一种接触网作业车随车智能工具柜的制作方法
1.本实用新型涉及智能工具柜领域,更具体地说是一种接触网作业车随车智能工具柜。
背景技术:
2.接触网作业车随车工具数量大,种类多,材质、外形多样。接触网作业车作业环境复杂,车辆物资数量多,随车工具使用频率高,容易丢失损坏。对车辆本身及其他车辆的行车造成巨大的安区隐患。
3.工具人工盘点有可能遗漏或失误,增加了管理难度,增加作业人员的工作强度。
4.对于作业现场工具的情况,主要靠现场作业人员的自觉性,上位管理人员无法及时了解每一辆接触网作业车工具柜的工具状态。
5.接触网作业车工具管理中,由作业人员自行保管,这种工具管理方式信息化程度低,极易造成工具丢失而不能及时发现,作业人员及管理人员无法及时了解工具数量及状态。
6.现有的系统无法确认工具的借用/使用人员信息是否与系统记录的人员信息匹配,是否有人借用他人账户密码登录系统,使系统产生错误记录。
技术实现要素:
7.为了克服现有技术的上述缺陷,本实用新型提供一种接触网作业车随车智能工具柜。
8.主要用于接触网作业车的随车工具的管理,工具智能管理是一种非常适合接触网作业车的解决方案。
9.接触网作业车工具管理系统及电气、检测等技术为一体,可以进行集中化、智能化管理。监测车辆工具状态,最大限度确接触网作业车保证工具处于可控状态。
10.方便存取、缺失提示报警,提示使用人员将借出工具及时归还的功能。可减少工具遗失,减少由于工具失控原因而造成的损失。
11.本发明可将接触网作业车工具状态传输至管理人员电脑,使管理者对工具的状态清楚,可以提示使用人员将工具及时归还。
12.用该系统的目的是使管理者对作业车工具库存、使用情况始终处于有效监控的状态,方便接触网作业车作业管理,防止工具丢失,有利于工具的有效利用,避免工具管理不当造成的损失,更重要的是防止由于工具遗忘在轨道上造成的安全事故,防患于未然。
13.工具的出入库检测与视频监控结合。视频监控进行日常监控录制,当检测到有人员借用/归还工具是,对画面中人员进行人脸识别,判断该人员身份并与系统中的人员信息进行对比及确定,将借出工具用人员信息绑定,促使借用人员及时归还工具,方便工具借用历史追溯。
14.为实现上述目的,本实用新型提供如下技术方案:
15.一种接触网作业车随车智能工具柜,包括柜体,所述柜体上设置有10个抽屉个,其中9个为工具存放抽屉1,1个为用于安装电气元件的电气安装抽屉8;所述抽屉通过带阻尼的导轨5与柜体滑动连接;工具存放抽屉前面设有有资料盒2、拉手3、指示灯4,抽屉后部安装有电控锁6;电气安装抽屉8位于柜体最顶层,抽屉面上嵌入安装触摸屏9及视频摄像头22,触摸屏9用于查看工具信息及操作其它9个工具存放抽屉的打开;视频摄像头22用于人脸识别及记录抽屉打开时间段的视频录制;电气安装抽屉内安装有外接电源、超高频读写器、i/o模块通讯,超高频读写器15的db9口与触摸屏通讯,将检测到的工具信息显示在触摸屏9上,触摸屏9显示每个抽屉的具体工具情况;触摸屏与i/o模块通讯,在触摸屏9点击抽屉开关,触摸屏9将数据传输给i/o模块,i/o模块的触点闭合或者打开控制电控锁6的线圈接通或者断开,电控锁6线圈接通时工具存放抽屉1打开;工具存放抽屉1内底部安装天线10,天线10连接通过天线螺丝21固定孔用螺丝固定于抽屉底部;工具放置模17放在天线上部,工具放置在模具内;工具放置模17采用工具仿形开孔18,工具仿形开孔18内放置有工具,在工具20上加装19电子标签。
16.资料盒2内放置抽屉内所存放工具清单,注明抽屉内工具名称及编号,便于工作人员查找工具。
17.电控锁6安装在抽屉后部下方,用于抽屉自动打开。
18.所述柜体上开设有进线孔7。
19.每个工具存放抽屉上安装有指示灯4,工具存放抽屉1面上的指示灯的控制信号来自读写器的端子接口,分别接至每个工具存放抽屉的指示灯线圈,抽屉内工具缺失时亮红灯。
20.工具放置模17外型尺寸统一,可根据实际需求调整工具放置位置。
