一种卧式油缸拆解装配工作台及工作方法与流程
本发明涉及油缸拆解装配,具体为一种卧式油缸拆解装配工作台及工作方法。
背景技术:
1、随着资源日益紧缺和环境逐渐恶化,人们意识到可持续发展的重要意义,并不断探索可持续发展的技术手段,再制造就是一种新的解决方案。在工程机械中,液压油缸是一种常用的液压执行元件,其广泛应用于起重机、盾构机、矿山设备等重型工业领域中,液压油缸作为一种液压执行元件,往往其处于恶劣的工作环境中,长久的往复运动导致其内部密封失效、活塞表面存在划痕。
2、对工程机械油缸进行再制造维修时,往往由于其体积重量大,使用通用工具拆装存在难度大、效率低等问题,并且工程机械油缸种类多种多样,油缸直径和长度各不相同,这需要拆解装配的工作台适用范围更加广泛。采用传统卧式拆解装配工作台进行油缸拆解装配时,特别是装入活塞杆的过程,需要使油缸缸筒和活塞杆轴线严格保持一致,否则会造成活塞杆和油缸缸筒的二次损坏,并且传统卧式拆解装配工作台只针对油缸端盖进行拆解装配,未对活塞和活塞杆进行拆解装配。
3、针对以上为问题,本发明提出一种新型的卧式油缸拆解装配工作台,可以实现缸筒和活塞杆高度快速调节、拆解装配活塞和油缸端盖、防止拆解装配过程中的二次损伤的目的。
技术实现思路
1、本部分的目的在于概述本发明的实施方式的一些方面以及简要介绍一些较佳实施方式。在本部分以及本技术的说明书摘要和发明名称中可能会做些简化或省略以避免使本部分、说明书摘要和发明名称的目的模糊,而这种简化或省略不能用于限制本发明的范围。
2、因此,本发明的目的是提供一种卧式油缸拆解装配工作台及工作方法,采用该卧式油缸拆解装配工作台,拆解装配大直径油缸工作效率高、不会对活塞造成二次损伤、且工作台能同时拆解油缸端盖和活塞。
3、为取得上述技术效果,本发明提供了如下技术方案:
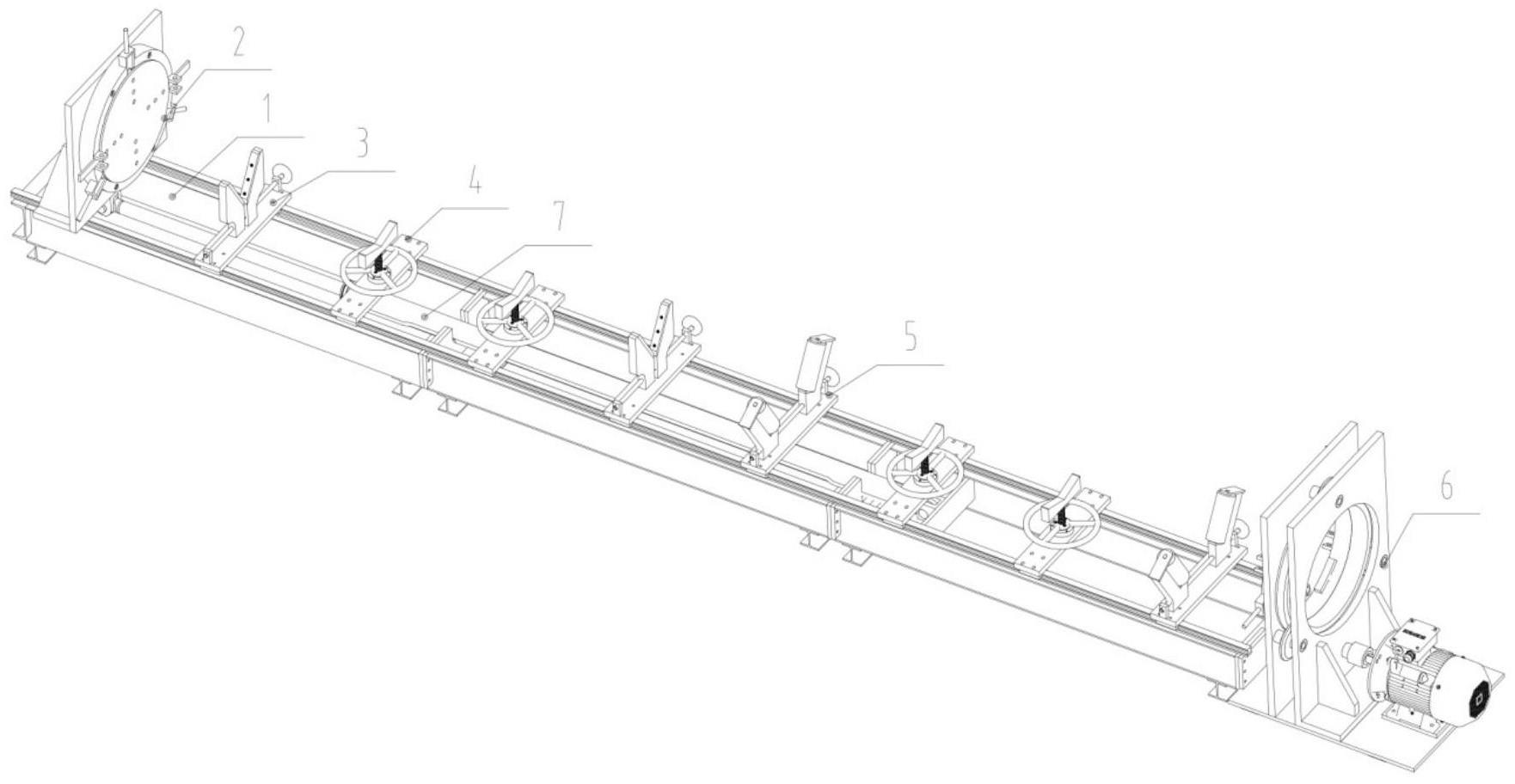
4、一种卧式油缸拆解装配工作台,包括床身,床身顶部依次安装有尾部夹紧装置、缸筒支撑装置、油缸顶升装置及拆解装配装置;
5、所述床身其上方设有导向移动装置,以便使尾部夹紧装置、缸筒支撑装置、油缸顶升装置沿床身移动;
6、所述尾部夹紧装置固定在床身的一端,其用于夹紧油缸缸筒和油缸活塞;
7、所述缸筒支撑装置至少为两个,用于支撑在卧式油缸的底部;
8、所述油缸顶升装置数量为多个,用于沿竖直方向调整油缸缸筒或活塞杆高度,使缸筒、活塞杆、尾部夹紧装置和拆解装配装置四者轴线保持一致;
9、所述拆解装配装置设在床身另一端,其用于夹紧油缸端盖和活塞杆头部,进行旋转进行拆解或者装配工作;
10、所述床身内侧安装有平移油缸,其进行伸缩时,驱动尾部夹紧装置前后移动,达到拉出活塞杆或者装入活塞杆的操作;床身上还连接有活塞杆支撑装置,用于支撑卧式油缸的活塞杆。
