用于船用柴油机机座的激光划线工装及方法与流程
本发明涉及船用柴油机的制造工艺,尤其涉及一种用于船用柴油机机座的激光划线工装及方法,属于机械加工。
背景技术:
1、船用低速柴油机的机座是整个柴油机的底座,请结合参阅图1和图2,所述机座1的上部为机座上平面1-1,下部为机座下平面1-2,其最重要的加工部位为位于内部的多个同轴的主轴承座1-3,用于安装曲轴。为了确保机座1加工时各个加工平面均有余量,在其加工前会对机座1进行划线,以确保余量,同时检查主轴承座1-3焊接的端面偏差是否小于正负3mm(焊接偏差超出范围会影响曲轴的甩档)。由于机座1的划线基准中心在主轴承座1-3的半轴孔1-4的中心,这是个虚拟点,目前常用的划线方法是通过间接的方式,划出各个面的加工余量。
2、传统划线方法存在有以下几个主要问题:
3、1)由于划线基准使用间接的线,再分别划出其余各面的加工余量,所以操作中需要划很多的辅助线,而且很多划线值需要换算,因此容易产生计算错误和累计误差,从而影响划线精度。
4、2)划辅助线耗时耗力,影响划线作业的效率。
5、3)若内部的主轴承座1-3焊接偏差较大,则后续需机床加工,耗费机床时间。
技术实现思路
1、本发明所要解决的技术问题是:克服现有划线方法和工具的缺陷,提供一种用于船用柴油机机座的激光划线工装及方法,达到减少加工工步、简化操作步骤、提升划线效率、稳定加工质量的效果。
2、本发明采用如下技术方案解决其技术问题:
3、一种用于船用柴油机机座的激光划线工装,所述机座倒置于划线平台上,包括机座上平面和机座底平面,内部设有多个同轴的具有半轴孔的主轴承座,其特征在于:所述的激光划线工装包括有激光干涉仪、受光器组件和测量撑杆;所述测量撑杆的两端向外撑开,水平地支撑于所述主轴承座的半轴孔两侧的内壁上;所述受光器组件固定连接于所述测量撑杆上,包括受光器和受光器安装架,该受光器通过所述受光器安装架连接固定于所述测量撑杆的中部;所述激光干涉仪置放于所述主轴承座下方的划线平台上,竖直地向上方的受光器组件投射出激光线,作为所述半轴孔的水平中心线、半轴孔的垂直中心线、半轴孔中心、机座的x轴基准线、加工面余量线和镗孔余量线的划线基准。
4、进一步地,所述的激光干涉仪设有360度回转底座,能够自动调整水平,具有内置引导横纵激光导航功能。
