一种活塞连杆支座生产用定位工装的制作方法
1.本实用新型涉及活塞加工的技术领域,特别是涉及一种活塞连杆支座生产用定位工装。
背景技术:
2.活塞连杆组将活塞的往复运动变为曲轴的旋转运动,同时将作用于活塞上的力转变为曲轴对外输出转矩,以驱动汽车车轮转动。它是发动机的传动件,它把燃烧气体的压力传给曲轴,使曲轴旋转并输出动力。活塞连杆组主要由活塞、活塞环、活塞销、连杆及连杆轴瓦等组成。
3.其中活塞连杆支座作为活塞内部连接的重要组件,在加工过程中需要进行工装夹持下的一系列打磨抛光工艺,现有的工装仅具备固定作用,在更换位置加工时,仍需进行工件本体重新定位,操作麻烦,可靠性差。
技术实现要素:
4.为解决上述技术问题,本实用新型提供一种方便对活塞连杆支座自动进行调节,以改变加工位置,减去重新装卸的工艺步骤,提高可靠性的一种活塞连杆支座生产用定位工装。
5.本实用新型的一种活塞连杆支座生产用定位工装,包括活动块、第一铰接架、第一铰接块、第一铰接轴、油缸、油缸杆、第二铰接块、第二铰接架、第二铰接轴、工装架、约束架、约束轴和活塞连杆支座夹具,活动块顶端右侧与第一铰接架底端相连接,第一铰接架内经第一铰接轴与第一铰接块活动连接,第一铰接块左端与油缸右端相连接,油缸左侧输出端与油缸杆右端滑动连接,油缸杆左端与第二铰接块右端相连接,第二铰接块在第二铰接架内部经第二铰接轴活动连接,第二铰接架顶端与工装架底端相连接,工装架中侧经约束轴与约束架上部活动连接,约束架连接在活动块顶端左侧,工装架顶端与活塞连杆支座夹具底端相连接。
6.本实用新型的一种活塞连杆支座生产用定位工装,还包括螺套和螺杆,活动块内部横侧设置有螺套,螺套内壁与螺杆外壁螺装连接,螺杆外侧连接驱动装置。
7.本实用新型的一种活塞连杆支座生产用定位工装,还包括注油嘴,油缸顶端左侧设置有注油嘴,注油嘴输出端与油缸内壁相连通。
8.本实用新型的一种活塞连杆支座生产用定位工装,还包括注油帽,注油嘴外侧可拆卸安装有注油帽。
9.本实用新型的一种活塞连杆支座生产用定位工装,还包括接触垫,活塞连杆支座夹具内侧的工件接触端连接有接触垫。
10.本实用新型的一种活塞连杆支座生产用定位工装,还包括信息牌,活塞连杆支座夹具前端左侧信息牌内端相连接。
11.本实用新型的一种活塞连杆支座生产用定位工装,所述第一铰接架、第一铰接块、
第二铰接块、第二铰接架、工装架和约束架均设置为硬质钢合金材质。
12.本实用新型的一种活塞连杆支座生产用定位工装,所述第一铰接架、第一铰接块、第二铰接块、第二铰接架、工装架和约束架表面涂有防锈油漆。
13.与现有技术相比本实用新型的有益效果为:首先由活塞连杆支座夹具对活塞连杆支座毛坯件进行固定,之后通过油缸控制油缸杆伸缩,当油缸杆伸出时,经第一铰接块在第一铰接架内由第一铰接轴约束,以及第二铰接块在第二铰接架内由第二铰接轴约束,使油缸与油缸杆整体偏移,并使工装架经约束轴在约束架约束下进行一定角度的翻转,进而经活塞连杆支座夹具带动毛坯件翻转,并依据活动块横移适应加工位置,进而方便其他位置加工,方便对活塞连杆支座机自动进行调节,以改变加工位置,减去重新装卸的工艺步骤,提高可靠性。
附图说明
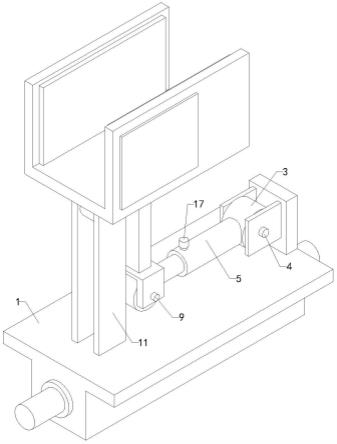
14.图1是本实用新型的结构示意图轴视图;
15.图2是本实用新型图1的前视图;
16.图3是本实用新型图1的左视图;
17.附图中标记:1、活动块;2、第一铰接架;3、第一铰接块;4、第一铰接轴;5、油缸;6、油缸杆;7、第二铰接块;8、第二铰接架;9、第二铰接轴;10、工装架;11、约束架;12、约束轴;13、活塞连杆支座夹具;14、螺套;15、螺杆;16、注油嘴;17、注油帽;18、接触垫;19、信息牌。
具体实施方式
18.下面结合附图和实施例,对本实用新型的具体实施方式作进一步详细描述。以下实施例用于说明本实用新型,但不用来限制本实用新型的范围。
