一种餐盒裁切的送料机构的制作方法
本技术涉及餐盒生产技术的领域,尤其是涉及一种餐盒裁切的送料机构。
背景技术:
1、餐盒生产线生产餐盒时,生产步骤包括挤出片材、餐盒压型、餐盒裁切。先是通过挤出机挤出片材,然后将片材运输至压型模具上,通过上模和下模合模后在片材上排列压凹成多个凹槽,然后运输至裁切机构上,将若个凹槽单独裁切下来形成餐盒的盒体。
2、授权公告号为cn218534899u的实用新型专利公开了一种餐盒冲压裁切机入料机构,包括机架以及设置在机架上且可带动塑料片材上下移动的升降组件,所述升降组件上方设置有用以与塑料片材上成型的餐盒凹槽相配合的移动块组件,移动块组件由驱动机构驱动沿机架长度方向来回移动。本实用新型结构简单,设计合理,操作方便,通过升降组件带动片上升,移动块组件卡入餐盒凹槽内并向机架输出方向移动,从而将塑料片材依次向冲压裁剪模具处输送,省时省力,提高工作效率。
3、针对上述相关技术,上述的餐盒冲压裁切机入料机构使用时,片材上成型的凹槽排列设置有多个,凹槽位于相邻支杆107的间隙内,当餐盒种类不同,餐盒之间的间距发生改变时,支杆107需要一一进行调整间距以适应餐盒之间的间隙,但是由于支杆107设置有多个,导致支杆107位置调整较为不便,且支杆107之间的间距难以调整成相同。
技术实现思路
1、为了方便支杆之间间距的调整,本技术提供一种餐盒裁切的送料机构。
2、本技术提供的一种餐盒裁切的送料机构,采用如下的技术方案:
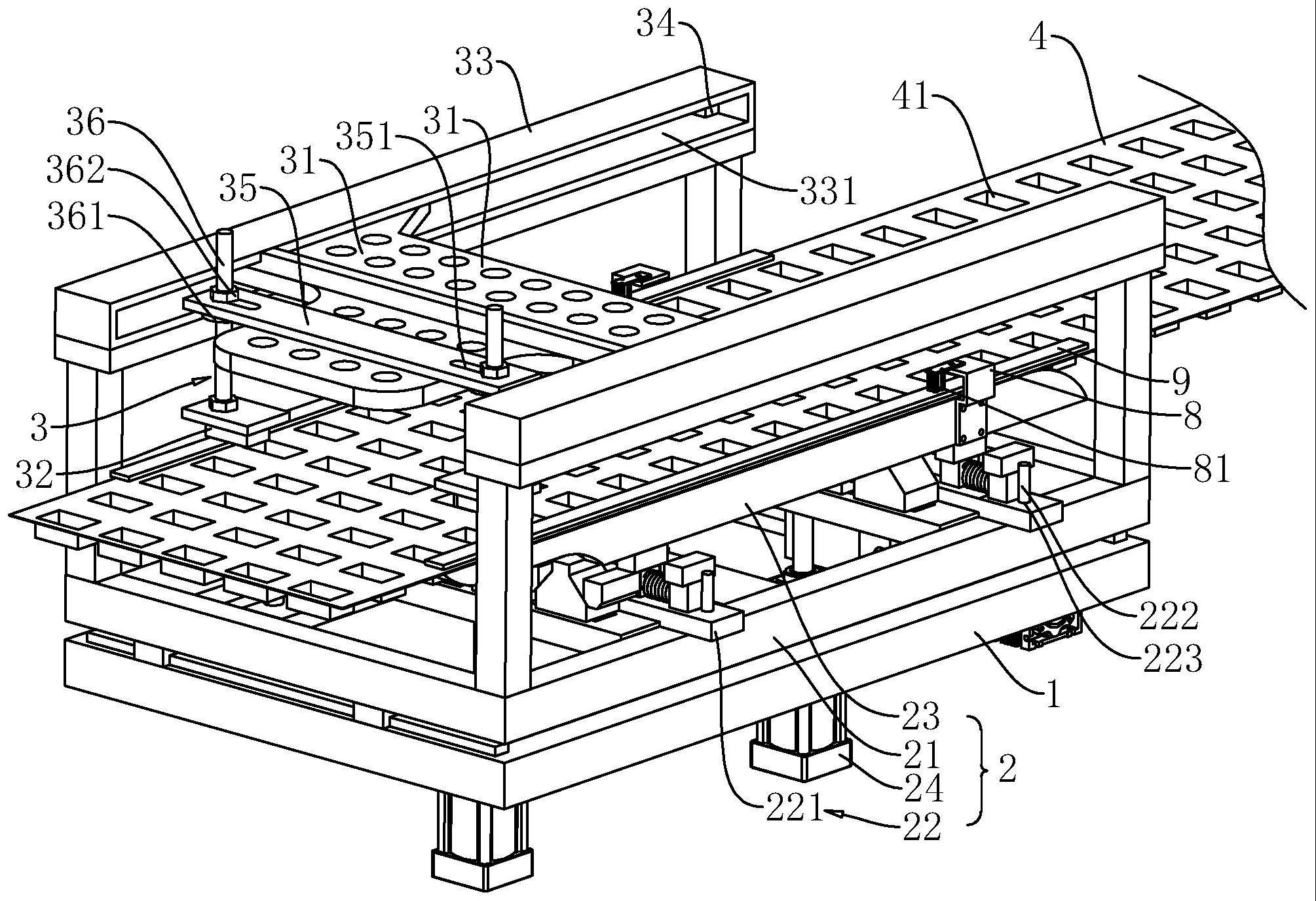
3、一种餐盒裁切的送料机构,包括底架、竖向滑移设置于底架顶部的顶起组件和驱使片材沿底架顶面滑移的运送组件,所述顶起组件包括主架、顶起架、若干支杆和顶起气缸;所述主架设置于底架上,所述顶起架竖向滑移连接于主架上;所述顶起架顶面设置有连接杆,若干所述支杆底部设置有连接块,若干所述连接块滑移连接于连接杆上,若干所述支杆相互间隔平行设置,所述支杆之间间隙的延伸方向为远离或靠近裁切机构的方向;所述连接杆两端固定有支撑块,若干所述连接块成排设置于两个支撑块之间,所述支撑块固定于顶起架上;所述顶起气缸驱使顶起架升降;还包括调节支杆间距的控制组件,所述控制组件包括控制板、若干控制块、控制弹簧和驱使控制板滑动的驱动结构;所述控制块一一对应位于相邻两个连接块之间,所述控制板上固定有主杆,若干所述控制块滑动设置于控制板上,所述主杆贯穿若干控制块;
