.s3、压板9上移,导向条8移动至外侧限位,压板9翻转;
36.s4、导向条8移动至内侧限位,压板9下移,插柱091插入化妆瓶盖,将垫片压紧;
37.s5、压板9上移,导向条8移动至外侧限位,压板9翻转,取出底板2。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1