双振动出料的工件取放机械手装置的制作方法
本技术涉及关节轴承自动装配,特别涉及双振动出料的工件取放机械手装置。
背景技术:
1、在工业生产过程中,对于多个零部件组合在一起的需求是极其常见的,关节轴承成为最终的产品都是需要组合装配的,关节轴承是一种球面滑动轴承,其滑动接触面是一个内圈和一个外圈的相对配合,外圈具有杆部和圈体部,运动时可以在任意角度选择摆动,关节轴承在装配过程中圈体部受到内圈的挤压,将内圈压入圈体部内形成装配,由于大多关节轴承内圈体部是钢对钢接触的,所以可以直接通过压力机压入,对于关节轴承的装配传统的方式是通过半自动化的方式的,操作人员将关节轴承内圈放置在关节轴承圈体部上,然后放入冲床中进行压装,人工放置内圈会有一定的安全隐患,也存在效率低的问题。
2、现有的关节轴承实现了自动装配,关节轴承自动装配的设备主要包括机架和转盘,转盘平放设置于机架上,机架上沿转盘顺时针转动的方向依次设有外圈输送结构、内圈输送结构和压装结构,转盘上设有若干个周向间隔设置且供关节轴承外圈放置于内的夹具,外圈输送结构包括外圈输送轨道和第一机械手,外圈输送轨道处于机架的右端,外圈输送轨道从机架外延伸到机架右端后侧上,第一机械手处于外圈输送轨道的输出端和转盘之间,第一机械手以能够从外圈输送轨道移动到夹具上方的方式安装在机架上,内圈输送结构包括内圈输送轨道和第二机械手,内圈输送轨道处于机架的左端,内圈输送轨道的输出端延伸至机架的左端前侧,第二机械手处于转盘的前侧,第二机械手处于内圈输送轨道输出端的右侧,第二机械手以能够从内圈输送轨道输出端移动到夹具上方的方式安装在机架上,压装结构包括压装油缸和压头,压装油缸处于转盘的左侧上,压头安装在压装油缸上,压头处于夹具的上方;应用时,第一机械手将通过外圈输送轨道输出端上的外圈转送到夹具上,转盘顺时针转动,具有外圈的夹具转动到第二机械手下方,第二机械手将通过内圈输送轨道输送端上的内圈放到关节轴承外圈上方,转盘再次顺时针转动,所述压装油缸带动压头将关节轴承内圈压入正下方的关节轴承外圈中,从而实现关节轴承内圈和外圈的组装。
3、然而此种关节轴承自动装配的设备虽然实现了装配过程的自动化,但是需要采用多个机械手才能够实现内圈和外圈的组装,现有的装配设备都是需要多个机械手实现关节轴承全自动的装配,但是这样子就导致制造成本较高。
4、有鉴于此,本案发明人对上述问题进行深入研究,遂有本案产生。
技术实现思路
1、本实用新型的目的在于提供双振动出料的工件取放机械手装置,以解决现有的机械手装配设置在组装过程中需要采用多个机械手实现全自动装配导致制造成本高的问题。
2、为了达到上述目的,本实用新型采用这样的技术方案:
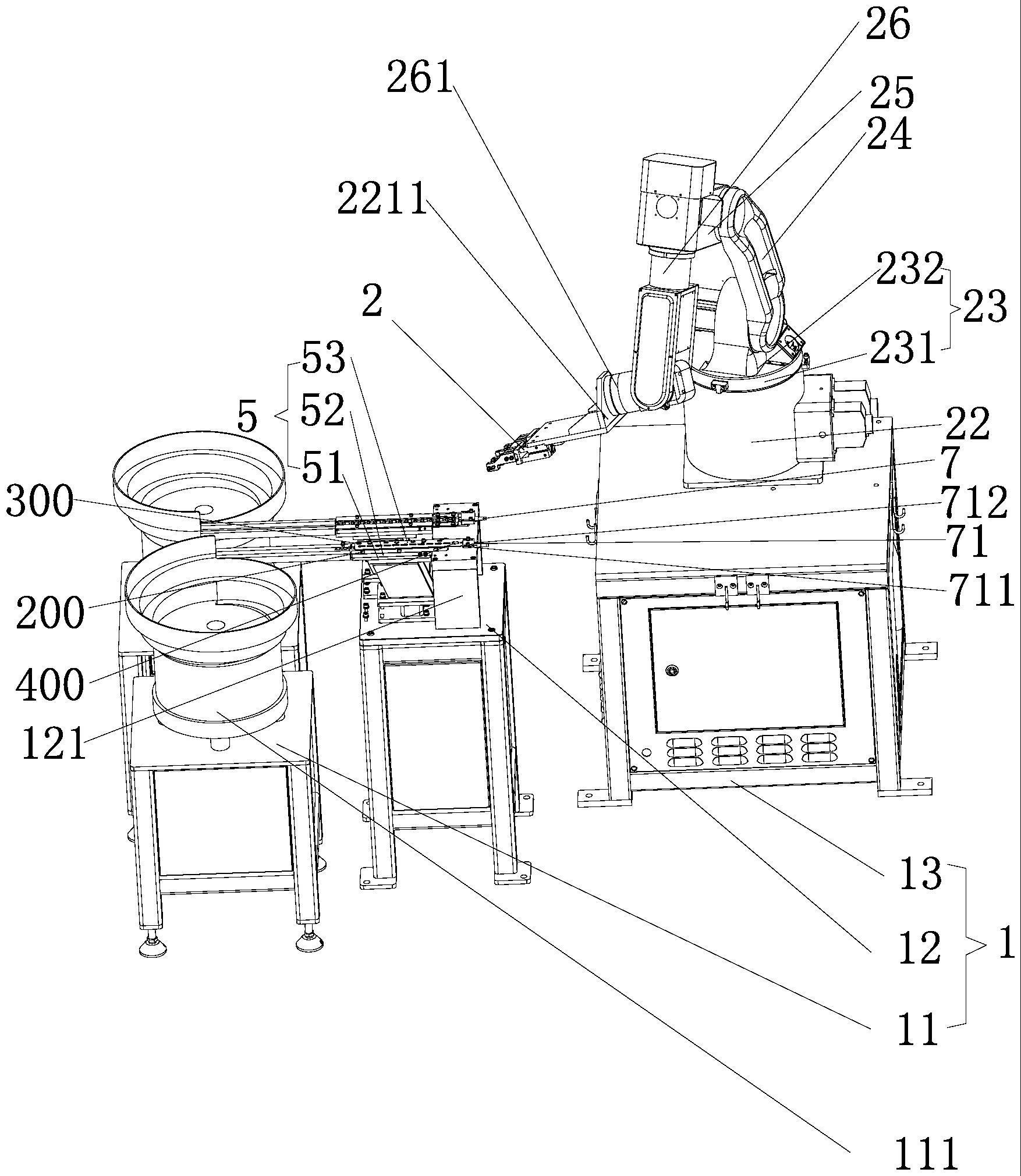