4、所述控制块朝向连接块的两侧设置有控制斜面,两侧的控制斜面朝相反的方向朝靠近控制板的方向倾斜延伸,相邻两个连接块相互靠近的一侧上靠近控制板的边沿抵接控制斜面;所述驱动结构驱使控制板远离或靠近若干连接块;所述控制弹簧设置于支撑块和连接块之间,所述控制弹簧驱使若干连接块夹紧控制块。
5、通过采用上述技术方案,连接块抵接控制块上的斜面,当控制块深入连接块之间的间隙移动时,两个连接块朝相互远离的方向滑移;当控制块远离连接块之间的间隙滑移时,连接块通过控制弹簧驱使相互靠近滑动。当需要调节连接块之间的间距时,通过驱动结构驱使控制板远离或靠近连接块滑移,从而使若干控制块同时远离或靠近相邻连接块上的间隙,再通过控制弹簧驱使连接块保持抵接控制块移动,从而实现若干个连接块同时滑动,从而同时调节所有支杆之间的间隙大小,并且支杆之间间隙的大小完全一致,使支杆位置调节方便。
6、顶起气缸将顶起架顶起后,使支杆上片材高于裁切机构的下模的切槽,运送组件将片材靠近裁切机构方向运送后,顶起气缸将片材放下,使片材上凹槽位于裁切机构的下模的切槽内,上模的切刀下压后实现裁切。
7、可选的,相邻两个连接块相互靠近的一侧上靠近控制板的边沿设置有稳定斜面,所述稳定斜面抵接控制斜面。
8、通过采用上述技术方案,通过稳定斜面抵接控制斜面,使连接块和控制块抵接稳定。
9、可选的,所述驱动结构包括连接架、螺纹杆和驱动电机,所述连接架固定连接控制板,所述驱动电机固定于主架上,所述连接架上开设有螺纹孔,所述螺纹杆螺纹连接于螺纹孔内,所述驱动电机驱动螺纹杆转动,所述螺纹杆的长度方向与控制板的滑移方向相同。
10、通过采用上述技术方案,通过电机驱使螺纹杆转动,从而使得连接架滑移,从而实现电动调节,无需人工手动调节控制板的滑移,从而使支杆之间的间隙调节方便。
11、可选的,还包括调节主架在底架上位置的调节组件,所述调节组件包括调节手轮、调节丝杆、减速齿轮箱、滑轨、滑块和调节块,所述滑轨设置于底架顶部,所述滑块设置于主架底部,所述滑块滑移连接于滑轨上,所述滑块的滑移方向与支杆的长度方向垂直;所述调节块固定于主架上,所述调节丝杆一端转动连接于底架上,另一端连接减速齿轮箱的输出端,所述减速齿轮箱的输入端连接调节手轮。
12、通过采用上述技术方案,将主架滑移连接于底架顶部,当支杆之间间隙改变时,支杆可能无法正对相邻凹槽之间的间隔处,从而需要调节主架的位置,使支杆正对相邻凹槽之间的间隔处,从而无需将整个送料机构移送。通过设置减速齿轮箱,使调节丝杆的转速较慢,通过转动调节手轮,实现顶起架的微调节。
