一种床芯与边框组装定位机构的制作方法
1.本实用新型涉及自动化机械设备领域,尤其涉及一种床芯与边框组装定位机构。
背景技术:
2.目前,组成床垫的物料有支撑簧、边框以及床芯,支撑簧与边框分别通过卡钉的方式安装在床芯上,卡钉好后,形成床垫,再在床垫上胶接垫层。
3.进行组装操作前,外部上料机构依次按照下边框、床芯以及上边框的上料顺序放置在组装工位,方便后续将上边框与下边框分别与床芯进行卡钉,现有的组装台缺乏床芯与边框的定位装置,在后续组装卡钉过程中经常会出现床芯与边框卡钉位置偏移的现象,导致床芯与边框组装效率低下。
4.因此,需要提供一种床芯与边框的组装定位机构来解决上述问题。
技术实现要素:
5.为克服上述缺点,本实用新型的目的在于提供一种床芯与边框组装定位机构,保证床芯与边框卡钉组装位置精确,提高组装效率。
6.为了达到以上目的,本实用新型采用的技术方案是:一种床芯与边框组装定位机构,包括床垫放置架以及边框滑台;所述边框滑台上活动设置有一龙门架,所述龙门架移动时,能带动其上的床芯推板向靠近或远离床垫放置架的方向移动,所述床垫放置架四周边沿均设置有多个与所述床芯推板位置相对应的定位组件,所述定位组件包括边线托板,所述边线托板上设置有用于限定下边框放置位置的v槽。
7.进一步的,所述边线托板固设在床垫放置架上,所述边线托板还包括与靠近所述v槽设置的磁铁以及用于支撑床芯的托架,当床芯放置在床垫放置架上时,所述边线托板能稍微托起床芯边沿,使床芯边沿与下边框靠近,便于后续的卡钉,所述v槽用于初步定位下边框,所述下边框材质为金属材质,因此,当所述下边框放置在v槽内时会被磁铁吸住,避免下边框在v槽内发生移动,保证后续下边框与床芯的卡钉效率。
8.进一步的,所述龙门架长度方向的两端底部均通过移动滑轨与边框滑台相连接,所述移动滑轨长度方向所在的直线与龙门架朝向床垫放置架移动的方向相一致,通过设置移动滑轨对所述龙门架的移动方向进行导向,保证龙门架上的床芯推板在推向床芯时不会发生位置偏移,使位于床芯四周的床芯推板均能同时抵压床芯,并将床芯推压成所需的标准尺寸。
9.进一步的,所述边框滑台上沿所述移动滑轨的长度方向设置有有位移气缸,所述位移气缸活塞杆伸缩驱动所述龙门架沿位移滑轨往返移动,通过设置位移气缸能够自动推动龙门架沿位移滑轨往返移动,无需工作人员手动推动控制床芯推板的工作状态,降低工作人员的劳动强度。
10.进一步的,所述床芯推板沿龙门架的长度方向设置,且通过多个推板支撑板与龙门架的上部固定连接,确保床芯推板在移动过程中的稳定性,使其能对床芯均匀施压。
11.进一步的,所述床芯推板具体位于所述龙门架上靠近床垫放置架的一侧,当推动龙门架向靠近床芯的方向移动时,床芯推板能逐步贴近床芯并对床芯进行抵压。
12.进一步的,所述床垫放置架的四周均设置有一边框滑台,通过在所述床垫放置架的四周均设置定位组件以及床芯推板,有效提高对床芯与边框的定位以及后续的加工效率。
13.本实用新型的有益效果:
14.本实用新型通过边框滑台、龙门架、床芯推板以及定位组件的相互配合,通过龙门架带动其上的床芯推板向床垫放置架移动,能够将床芯推压成所需的标准尺寸;通过定位组件上的v槽定位下边框的放置位置,下边框始终处于v槽内,确保床芯与边框进行卡钉组装的位置精确,同时有效提高床芯与边框的组装效率。
附图说明
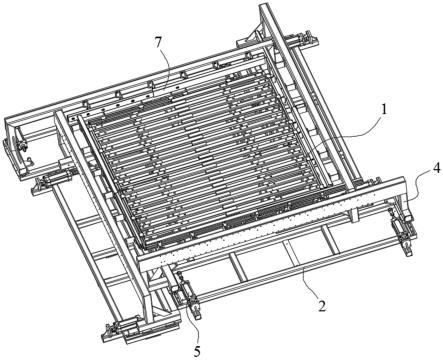
15.图1为本实用新型一实施例的整体结构轴侧图;
16.图2为本实用新型一实施例的部分结构轴侧图;
17.图3为图2中a的放大结构示意图;
18.图中:1、床垫放置架;2、边框滑台;3、移动滑轨;4、龙门架;5、位移气缸;6、推板支撑板;7、床芯推板;8、定位组件;81、边线托板;811、v槽;812、托架;813、磁铁。
具体实施方式
19.下面结合附图对本实用新型的较佳实施例进行详细阐述,以使本实用新型的优点和特征能更易于被本领域技术人员理解,从而对本实用新型的保护范围做出更为清楚明确的界定。