3、双振动出料的工件取放机械手装置,包括机架和处于机架上的机械手,机械手的输出端具有对工件进行夹持的夹持部,机架上设有外圈输送轨道和内圈输送轨道,所述外圈输送轨道的输出端具有第一平直输送段,内圈输送轨道的输出端具有第二平直输送段,第一平直输送段和第二平直输送段横向平行并排间隔设置,第一平直输送段的输出端下方设有将第一平直输送段内的外圈向上顶出第一平直输送段外的第一物料顶出机构,第二平直输送段的输出端下方设有将第二平直输送段内的内圈向上顶出第二平直输送段外的第二物料顶出机构,机械手输出端上安装有平放设置并能处于第一平直输送段和第二平直输送段上方的安装板,安装板朝向第一平直输送段和第二平直输送段的一侧设有两个横向间隔排列并横卧设置的手指气缸,安装板和手指气缸构成所述的夹持部。
4、还包括有立座,第一平直输送段和第二平直输送段通过龙门架安装在立座上,第一平直输送段和第二平直输送段的输送方向为左右方向,上述第一物料顶出机构和第二物料顶出机构竖立于龙门架的中空空间范围内,第一平直输送段处于第二平直输送段的后方,龙门架的顶面左侧后部向下凹设有供第一平直输送段的右端嵌设于内的第一嵌入凹槽,且所述第一物料顶出机构的输出端落入至第一嵌入凹槽范围内,龙门架的顶面左侧前部向下凹设有供第二平直输送段的右端嵌设于内的第二嵌入凹槽,且所述第二物料顶出机构的输出端落入至第二嵌入凹槽范围内,所述立座位于第一平直输送段下方和第二平直输送段下均设有直振装置,直振装置的下方设置有处于立座和直振装置之间的减震缓冲装置。
5、所述第一平直输送段具有后放置底板、后调节板和叠压板,后调节板设置有二块,二后调节板前后间隔设置并处于后放置底板的顶面上,两后调节板之间形成供外圈放置于内的外圈放置间距,所述后放置底板的顶面前后两侧设有第一螺丝固定孔,后调节板上对应于第一螺丝固定孔位置设有沿前后方向延伸的第一条形孔,后调节板通过第一安装螺栓依次穿过第一条形孔和第一螺丝固定孔以能前后调节的方式安装在后放置底板上,二所述后调节板的顶面上均安装有沿左右方向延伸的叠压板,两叠压板相对的一侧均落入至外圈放置间距范围内,二后调节板的右端均延伸出后放置底板的右侧外,所述后调节板的右端锁固在第一嵌入凹槽内,后放置底板的右侧与龙门架的左侧面相接触,所述第一物料顶出机构的输出端处于外圈放置间距范围内。
6、所述第一物料顶出机构具有外圈推动气缸和外圈推动杆,所述外圈推动气缸竖立设置在龙门架的中空范围并处于立座的顶面后侧上,外圈推动气缸的输出端朝上设置,所述外圈推动杆竖立设置于外圈推动气缸的输出端上,所述第一嵌入凹槽的槽底对应于推动杆上端位置处设有供外圈推动杆伸入外圈放置间距内的通口。