13、可选的,所述运送组件包括滑移板、运送压板和两组支撑部、两组驱动无杆气缸,所述两组支撑部固定于底架上,两组支撑部位于片材运送方向的两侧,若干所述支杆位于两组支撑部之间;两组驱动无杆气缸一一对应设置于两组支撑部上,两组驱动无杆气缸的滑移块固定滑移板的两端;所述运送压板通过固定杆固定于滑移板的底部,所述运送压板用于伸入片材上的凹槽内。
14、通过采用上述技术方案,送料时,支杆先被顶起,支杆上的片材高于裁切机构的下模的切槽,此时运送压板位于片材上的凹槽内,无杆气缸带动滑移板靠近裁切机构方向滑移,使运送压板带动片材靠近裁切机构方向滑移,顶起气缸再将顶起架放下,此时使片材上凹槽位于裁切机构的下模的切槽内,上模的切刀下压后实现裁切,从而实现自动送料。
15、可选的,若干所述支杆中位于最两侧的两个支杆上固定有安装架,所述安装架上固定有定位气缸,所述定位气缸用于将片材两边沿抵紧于若干支杆中位于最两侧的两个支杆的顶面。
16、通过采用上述技术方案,由于运送压板带动片材的移速较快,使片材脱离运送压板后由于惯性,导致片材不稳定。在运送压板脱离凹槽的瞬间,定位气缸将片材边沿压紧于支杆上,使片材稳定。
17、可选的,所述滑移板顶部固定有供运送压板安装的安装板,所述安装板上设置有直槽口,所述直槽口的长度方向与支杆的长度方向垂直,所述固定杆穿设于直槽口内,所述固定杆上同轴固定有固定环,所述固定环抵接于安装板的底面,所述固定杆的顶端螺纹连接有固定螺母。
18、通过采用上述技术方案,当支杆之间的间隙调节后,通过固定杆在直槽口内滑移,方便调整运送压板的位置,从而方便运送压板正对两个支杆之间的间隙内。
19、可选的,所述安装架上固定有压轨,所述压轨位于支杆的顶部,所述压轨和支杆顶面的间隙供片材通过。
20、通过采用上述技术方案,压轨的设置,使片材较为平整的放置在支杆上,使片材不易发生褶皱。
21、综上所述,本技术包括以下至少一种有益技术效果:
22、1.通过设置控制板、控制块、控制斜面和控制弹簧,方便一次调节所有的支杆之间的间隙,使支杆调节方便;
23、2.通过设置调节手轮、调节丝杆、减速齿轮箱、滑轨、滑块和调节块,方便调节主架的位置,从而方便支杆正对片材上相邻凹槽之间的间隙;
24、3.通过设置固定杆、固定环、螺母和直槽口,方便运送压板的位置调节,从而方便运送压板正对片材上的凹槽。
- 还没有人留言评论。精彩留言会获得点赞!