19.如图1至图3所示,本实用新型的一种活塞连杆支座生产用定位工装,包括活动块1、第一铰接架2、第一铰接块3、第一铰接轴4、油缸5、油缸杆6、第二铰接块7、第二铰接架8、第二铰接轴9、工装架10、约束架11、约束轴12和活塞连杆支座夹具13,活动块1顶端右侧与第一铰接架2底端相连接,第一铰接架2内经第一铰接轴4与第一铰接块3活动连接,第一铰接块3左端与油缸5右端相连接,油缸5左侧输出端与油缸杆6右端滑动连接,油缸杆6左端与第二铰接块7右端相连接,第二铰接块7在第二铰接架8内部经第二铰接轴9活动连接,第二铰接架8顶端与工装架10底端相连接,工装架10中侧经约束轴12与约束架11上部活动连接,约束架11连接在活动块1顶端左侧,工装架10顶端与活塞连杆支座夹具13底端相连接;首先由活塞连杆支座夹具13对活塞连杆支座毛坯件进行固定,之后通过油缸5控制油缸杆6伸缩,当油缸杆6伸出时,经第一铰接块3在第一铰接架2内由第一铰接轴4约束,以及第二铰接块7在第二铰接架8内由第二铰接轴9约束,使油缸5与油缸杆6整体偏移,并使工装架10经约束轴12在约束架11约束下进行一定角度的翻转,进而经活塞连杆支座夹具13带动毛坯件翻转,并依据活动块1横移适应加工位置,进而方便其他位置加工,方便对活塞连杆支座机自动进行调节,以改变加工位置,减去重新装卸的工艺步骤,提高可靠性。
20.本实用新型的一种活塞连杆支座生产用定位工装,还包括螺套14和螺杆15,活动块1内部横侧设置有螺套14,螺套14内壁与螺杆15外壁螺装连接,螺杆15外侧连接驱动装置;经驱动装置可使螺杆15转动,经螺杆15与螺套14螺装配合,可使活动块1精准横移,提高
可靠性。
21.本实用新型的一种活塞连杆支座生产用定位工装,还包括注油嘴16,油缸5顶端左侧设置有注油嘴16,注油嘴16输出端与油缸5内壁相连通;经注油嘴16可向油缸5内壁与油缸杆6连接处注油润滑,方便保养。
22.本实用新型的一种活塞连杆支座生产用定位工装,还包括注油帽17,注油嘴16外侧可拆卸安装有注油帽17;安装注油帽17后可对注油嘴16外部进行封闭防尘,提高可靠性。
23.本实用新型的一种活塞连杆支座生产用定位工装,还包括接触垫18,活塞连杆支座夹具13内侧的工件接触端连接有接触垫18;经接触垫18可使活塞连杆支座夹具13的工件接触端与工件接触,避免磕碰划伤,提高可靠性。
24.本实用新型的一种活塞连杆支座生产用定位工装,还包括信息牌19,活塞连杆支座夹具13前端左侧信息牌19内端相连接;经信息牌19可以显示该工装的基本信息、使用方法、注意事项等,方便阅读使用,提高便利性。
25.本实用新型的一种活塞连杆支座生产用定位工装,所述第一铰接架2、第一铰接块3、第二铰接块7、第二铰接架8、工装架10和约束架11均设置为硬质钢合金材质;增加第一铰接架2、第一铰接块3、第二铰接块7、第二铰接架8、工装架10和约束架11本体刚性,不易变形断裂损坏等,提高可靠性。
26.本实用新型的一种活塞连杆支座生产用定位工装,所述第一铰接架2、第一铰接块3、第二铰接块7、第二铰接架8、工装架10和约束架11表面涂有防锈油漆;避免第一铰接架2、第一铰接块3、第二铰接块7、第二铰接架8、工装架10和约束架11外部受氧化腐蚀,提高可靠性。
27.本实用新型的一种活塞连杆支座生产用定位工装,其在工作时,首先由活塞连杆支座夹具13对活塞连杆支座毛坯件进行固定,之后通过油缸5控制油缸杆6伸缩,当油缸杆6伸出时,经第一铰接块3在第一铰接架2内由第一铰接轴4约束,以及第二铰接块7在第二铰接架8内由第二铰接轴9约束,使油缸5与油缸杆6整体偏移,并使工装架10经约束轴12在约束架11约束下进行一定角度的翻转,进而经活塞连杆支座夹具13带动毛坯件翻转,并依据活动块1横移适应加工位置,进而方便其他位置加工。
28.本实用新型的一种活塞连杆支座生产用定位工装,其安装方式、连接方式或设置方式均为常见机械方式,只要能够达成其有益效果的均可进行实施;本实用新型的一种活塞连杆支座生产用定位工装的油缸杆6和活塞连杆支座夹具13为市面上采购,本行业内技术人员只需按照其附带的使用说明书进行安装和操作即可。
29.以上所述仅是本实用新型的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本实用新型技术原理的前提下,还可以做出若干改进和变型,这些改进和变型也应视为本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1