11、作为优选的技术方案,所述尾部夹紧装置包括尾部夹紧装置底板、移动夹紧块、夹紧底座、活塞卡紧工装、移动吊耳、调心夹块、尾部夹紧丝杠和尾部夹紧丝杠;
12、所述尾部夹紧丝杠连接于尾部夹紧装置底板上,其旋转后推动移动夹紧块上下移动,以夹紧卧式油缸缸筒;
13、所述调心夹块置于尾部夹紧丝杠底端,跟随尾部夹紧丝杆动作,以抱紧卧式油缸缸筒;
14、所述活塞卡紧工装连接于夹紧底座上,以卡紧卧式油缸底部活塞杆;
15、所述移动吊耳与平移油缸头部活动连接,以驱动尾部夹紧装置移动。
16、作为优选的技术方案,所述缸筒支撑装置包括第一旋转手柄、第一正反调节丝杠、缸筒支撑支架、橡胶和支撑装置底板;所述第一旋转手柄连接于第一正反调节丝杠端部,其旋转时带动第一正反调节丝杠旋转,调节缸筒支撑支架之间距离来调节油缸的高度,第一正反调节丝杠转动连接于支撑装置底板上。
17、作为优选的技术方案,所述的油缸顶升装置包括顶升装置底板、升降手柄、升降丝杆、顶升夹块;所述顶升装置底板与滑块通过螺栓固定连接;
18、所述升降手柄与升降丝杆端部连接,其旋转时带动升降丝杆动作,调节顶升夹块的高度,升降丝杆螺纹连接于顶升装置底板中央位置。
19、作为优选的技术方案,所述活塞杆支撑装置包括第二旋转手柄、第二正反调节丝杠、橡胶滚轮、活塞杆支撑装置底板、活塞杆支撑支架;所述第二旋转手柄连接于第二正反调节丝杠端部,其旋转时通过带动第二正反调节丝杠旋转,调节活塞杆支撑支架之间距离来调节活塞杆的高度,第二正反调节丝杠转动连接于活塞杆支撑装置底板上;所述橡胶滚轮转动连接于活塞杆支撑装置底板支架上,以与活塞杆接触避免活塞杆划伤。
20、作为优选的技术方案,所述拆解装配装置包括床身连接板、驱动装置安装板、驱动装置固定板、联轴器、电机减速机、支撑轮轴承、支撑轮、支撑轮安装轴和夹紧移动块;所述床身连接板连接于床身尾端,床身连接板顶部呈对称连接驱动装置安装板及驱动装置固定板,电机减速机安装于床身连接板顶部,电机减速机输出端连接联轴器,联轴器延伸至驱动装置固定板外,并与平移油缸连接;驱动装置安装板与驱动装置固定板间转动连接支撑轮安装轴,支撑轮安装轴外侧连接支撑轮轴承,支撑轮轴承上连接支撑轮;
21、夹紧移动块设有多组,多组夹紧移动块呈环形等距连接于驱动装置安装板上,夹紧移动块端部连接平移油缸。
22、作为优选的技术方案,所述平移油缸包括调心夹块、拆解装配装置大齿圈、驱动齿轮、驱动轮轴承、驱动轮安装轴和顶部夹紧丝杠;驱动轮轴承连接于驱动轮安装轴上,驱动轮轴承外侧连接驱动齿轮,拆解装配装置大齿圈连接于驱动装置固定板内侧;驱动轮安装轴与所述联轴器连接;调心夹块与所述夹紧移动块端部连接。
