一种PCB钻孔机自动换刀控制系统及方法与流程
本发明涉及钻孔机的换刀装置,尤其涉及一种pcb钻孔机自动换刀控制系统及方法。
背景技术:
1、pcb钻孔机是pcb板加工的主要加工设备,使用不同孔径的钻刀加工若干孔位来安装所需的器件,随着产品种类、数量的增多,加工逐渐压力增大,刀具磨损速度随之加快。一把新刀具从投入加工开始,到由于加工磨损导致刀具报废为止的切削时间总和称为刀具寿命。在pcb板加工时,为了保证刀盘上的刀具寿命足以保证加工完整趟板,会在刀具寿命用尽时或提前更换新刀具,特别的,若出现刀具规格检测不合格时也要提前更换刀具。这种刀具更换一般通过人工完成。目前,人工模式采用单个刀盒更换以及部分刀具单独更换两种方式。单个刀盒更换,需要人工将刀盒一个个取出再一个个更换,同理单个刀具的更换也要人工逐个更换。如果出现断刀的情况,则需人员专门前往、暂停钻孔机的工作,用工具将断刀从pcb板中取出并补上缺失的刀具,再重新开机工作。过度依赖人工的更换方式,工作效率相对较低,刀具更换的准确率和对刀具状态的检测均难以得到保证,所以需要一种能够自动监测并自动更换刀具的方法,来提高刀具更换的效率,实现对刀具的信息化管理。
技术实现思路
1、针对现有技术存在的上述问题,本发明提出了一种pcb钻孔机自动换刀控制系统及方法,能够自动完成钻孔机的上下刀盘任务,实时监测刀具信息,实现多种刀具的批量管理和自动化控制。
2、具体技术方案如下:
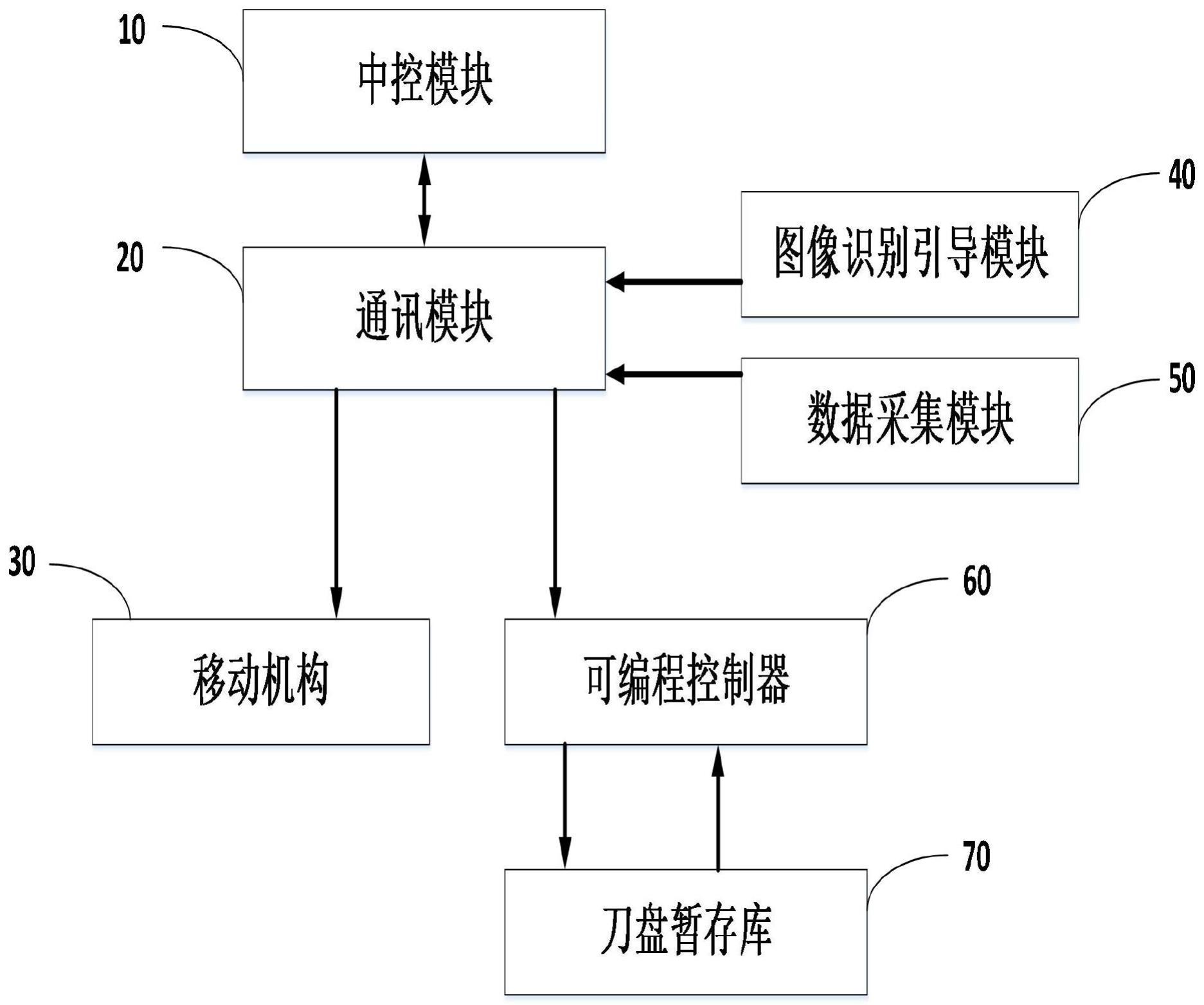
3、一种pcb钻孔机自动换刀控制系统,包括中控模块、可编程控制器、通讯模块、图像识别引导模块和数据采集模块;所述中控模块通过所述通讯模块分别连接所述图像识别引导模块、所述数据采集模块和所述可编程控制器;所述图像识别引导模块用于校准刀盘放置位置;所述数据采集模块用于采集刀盘信息;所述可编程控制器用于接收所述中控模块发送的任务指令;
4、还包括:刀盘暂存库,用于存放所述刀盘,所述刀盘暂存库连接所述可编程控制器,响应于所述可编程控制器发送的控制指令并移动所述刀盘;
5、移动机构,用于接收所述中控模块发送的请求指令,进而运输所述刀盘暂存库;
6、所述可编程控制器包括运动控制器和输入输出模块,所述运动控制器用于指示所述刀盘在所述刀盘暂存库中的移动;所述输入输出模块用于输入所述刀盘的位置信息和输出指示驱动机构工作的运动指令。
