一种空调滤网成型模具及加工方法与流程
本发明涉及空调滤网加工,具体的,涉及一种空调滤网成型模具及加工方法。
背景技术:
1、随着人们对生活环境和工作环境舒适性的要求不断提高,空调器的使用越来越广泛。空调器的功能是将室内的空气进行冷却或加热,实现调节空气温度的目的,其工作过程为:使空气通过进气口进入空调器内机机芯,对该空气进行冷却或加热后从排气口排出。
2、为了减小空气中灰尘或其他杂质对内机机芯的损坏,通常在空调器内机机芯的进气口或空气流通通道中设置空调滤网,以对空气进行过滤。一般来说,对于小型空调器,如家用空调,在送风风机进风口设置空调滤网;对于大型空调器,如中央空调,在空气流通通道设置多道空调滤网。空调滤网包括形成预定目数网格的网状体和固定该网状体用的骨架体,骨架体通过注塑成型与网状体固定。
3、使用传统模具制造空调滤网的过程为:首先选择合适的网格材料,根据需要制作的空调滤网的大小,切割形成预定大小的网格材料;然后将切割形成网格材料放置在模具的分型面上进行第一模和第二模的合模;通过注塑口将塑料熔体注入边侧骨架型腔和加强骨架型腔,形成空调滤网胚体;待冷却后打开模具,通过下模中的顶针将形成的空调滤网胚体顶出;最后通过修整网边,将大出预定尺寸的网格材料部分切除,形成空调滤网成品。在生产流水作业中,通过下模中的顶针将形成的空调滤网胚体顶出后,将下一个网格材料放置在模具的分型面上,重复上述操作。
4、从上述生产过程可以看出,使用空调滤网模具进行流水作业时,需要人工不断的对规定大小的网格材料在模具上进行安装,每完成一次成型模具时,需要控制顶针进行顶出下料,生产效率较差,且网格材料在进行加工时,手动进行上料,容易导致其平整度较差,导致生产出的成型模具上过滤网容易发生褶皱,品质难以控制。
5、鉴于此,本发明提出一种空调滤网成型模具及加工方法。
技术实现思路
1、本发明提出一种空调滤网成型模具及加工方法,解决了相关技术中的空调滤网模具加工时,需要人工不断的对规定大小的网格材料在模具上进行安装,生产效率较差,手动对网格材料进行上料,容易导致其平整度较差的问题。
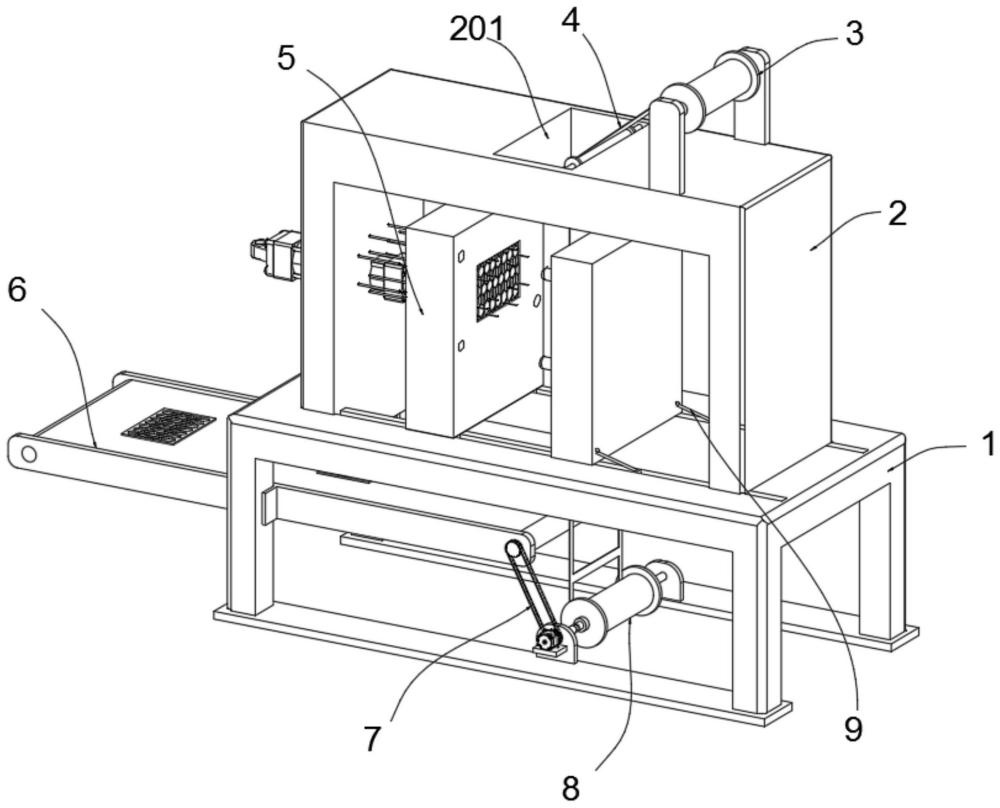
2、本发明的技术方案如下:一种空调滤网成型模具,包括:支撑架、设置于支撑架上方的u型架、贯穿开设于u型架顶部的通口以及延伸至通口内侧的过滤网带,在所述支撑架与u型架之间设置有与过滤网带相配合的加工模具;
3、所述加工模具包括平行设置于u型架内侧的动模与定模,在所述动模的底端平行固定有两个t型杆,所述t型杆顶端与定模底端滑动贴合,在所述动模靠近定模一侧的外壁上开设有模型腔,在所述u型架上设置有电动液压器,用于对动模与定模的相对位置进行调节;
4、位于所述模型腔外周的动模上固定有环形切刀,用于对动模在与定模贴合的过程中,对过滤网带进行裁切;
5、在所述动模内部滑动套设有若干个顶杆,所述顶杆远离定模的一端与u型架内壁固定连接,用于在动模与定模分离的过程中,对模型腔中的成型模具进行顶出;
6、在所述u型架上设置有导网组件,用于对待加工的过滤网带进行缠绕、导向;