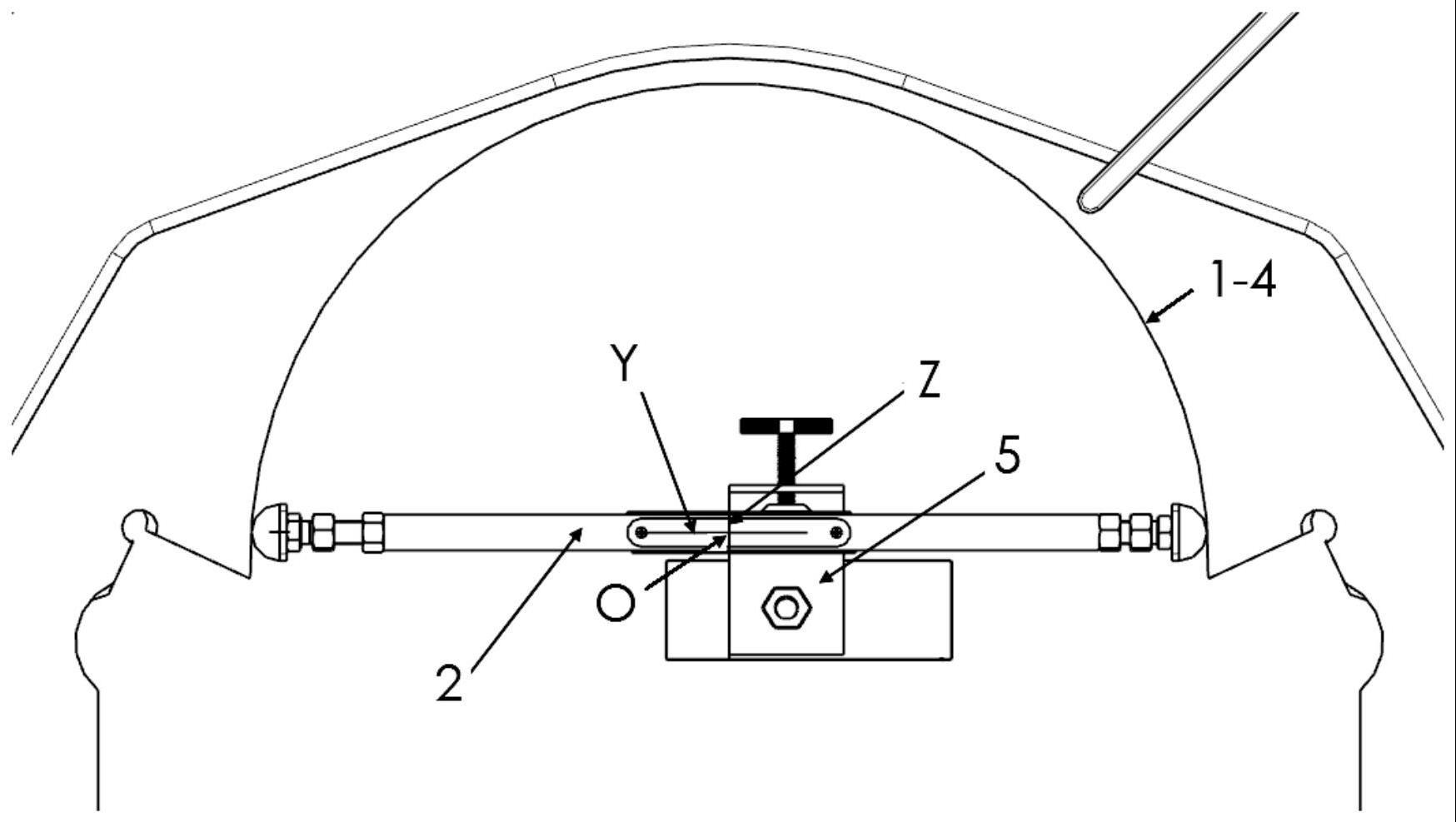
5、进一步地,所述的测量撑杆包括有撑杆,该撑杆的中部设有平整的钢片,用于划出实际基准,两端通过调节螺栓连接有球冠形的支撑头,用于在所述半轴孔的内壁上撑住并固定所述测量撑杆。
6、进一步地,所述的受光器安装架包括有固定架和紧固螺栓,该紧固螺栓通过螺纹连接于所述固定架的上部,下端紧顶于所述测量撑杆上,将所述受光器安装架固定于该测量撑杆上,所述固定架的侧边为垂直于所述测量撑杆的安装架侧缘。
7、进一步地,所述的受光器包括有水平仪、受光器正面和受光器背面,所述水平仪设置于所述受光器正面,用于调节所述受光器的水平,该受光器正面还设有受光区域,用于穿过激光,所述受光器背面通过螺栓连接固定在所述固定架的下部,该受光器背面上设有垂直的受光器基准线,安装时所述安装架侧缘与该受光器基准线重合。
8、进一步地,所述的受光器基准线与所述受光区域构成的平面垂直于所述受光器背面。
9、本发明的另一技术方案为:
10、一种采用上述激光划线工装实现的用于船用柴油机机座的激光划线方法,包括如下具体步骤:
11、1)以所述机座上平面向下,将所述机座倒置在划线平台上的可调垫块之上,利用划针盘根据该机座上平面的位置,调整所述可调垫块,使所述机座处于水平位置;
12、2)在所述机座的自由端处第一档主轴承座的半轴孔内和输出端处第一档主轴承座的半轴孔内分别安装一组测量撑杆和受光器组件,使两个受光器正面的受光区域的方向相对,然后用划针盘在所述测量撑杆的钢片上划出所述半轴孔的水平中心线;
13、3)用双卡在所述半轴孔的两侧内壁之间分出中心点,根据该中心点微调所述受光器组件,使所述受光器基准线与所述中心点重合;
14、4)在所述机座的输出端处第一档主轴承座下方的划线平台上放置所述激光干涉仪,启动该激光干涉仪竖直向上投射出激光线,使该激光线分别穿过所述输出端处第一档主轴承座上的受光器组件的受光器基准线,以及所述自由端处第一档主轴承座上的受光器组件的受光区域,然后依据该激光线在所述输出端处测量撑杆的钢片上划出所述半轴孔的垂直中心线,该垂直中心线与水平中心线在所述钢片上的交点就是所述输出端处第一档主轴承座的半轴孔中心,使用单卡根据该半轴孔中心划出所述输出端处第一档主轴承座的半轴孔的镗孔余量线,同时划出所述机座的输出端的其余加工面余量线;