7、在本公开的一个实施例中,所述刀盘暂存库设有壳体和容纳空间,还设有收储机构、进出料输送机构和上下料机构,所述收储机构设于所述容纳空间内侧;所述进出料输送机构设于所述容纳空间外侧,用于向所述收储机构输送所述刀盘;所述上下料机构设于所述容纳空间外侧,且所述上下料机构一端靠近所述进出料输送机构,所述上下料机构用于响应于所述控制指令,并将所述刀盘放到目标位置。
8、在本公开的一个实施例中,所述数据采集模块设于所述进出料输送机构上,所述数据采集模块用于识别置于所述进出料输送机构上的所述刀盘信息,所述刀盘信息包括刀盘身份信息和刀具信息;所述刀具信息包括:刀具编号、刀具型号、刀具尺寸、刀具寿命、刀具使用次数和刀具位置。
9、在本公开的一个实施例中,所述图像识别引导模块设于所述上下料机构上,所述上下料机构包括机械臂和取放料装置,所述机械臂与所述取放料装置连接,所述机械臂用于驱动所述取放料装置移动;所述取放料装置包括支撑板和快拆销钉,所述图像识别引导模块设于所述支撑板上,所述图像识别引导模块用于识别所述取放料装置的位置,引导所述取放料装置取放所述刀盘。
10、在本公开的一个实施例中,所述驱动机构包括:第一驱动部,位于所述壳体的侧面,用于接收第一运动指令并将所述刀盘从所述收储机构移动至所述进出料输送机构;第二驱动部,位于所述上下料机构上,用于接收第二运动指令并将所述刀盘移动至钻孔机的刀盘固定位上。
11、一种pcb钻孔机自动换刀控制方法,包括所述一种pcb钻孔机自动换刀控制系统,包括以下步骤:
12、s1、基于钻孔机发出的刀盘请求信号,中控模块发出任务指令;
13、s2、可编程控制器接收所述任务指令并发送刀盘运输指令;
14、s3、移动机构响应于所述任务指令移动至所述钻孔机;
15、s4、刀盘暂存库根据所述刀盘运输指令,将刀盘运输至目标位置;
16、s5、数据采集模块读取刀盘信息发送至所述中控模块,所述中控模块比对所述刀盘信息与所述刀盘请求信号,任务完成。
17、在本公开的一个实施例中,所述s1包括:s11、当所述刀盘请求信号为补充新刀盘时,则所述中控模块发出上新刀盘任务指令;s12、当所述刀盘请求信号为卸载旧刀盘时,则所述中控模块发出下旧刀盘任务指令;s13、当所述刀盘请求信号为更换刀盘时,则所述中控模块发出下旧刀盘任务指令和上新刀盘任务指令。
18、在本公开的一个实施例中,所述刀盘运输指令包括:运动控制器发出的刀盘传送指令和输入输出模块向驱动机构发出的运动指令。
19、在本公开的一个实施例中,所述s2包括:
20、s21、当可编程控制器收到所述上新刀盘任务指令时,所述可编程控制器发送第一刀盘运输指令,所述第一刀盘运输指令包括:所述刀盘暂存库从新刀盘存储位装载新刀盘和将所述新刀盘放入所述钻孔机;