21.外接电源14为dc24v转dc12v电源模块,有短路保护、过载保护、过压保护功能;外接电源14连接至超高频读写器15的电源接口13。
22.超高频读写器15有多个数据接口,包括:通讯接口 rs-232/rs485/tcp/ip/韦根 26/韦根 34/ wifi/蓝牙、rs232/485接口11、rj45接口12,电源接口13;rs232/485接口11为db9,用于计算机串行接口外设连接,可进行设备调、试程序传输;rj45接口12为网卡接口,支持10兆和100兆自适应的网络连接速度,用于数据通信设备调试。
23.本实用新型的技术效果和优点:
24.视频摄像头可视频识别人员信息,并与工具检测联动,带有电子标签的工具借入/借出记录与借用人员信息绑定,便于工具管理,精确到人。
25.采用rfid技术,根据不同材质选择不同型号的电子标签,金属工具采用抗金属rfid标签,抗金属rfid标签可以在高温环境中工作,性能稳定。电子标签体积小、形状多样,可根据不同工具选择不同体积的电子标签。不同外形工具可根据实际情况安装多个电子标签,电子标签编号可以修改,就多个电子标签修改成一样的编号记录在系统内部。
26.快速扫描,工具柜可同时辨识读取数个(大于50个/s)rfid标签,有利于降低工作人员的劳动强度。有利于接触网作业车工具管理、减少意外发生。
27.抗干扰性超强,能在极其恶劣的环境下工作,并且有着极强的穿透力,能够快速识别且同时读取多个标签。可以做到穿透性和无屏障阅读。
28.使用寿命长,rfid标签形态各异,封装精密,抗干扰性强,rfid标签不易被破坏。
29.安全性高,rfid承载的是电子式信息,标签数据可以进行算法加密,其数据内容可经由密码保护,使其内容不易被伪造及变造。提高管理工具的安全性。
[0030] rfid标签则可以重复地新增、修改、删除rfid卷标内储存的数据,方便信息的更新。
[0031]
系统会根据待检的工具所设定的周期和执行期限,进行自动提醒,无需人工关注提醒,大大减轻工作人员的工作量及避免漏检等安全事故。
附图说明
[0032]
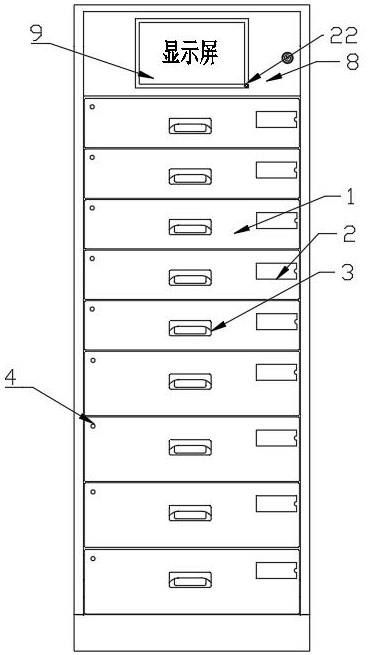
图1为本实用新型整体的前面结构示意图;
[0033]
图2为本实用新型整体的侧面结构示意图;
[0034]
图3为柜体上的进线孔的结构示意图;
[0035]
图4为电气安装抽屉示意图结构示意图;
[0036]
图5为天线安装结构示意图;
[0037]
图6为工具存放抽屉结构示意图;
[0038]
图7为模具开孔结构示意图;
[0039]
图8为电气原理图;
[0040]
图9为电控锁接线图;
[0041]
图10为读写器接线图;
[0042]
图11为人脸识别示意图。
[0043]
图中,1工具存放抽屉、2资料盒、3拉手、4指示灯、5导轨、6电控锁、7进线孔、8电气安装抽屉、9触摸屏、10天线、11 rs232/485接口、12 rj45接口、13电源接口、14外接电源、15超高频读写器、16馈线、17工具放置模、18工具仿形开孔、19电子标签、20工具、21天线螺丝固定孔、22摄像头。
具体实施方式
[0044]
下面将对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0045]
实施列一
[0046]
rfid智能工具柜采用抽屉式布局,单个柜体含抽屉数量10个,其中9个抽屉存放工具,1个用于安装电气元件的电气安装抽屉8。
[0047]
柜体上有进线孔7,抽屉通过带阻尼导轨5与柜体连接,工具存放抽屉1面上有资料盒2、拉手3、指示灯4,抽屉后部安装有电控锁6,资料盒2内放置抽屉内所存放工具清单,注明抽屉内工具名称及编号,便于工作人员查找工具。电控锁6安装在抽屉后部下方,用于抽屉自动打开。电气安装抽屉8位于柜体上部,抽屉面上镶嵌触摸屏9及视频摄像头22,触摸屏9用于查看工具信息及操作其它9个抽屉的打开。视频摄像头22用于人脸识别 及记录抽屉打开时间段的视频录制。