7、在所述t型杆与定模之间设置有吹吸机构,所述吹吸机构在与t型杆的传动配合下,能够对位于定模一侧的过滤网带进行吹吸;
8、在所述支撑架上设置有输送组件,用于对经顶杆顶出的成型模具进行运输;在所述u型架内侧设置有收卷组件,用于对加工之后的过滤网带进行收集;在所述收卷组件与输送组件之间设置有传动组件,用于对收卷组件与输送组件进行驱动。
9、优选的,所述支撑架包括工作台,在所述工作台四角处底部均固定有支撑柱,沿工作台长度方向上排列的两个支撑柱底部共同固接有底板,在所述工作台顶部贯穿开设有通槽,位于所述通槽两侧的工作台底部开设有两个供t型杆进行滑动的t型滑槽。
10、优选的,所述收卷组件包括两个固定连接于底板上的支撑块,两个所述支撑块之间平行设置有两个挡盘,两个所述挡盘之间固定连接有收卷辊,所述挡盘与支撑块之间设置有安拆部件。
11、优选的,所述安拆部件包括固定连接于挡盘上的插座和转动连接于支撑块上的轴杆,在所述轴杆内侧开设有限位槽,在所述限位槽内侧滑动套设有限位柱,所述限位柱一端与限位槽之间连接有复位弹簧,所述限位柱另外一端固定连接有活动柱,所述活动柱远离限位柱的一端固定有星型杆,在所述插座内部开设有供星型杆进行插设的星型槽。
12、优选的,所述输送组件包括两个侧架,两个所述侧架之间转动连接有两个转辊,两个所述转辊之间传动连接有输送带,所述通槽位于输送带右上方,所述侧架通过夹框与支撑柱焊接固定。
13、优选的,所述传动组件包括固定安装于支撑块上的电机,所述电机的输出轴端部固定有第二齿轮,所述第二齿轮转动连接于支撑块上,并与轴杆远离挡盘的一端固定连接,在所述侧架上转动连接有第一齿轮,所述第一齿轮与位于其一侧的转辊固定连接,所述第二齿轮与第一齿轮之间传动连接有链条。
14、优选的,所述吹吸机构包括对称开设于定模内部的两组导向绳槽,每组导向绳槽包括牵引绳、横绳槽以及竖绳槽,所述横绳槽、纵绳槽均与竖绳槽相连通,在所述牵引绳、横绳槽以及竖绳槽内侧滑动穿插有牵引绳,所述牵引绳一端与t型杆固定连接,所述牵引绳另外一端固定有活塞座,在所述定模内侧开设有供活塞座进行放置的活动腔,所述活动腔底部与活塞座底端之间设置有若干个支撑部件,位于所述模型腔对侧的定模外壁上开设有多个与活动腔相连通的连通孔;
15、所述支撑部件包括固定连接于活动腔底部的外筒和固定连接于活塞座底端的内杆,所述内杆延伸至外筒内部,并与其滑动连接,在所述内杆与外筒内部之间固定连接有支撑弹簧。
16、优选的,所述导网组件包括对称固定于u型架顶部的两个立架,两个所述立架之间转动连接有缠绕辊,在所述通口内侧转动连接有导向辊。
17、优选的,所述加工模具还包括若干个固定连接于定模外壁上的定位柱,在所述动模靠近定模一侧的外壁上开设有若干个与定位柱数量一致且一一对应的定位孔。
18、一种空调滤网成型模具加工方法,使用如上述权利要求中任一种空调滤网成型模具,包括以下步骤:
19、s1:将制作空调滤网所需的待加工的过滤网带预先缠绕于缠绕辊上,并将过滤网带的一端下拉至收卷辊上进行缠绕固定,此时的导向辊对穿过通口内侧得过滤网带进行支撑传动,且过滤网带与定模靠近动模的一侧外壁相贴合;