21、s22、当可编程控制器收到所述下旧刀盘任务指令时,所述可编程控制器发送第二刀盘运输指令,所述第二刀盘运输指令包括:所述刀盘暂存库将所述钻孔机上的旧刀盘卸载和将所述旧刀盘放入旧刀盘存储位;
22、s23、当可编程控制器收到所述下旧刀盘任务指令和所述上新刀盘任务指令时,所述可编程控制器发送第三刀盘运输指令,所述第三刀盘运输指令包括:所述刀盘暂存库从所述新刀盘存储位装载所述新刀盘、所述刀盘暂存库卸载所述钻孔机上的旧刀盘、将所述新刀盘放入所述钻孔机和将所述旧刀盘放入所述旧刀盘存储位。
23、在本公开的一个实施例中,所述s4包括:
24、s41、当刀盘暂存库接收所述第一刀盘运输指令时,进出料输送机构将所述新刀盘放入第二刀盘暂存区,取放料装置抓取所述新刀盘置于所述钻孔机的刀盘固定位上;
25、s42、当刀盘暂存库接收所述第二刀盘运输指令时,所述取放料装置抓取所述钻孔机上的旧刀盘置于所述第二刀盘暂存区,将旧刀盘传送至第一刀盘暂存区;
26、s43、当刀盘暂存库接收所述第三刀盘运输指令时,所述取放料装置抓取所述钻孔机上的旧刀盘置于所述第二刀盘暂存区并将所述旧刀盘传送至所述第一刀盘暂存区,再将所述第二刀盘暂存区的新刀盘移至所述钻孔机的刀盘固定位上。
27、在本公开的一个实施例中,所述s4还包括:s44、图像识别引导模块获取所述取放料装置的位置信息并上传至所述中控模块;s45、所述中控模块计算补偿坐标发送给所述可编程控制器,所述取放料装置依据所述补偿坐标移动并取放所述刀盘。
28、在本公开的一个实施例中,所述s5包括:s51、所述钻孔机上的所述数据采集模块读取所述刀盘信息并上传至所述中控模块;s52、所述刀盘暂存库上的所述数据采集模块读取所述刀盘信息并上传至所述中控模块;s53、如果所述中控模块接收的所述刀盘信息与所述刀盘请求信号一致,则所述刀盘暂存库回到等待区域;如果所述中控模块接收的所述刀盘信息与所述刀盘请求信号不一致,则所述中控模块发送修正任务指令。
29、上述技术方案具有如下优点或有益效果:
30、本发明的这种pcb钻孔机自动换刀控制系统及方法,通过中控模块、可编程控制器和数据采集模块之间的信息交互实现了对钻孔机上刀具信息的监测,以及自动发出上下刀盘的请求;移动机构和刀盘暂存库基于请求指令和控制指令自动完成上下刀盘的操作,大大提高了pcb钻孔机换刀的自动化水平;其中,刀盘暂存库能够存放不同种类的若干刀具,实现了对刀具的批量管理;还通过图像识别引导模块提高了刀盘放置的精确度,提高了系统工作的稳定性;这种换刀方法不仅提高了换刀的效率,也加强了对刀具信息的数字化、可视化管理。
- 还没有人留言评论。精彩留言会获得点赞!