15、5)在所述机座的自由端处第一档主轴承座下方的划线平台上放置所述激光干涉仪,启动该激光干涉仪竖直向上投射出激光线,使该激光线分别穿过所述自由端处第一档主轴承座上的受光器组件的受光器基准线,以及所述输出端处第一档主轴承座上的受光器组件的受光区域,然后依据该激光线在所述自由端处测量撑杆的钢片上划出所述半轴孔的垂直中心线,该垂直中心线与水平中心线在所述钢片上的交点就是所述自由端处第一档主轴承座的半轴孔中心,使用单卡根据该半轴孔中心划出所述自由端处第一档主轴承座的半轴孔的镗孔余量线,同时划出所述机座的自由端的其余加工面余量线;
16、6)根据投射在所述主轴承座底部的激光线,通过磁铁安装刻度尺,使该刻度尺的一侧与该激光线对齐,从而在所有主轴承座上确定所述机座的x轴基准线。
17、进一步地,所述的激光划线方法还包括有步骤:
18、7)将所述激光干涉仪放置在需要测量的主轴承座内,启动该激光干涉仪投射出激光线,使该激光线穿过所述输出端处第一档主轴承座上的受光器组件的受光区域和所述自由端处第一档主轴承座上的受光器组件的受光区域,纵向根据所述刻度尺调整至该需要测量的主轴承座尺寸,确定该主轴承座的端面位置偏差是否在±3mm之内。
19、进一步地,所述的步骤2)中,所述测量撑杆的支撑头在所述主轴承座的半轴孔的内壁上的撑紧点尽可能接近该半轴孔的开口边缘,并且安装后通过所述水平仪调整所述受光器处于水平位置。
20、本发明与现有技术的区别及有益效果如下:
21、1、划线基准能够直接显示在测量撑杆的钢片上,位置更直观,划线更精确,克服了传统划线方法中划线基准中心为空中的虚拟点的缺陷,减少了采用辅助线进行测量导致的累计误差,使划线精度大幅提高。
22、2、减少了大量不必要的辅助线,提高了划线效率。
23、3、利用激光分辨各主轴承座的端面位置是否超差,后续只需加工部分超差的端面即可,而无需每个端面都加工,减少了机床的占用时间。
24、本发明的有益技术效果为:简化了机座划线的工艺步骤和操作,采用了激光干涉仪和测量撑杆,减少了不必要的辅助线,提升了划线效率,提高了划线精度,减少了后续加工时间,从而大幅提高了机座加工效率。本发明广泛适用于以同轴的圆形或半圆型的轴孔为划线基准的大型基座类零件。
- 还没有人留言评论。精彩留言会获得点赞!