20、s2:间接性启停电机,在电机暂停运转时,启动电动液压器,通过电动液压器对动模进行推动,使其靠近定模,直至定位柱均插设于定位孔内部时,动模与定模相互贴合,此时的切刀正好对贴合在定模上的过滤网带进行裁切,之后,进行注塑成型工作;
21、s3:在注塑成型完成后,通过电动液压器对动模进行回拉,使得动模与定模相互远离,此时,顶杆逐渐从模型腔中顶出,对附着在模型腔上的模具进行顶出,使模具通过通槽下落至工作台下方的输送带上;
22、s4:接着,启动电机,在第一齿轮、链条以及第二齿轮的共同作用下,转辊能够带动输送带进行传动,安拆部件能够带动收卷辊进行转动,输送带的传动,能够对其上的成型模具进行运输,收卷辊的转动,能够对加工后的过滤网带进行缠绕收卷,从而使得缠绕辊上的待加工的过滤网带能够持续自动放出,供下一次的加工工作;
23、s5:在动模向着定模靠近的过程中,能够带动t型杆在t型滑槽中进行滑动,在此过程中,t型杆能够通过牵引绳对活塞座进行上提,内杆从外筒内部伸出,支撑弹簧拉伸,在活塞座上移的过程中,位于活塞座下侧的活动腔中压强降低,通过连通孔对外界进行抽吸,从而能够对位于定模一侧的过滤网带提供一定的吸力作用,提高工作时的稳定性,而在动模向着定模远离的过程中,在支撑弹簧的作用下,内杆自动下移复位。
24、本发明的工作原理及有益效果为:
25、1、本发明中,在动模内部滑动套设有若干个顶杆,顶杆远离定模的一端与u型架内壁固定连接,在顶杆的作用下,能够在动模与定模分离的过程中,对模型腔中的成型模具进行自动顶出,在支撑架上设置有输送组件,通过输料组件能够对经顶杆顶出的成型模具进行运输,实现自动下料、运输工作,具有很好的实用性能;
26、2、本发明中,在模型腔外周的动模上固定有环形切刀,在环形切刀的作用下,能够对动模在与定模贴合的过程中,对过滤网带进行裁切,在u型架上设置有导网组件,能够对待加工的过滤网带进行缠绕、导向,在u型架内侧设置有收卷组件,通过收卷组件能够对加工之后的过滤网带进行收集,在收卷组件与输送组件之间设置有传动组件,通过传动组件能够同时对收卷组件与输送组件进行驱动,在收卷组件上的收卷辊转动时,能够对加工后的过滤网带进行缠绕收卷,并对待加工的过滤网拉紧,使其贴合定模外壁,使得缠绕辊上的待加工的过滤网带能够持续自动放出,供下一次的加工工作,自动化程度高,无需人工逐个对滤网进行安装,大大提高工作效率;
27、3、本发明中,在t型杆与定模之间设置有吹吸机构,吹吸机构在与t型杆的传动配合下,能够对位于定模一侧的过滤网带进行吹吸。在实际的工作中,在动模向着定模靠近的过程中,能够带动t型杆在t型滑槽中进行滑动,在此过程中,t型杆能够通过吹吸机构上的牵引绳对活塞座进行上提,在活塞座上移的过程中,能够通过连通孔对外界进行抽吸,从而能够对位于定模一侧的过滤网带提供一定的吸力作用,使得过滤网带在加工时更加平整,提高工作时的稳定性,提高空调滤芯的加工质量。
- 还没有人留言评论。精彩留言会获得点赞!