20.参见附图1至3所示,本实施例中的一种床芯与边框组装定位机构,包括床垫放置架1以及边框滑台2;所述边框滑台2上活动设置有一龙门架4,所述龙门架4移动时,能带动其上的床芯推板7向靠近或远离床垫放置架1的方向移动,当床芯推板7远离床垫放置架1时,便于外部机械设备将床芯放置在床垫放置架1上,待床芯放置完成后,床芯推板7靠近床芯并在龙门架4的作用下对床芯四周施加压力,将床芯抵压成所需的标准尺寸;所述床垫放置架1四周边沿均设置有多个与所述床芯推板7位置相对应的定位组件8,所述定位组件8包括边线托板81,所述边线托板81上设置有用于限定下边框放置位置的v槽811,与床芯底部卡钉组装的下边框通过多个v槽811进行定位,保证下边框与床芯卡钉的精确度,上边框则直接由外部设置的机械手夹持定位。
21.推动龙门架4沿边框滑台2的宽度方向往返移动,从而使其带动其上的床芯推板向靠近或远离床垫放置架1的方向移动,当朝向靠近床垫放置架1的方向移动时,能够将床芯推压成所需的标准尺寸;通过定位组件8上的v槽811定位下边框的放置位置,下边框始终处于v槽811内,确保床芯与边框进行卡钉组装的位置精确,同时有效提高床芯与边框的组装效率。
22.参见附图3,所述边线托板81固设在床垫放置架1上,所述边线托板81还包括与靠近所述v槽811设置的磁铁813以及用于支撑床芯的托架812,当床芯放置在床垫放置架1上时,所述边线托板81能稍微托起床芯边沿,使床芯边沿与下边框靠近,便于后续的卡钉,所
述v槽811用于初步定位下边框,所述下边框材质为金属材质,因此,当所述下边框放置在v槽811内时会被磁铁813吸住,避免下边框在v槽811内发生移动,保证后续下边框与床芯的卡钉效率。
23.参见附图1,所述龙门架4长度方向的两端底部均通过移动滑轨3与边框滑台2相连接,所述移动滑轨3长度方向所在的直线与龙门架4朝向床垫放置架1移动的方向相一致,通过设置移动滑轨3对所述龙门架4的移动方向进行导向,保证龙门架4上的床芯推板7在推向床芯时不会发生位置偏移,使位于床芯四周的床芯推板7均能同时抵压床芯,并将床芯推压成所需的标准尺寸。
24.参见附图1至2,所述边框滑台2上沿所述移动滑轨3的长度方向设置有有位移气缸5,所述位移气缸5活塞杆伸缩驱动所述龙门架4沿位移滑轨往返移动,通过设置位移气缸5能够自动推动龙门架4沿位移滑轨往返移动,无需工作人员手动推动控制床芯推板7的工作状态,降低工作人员的劳动强度。
25.参见附图1至2,所述床芯推板7沿龙门架4的长度方向设置,且通过多个推板支撑板6与龙门架4的上部固定连接,确保床芯推板7在移动过程中的稳定性,使其能对床芯均匀施压。
26.所述床芯推板7具体位于所述龙门架4上靠近床垫放置架1的一侧,当推动龙门架4向靠近床芯的方向移动时,床芯推板7能逐步贴近床芯并对床芯进行抵压。
27.参见附图1,所述床垫放置架1的四周均设置有一边框滑台2,通过在所述床垫放置架1的四周均设置定位组件8以及床芯推板7,有效提高对床芯与边框的定位以及后续的加工效率。
28.工作原理:外部上料机构将下边框、床芯以及上边框依次叠放至床垫放置架1上,当床芯放置完成后,所述位移气缸5开始工作,活塞杆伸出,推动龙门架4沿移动滑轨3向前移动,所述龙门架4上设置的床芯推板7向前移动,将床芯推压成所需的标准尺寸;所述下边框卡入边线托板81上的v槽811内,通过多个v槽811对整个下边框进行定位,其中所述下边框属于金属材质,因此,能被边线托板81上的磁铁813吸住,防止下边框在v槽811内发生移动,上边框则通过外部设置的机械手夹持放置在床芯上,且在后续的上边框与床芯的卡钉过程中机械手始终夹住上边框,实现上边框与下边框的定位,保证上边框与下边框在后续进行与床芯的卡钉操作时不会发生位置移动,保证床芯与边框组装的效率。
29.以上实施方式只为说明本实用新型的技术构思及特点,其目的在于让熟悉此项技术的人了解本实用新型的内容并加以实施,并不能以此限制本实用新型的保护范围,凡根据本实用新型精神实质所做的等效变化或修饰,都应涵盖在本实用新型的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1