23、作为优选的技术方案,所述床身包含由床身间底架连接装置固定连接的第一床身底架、第二床身底架、第三床身底架;所述第三床身底架其内侧安装有平移油缸固定装置,用于固定平移油缸。
24、作为优选的技术方案,所述导向移动装置包括导轨和滑块,滑块与尾部夹紧装置、缸筒支撑装置、油缸顶升装置连接,所述第一床身底架其尾部设置有尾部挡块,以防止尾部夹紧装置掉落。
25、本发明还公开了上述卧式油缸拆解装配工作台的工作方法,包括如下步骤:
26、s1、当拆解卧式油缸端盖时,首先卧式油缸水平放置于油缸顶升装置上,通过油缸顶升装置进行卧式油缸高度调节,使缸筒、尾部夹紧装置和拆解装配装置三者轴线保持一致,然后平移油缸缩回以驱动尾部夹紧装置向拆解装配装置所在侧移动,将卧式油缸缸筒套入尾部夹紧装置;
27、s2、旋转尾部夹紧装置中的夹紧丝杠,驱动夹紧移动块向中心移动抱紧卧式油缸缸筒;平移油缸继续缩回,直至卧式油缸端盖到达拆解装配装置中心处,旋转拆解装配装置中的顶部夹紧丝杠,驱动夹紧移动块向中心移动抱紧卧式油缸端盖;电机减速机通过驱动齿轮带动拆解装配装置大齿圈旋转,进行端盖拆解工作;
28、s3、端盖拆解完成后,平移油缸伸出移动活塞杆离开拆解装配装置,反向旋转拆解装配装置中的顶部夹紧丝杠松开卧式油缸端盖,天车吊装端盖离开拆解装配工作台;
29、s4、分离缸筒和活塞杆时,平移油缸缩回以驱动尾部夹紧装置向拆解装配装置所在侧移动,使活塞杆头部到达拆解装配装置中心处,旋转拆解装配装置中的顶部夹紧丝杠,驱动夹紧移动块向中心移动抱紧活塞杆头部,夹紧活塞杆头部后,平移油缸伸出,拉出活塞杆,拉出活塞杆的过程中旋转活塞杆支撑装置的第二旋转手柄带动第二正反调节丝杠驱动橡胶滚轮和活塞杆接触,使其支撑活塞杆,缸筒和活塞杆完全分离后,松开尾部夹紧装置,吊装缸筒离开拆解装配工作台;
30、s5、拆解活塞时,在尾部夹紧装置上安装活塞卡紧工装,根据油缸底部活塞的拆装工装孔,在活塞卡紧工装合适位置处安装螺柱,平移油缸驱动尾部夹紧装置移动插入活塞的拆装工装孔以卡紧活塞;电机减速机带动拆解装配装置大齿圈旋转拆解活塞;拆解完毕后,反向旋转尾部夹紧装置中的夹紧丝杠,驱动夹紧移动块松开活塞杆头部,由天车将活塞和活塞杆吊装离开拆解装配平台,然后根据要求对油缸各零部件进行清理并更换相关密封;
31、装配油缸过程和拆解油缸过程相反。
32、与现有技术相比:采用该卧式油缸拆解装配工作台,解决了现有技术中拆解装配大直径油缸工作效率低、极易对活塞造成二次损伤、且工作台仅能油缸端盖等问题,因此本方案在进行油缸拆解组装过程中,操作简单,对操作人员要求低,可以拆解装配活塞和油缸端盖、提高拆解装配效率,避免拆解装配过程中的二次损伤的问题。
- 还没有人留言评论。精彩留言会获得点赞!