7、所述外圈推动杆具有调节板、第一推动杆和第二推动杆,调节板沿左右方向延伸放置并固定在外圈推动气缸的输出端上,第一推动杆和第二推动杆竖立设置并左右间隔分布,第一推动杆的下端嵌装于调节板的左端内,调节板的右端上设有沿左右方向延伸设置的条形通孔,条形通孔沿上下方向贯穿设置,第二推动杆的下端右侧固定有固定块,固定块上设有沿上下贯通的穿孔,所述调节板下方设有依次穿过条形通孔和穿孔并将固定块固定安装在调节板上的固定螺栓,第二推动杆的顶面向下凹设有对应于外圈杆体的外形的弧形凹口,所述龙门架上对应于第一推动杆处开设有供第一推动杆伸出的第一通口和对应于第二推动杆的位置处开设有供第二推动杆伸出内的第二通口,第一通口和第二通口构成上述通口。
8、所述第二平直输送段具有前放置底板、前调节板和挡板,所述前放置底板、前调节板和挡板均沿左右方向横卧设置,前调节板设置有二块,二前调节板处于前放置底板的顶面上并沿前后方向间隔设置,二前调节板之间形成供内圈放置于内的内圈放置间距,所述前放置底板的顶面前后两侧设有第二螺丝固定孔,所述前调节板上对应于第二螺丝固定孔位置设有沿前后方向延伸的第二条形孔,前调节板通过第二安装螺栓依次穿过第二条形孔和第二螺丝固定孔以能前后调节的方式安装在前放置底板上,前调节板的右端延伸出前放置底板的右侧外,所述前调节板右端锁固在第二嵌入凹槽内,前放置底板的右侧与龙门架的左侧面相接触,所述挡板叠放在其一前调节板上,所述挡板的一侧以能左右调节的方式锁固安装在前调节板、另一侧落入至内圈放置间距内,挡板的右端设有供内圈向上推出的圆形通孔,圆形通孔的孔径大于内圈的外径。
9、所述第二物料顶出机构具有内圈推动气缸和内圈推动杆,所述内圈推动气缸竖立处于第二嵌入凹槽的下方,内圈推动气缸的输出端朝上设置与圆形通孔相对位,所述内圈推动杆竖立设置于内圈推动气缸的输出端上,所述龙门架上对应内圈推动杆的位置设有供内圈推动杆伸入内圈放置间距内的贯通孔。
10、上述安装板呈长方形板体结构,安装板沿左右方向延伸且平放设置,两上述手指气缸处于安装板的底面左侧上且沿前后方向间隔设置,手指气缸的输出端朝左设置,手指气缸的两夹爪前后间隔设置,处于前侧的手指气缸的两夹爪对应于内圈放置间距上方,处于后侧的手指气缸的两夹爪对应于外圈放置间距上方。
11、所述龙门架的顶面右侧上对应于第一嵌入凹槽和第二嵌入凹槽处均向下凹设有沿左右方向延伸的条形凹槽,条形凹槽内设有沿左右方向横卧的靠位杆,靠位杆外套紧有锁固块,锁固块的上顶面凸设有叠压在龙门架顶面上的凸部,凸部以能左右调节锁固的方式安装在龙门架上。
12、本实用新型的一种双振动出料的工件取放机械手装置,应用时,将外圈和内圈分别有序输出至第一平直输送段和第二平直输送段上,外圈输出至第一平直输送段的输出端上,第一物料顶出机构向上推出外圈,内圈输送至第二平直输送段的输出端上,第二物料顶出机构向上推出内圈,利用夹持部同时夹住外圈和内圈至下一个工位组装;与现有技术相比,能够同时夹走外圈和内圈至下一个工位进行装配,无需使用多个机械手装置,解决现有的机械手装配设置在组装过程中需要采用多个机械手装置实现全自动装配导致制造成本高的问题。
- 还没有人留言评论。精彩留言会获得点赞!