[0048]
每个抽屉面上安装有指示灯4,工具存放抽屉1面上的指示灯的控制信号来自读写
器的端子接口,分别接至每个抽屉的指示灯线圈,抽屉内工具缺失时亮红灯。
[0049]
工具存放工具存放抽屉1内底部安装天线10,天线10连接通过天线螺丝固定孔21用螺丝固定于抽屉底部;工具17放置模放在天线上部,工具放置在模具内。
[0050]
抽屉内工具17放置模外型尺寸统一,可根据实际需求调整工具放置位置。工17具放置模采用工具仿形开孔18,确保工具位置不放错。在工具20上加装电子标签19,工具放置在工具仿形开孔内18。
[0051]
在电气安装抽屉8内安装有超高频读写器15,超高频读写器15通过馈线16与其余9个抽屉内安装的天线10连接;
[0052]
超高频读写器15多协议兼容、分体式设计、可外接十六路天线、读取速率快、多标签识读。支持iso18000-6b,iso18000-6c(epc gen2)协议。读卡提示 蜂鸣器和 led指示灯。电源电压 dc9v,极限 24v 工作电流 0.5a 最大 1.2a。
[0053]
超高频读写器15有丰富的数据接口通讯接口 rs-232/rs485/tcp/ip/韦根 26/韦根 34/ wifi/蓝牙。rs232/485接口11、rj45接口12,电源接口13。rs232/485接口11为db9,用于计算机串行接口外设连接,可进行设备调、试程序传输。rj45接口12为网卡接口,支持10兆和100兆自适应的网络连接速度,用于数据通信设备调试。
[0054]
超高频读写器15的检测距离 与外接天线的增益有关,可通过设置调整检测距离。射频功率 0~30dbm,可调。工作频率 标准配置 ism 902~928mhz 和 ism 865~868mhz 可选,可定制其它频段,工作方式为广谱跳频(fhss)。
[0055]
外接电源14为dc24v转dc12v电源模块,有短路保护、过载保护、过压保护功能。外接电源14连接至超高频读写器15的电源接口13。
[0056]
rfid19电子标签:
[0057]
由耦合元件及芯片组成,每个标签有唯一的电子编码,高容量电子标签有用户写入区附着在物体上标识目标对象;采用超高频抗金属无源电子标签,寿命长,免维护,适应性强
[0058]
rfid智能工具柜的工作过程是,到货对所有20工具进行加装rfid19电子标签,根据不同工具的外观选择不同尺寸的标签,利用手持终端/发卡器设备扫描射频标签进行数据采集,手持终端发卡器扫描到标签id,现场对标签id和工具进行绑定操作。
[0059]
手持终端/发卡器将绑定后的数据发送到上位平台pc端,上位平台pc端将数据记录在上位软件数据库,上位软件生产表单并显示工具状态、工具的名称、规格型号等信息。手持式终端可以通过wifi/4g/5g/等网络方式与上位平台pc端通讯;
[0060]
发卡器直接与上位平台pc端通过rs232/rs485/rj45接口通讯。
[0061]
超高频读写器15通过负载调制的方式进行工作。也就是通过超高频读写器15上的负载电阻的接通和断开促使读写器天线上的电压发生变化,实现用远距离感应器对天线电压进行振幅调制。使绑定rfid19电子标签的20工具进入或离开天线检测范围形成负载电压的接通和断开,从而产生负载电压的变化,这些电压变化数据就能够从感应器传输到超高频读写器15。
[0062]
超高频读写器15的信号经过rfid天线10放大,调成无线电频率的电磁场,把数据从附着在物品上的标签上传送出去,以自动辨识与追踪20工具。rfid天线10在识别时从识别器发出的电磁场中就可以得到能量,并不需要电池;也有标签本身拥有电源,并可以主动
发出无线电波(调成无线电频率的电磁场)。标签包含了电子存储的信息,数米之内都可以识别。
[0063]
当超高频读写器15检测到数据后读卡提示蜂鸣器和 led灯提示。
[0064]
超高频读写器15的数据通信经过rj45接口11执行tcp/ip协议传输到上位平台pc端,超高频读写器15网络将检测到的rfid19电子标签信息传递至上位平台pc端,进行数据记录。
[0065]
超高频读写器15的db9口与触摸屏通讯,将检测到的工具信息显示在触摸屏9上,触摸屏9显示每个抽屉的具体工具情况。
[0066]
触摸屏9上可操作抽屉的打开。触摸屏与i/o模块通讯,在触摸屏9点击抽屉开关,触摸屏9将数据传输给i/o模块,i/o模块的触点闭合或者打开控制电控锁6的线圈接通或者断开,电控锁6线圈接通时工具存放抽屉1打开。
[0067]
抽屉打开时,视频监控及人脸识别功能启动,判断工具借用人员信息。
[0068]
摄像头视频识别人员信息,并与工具检测联动,带有电子标签的工具借入/借出记录与借用人员信息绑定,便于工具管理,精确到人。
[0069]
系统对电子标签的出入库进行记录,并记录借用人员信息。每日施工完成后系统进行盘点工作,盘点结果与系统原始记录进行对比,得到盘点结果。如有缺失工具,系统提示工具缺失信息,工具缺失信息包括该物资的名称、序号、存放位置、出库时间、借用人员信息、及借用物资时段的视频录像、还可以追溯改物资的历史出入库记录。
[0070]
实施例二
[0071]
通过工具携带rfid智能标签实现对工具进行及时的防伪、跟踪、监控、报警和管理。系统的技术平台是基于无源射频识别(rfid)技术,集无线通信技术、计算机软、硬件、和视频监控、人脸识别技术、自动控制技术的综合应用。通过对目标进行非接触式信息采集处理,实现对工具在不同环境下的工具自动识别。结合视频监控及人脸识别技术,从而实现目标的自动化管理。
[0072]
rfid是radio frequency identification的缩写,即射频识别,常称为感应式电子晶片或近接卡、感应卡、非接触卡、电子标签、电子条码等等,是一种非接触的自动识别技术,其基本原理是利用射频信号和空间耦合(电感或电磁耦合)或雷达反射的传输特性,实现对被识别物体的自动识别,识别工作无须人工于预,工作于各种恶劣环境。rfid技术可识别高速运动物体并可同时识别多个电子标签,操作快捷方便。
[0073]
数据可读写(readandwrite)。通过rfidreader(读写器)进行信息摄入,无需手动录入或登记信息操作,且可同时处理多标签(tag)读写器宜可将数据信息写入标签。
[0074]
易于控制的形状要求。rfid标签在读取上并没有过分的外观尺寸限制要求,与常规印制纸张不同,标签芯片体积很小,不存在需记载信息所需的记录面积,可适应各类工器具需求。
[0075]
外界抗性强。普通纸张载体容易污损,特别受水渍、油渍及腐蚀性物质的影响较大,而rfid标签自身对外界异常情况渴求度不是太高,足以满足恶劣坏境,也能确保信息不丢失。
[0076]
复写特性。区别于常规信息记录载体手段,rfid标签记录数据多为电子化信息数据,具备反复擦写,具有较强回收价值,并且能大大降低维护保养成本。
[0077]
载波传输能力强。rfid射频技术是以射频波段进行反射传输,即使再无光线暗室或可透波物质覆盖情况下,依旧具备传输能力。但可阻波段的金属材质对其影响较为敏感。
[0078]
第载体记忆量大。电子信息数据的储存仅仅只需要载体自身规格能够满足足够记忆量容积的要求。随着技术成熟及推广,对应的信息数据会变的更加丰富,比起常规纸张记载信息要优越很多。
[0079]
rfid射频技术,其原理为阅读器与标签之间进行非接触式的信息采集、数据通信,无需可视的自动识别目标的技术,它通过射频信号自动识别目标对象并获取识别数据,无需人工干涉。rfid是物联网领域的新兴技术,具有扫描速度快、可穿透扫描、抗污染能力和耐久性强、数据存储容量大、体积小等优点。
[0080]
以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1