电池装配的移动机器人、作业系统、控制方法及控制系统与流程
本技术涉及电池装配,尤其涉及一种电池装配的移动机器人、作业系统、控制方法及控制系统。
背景技术:
1、相关技术中,电池装配包括多个装配工序,其中部分或全部工序通过对应的机械手辅助装配。由于各工序对应的产品和装配动作不同,单一机械手无法完成多装配工序的装配动作,无法满足高精度、高柔性、高效率的装配需求。
技术实现思路
1、有鉴于此,本技术实施例期望提供一种电池装配的移动机器人、作业系统、控制方法及控制系统,以解决相关技术中单一机械手无法完成多装配工序的装配动作,从而无法满足高精度、高柔性、高效率的装配需求的技术问题。
2、为达到上述目的,本技术实施例第一方面提供一种电池装配的移动机器人,包括:
3、移动平台,能够接收装配指令以实现在不同的位置之间移动;
4、检测装置,设置在所述移动平台上,用于获取位置信号和装配配方信号;
5、多个末端执行器,放置在所述移动平台上;
6、以及机械手,设置在所述移动平台上,能够与目标末端执行器连接以对所述电池执行相应的装配动作;其中,所述目标末端执行器是基于所述装配指令从所述多个末端执行器中确定的,所述装配动作是基于所述位置信号和所述装配配方信号确定的。
7、该实施例中,检测装置获取位置信号和装配配方信号。根据获取的位置信号和装配配方信号,移动平台带动机械手和多个末端执行器在不同的位置之间移动。机械手能够根据装配指令选择连接对应的末端执行器,进而执行装配指令对应的装配动作。该电池装配的移动机器人能够选择不同的末端执行器,实现多个不同的装配动作,从而适用在多工序、或不同的产品的装配动作中,进而提升了移动机器人的通用性和适配性,在降低了生成成本的同时还提高了生产效率和质量,能够满足高精度、高柔性、及高效率的装配需求。
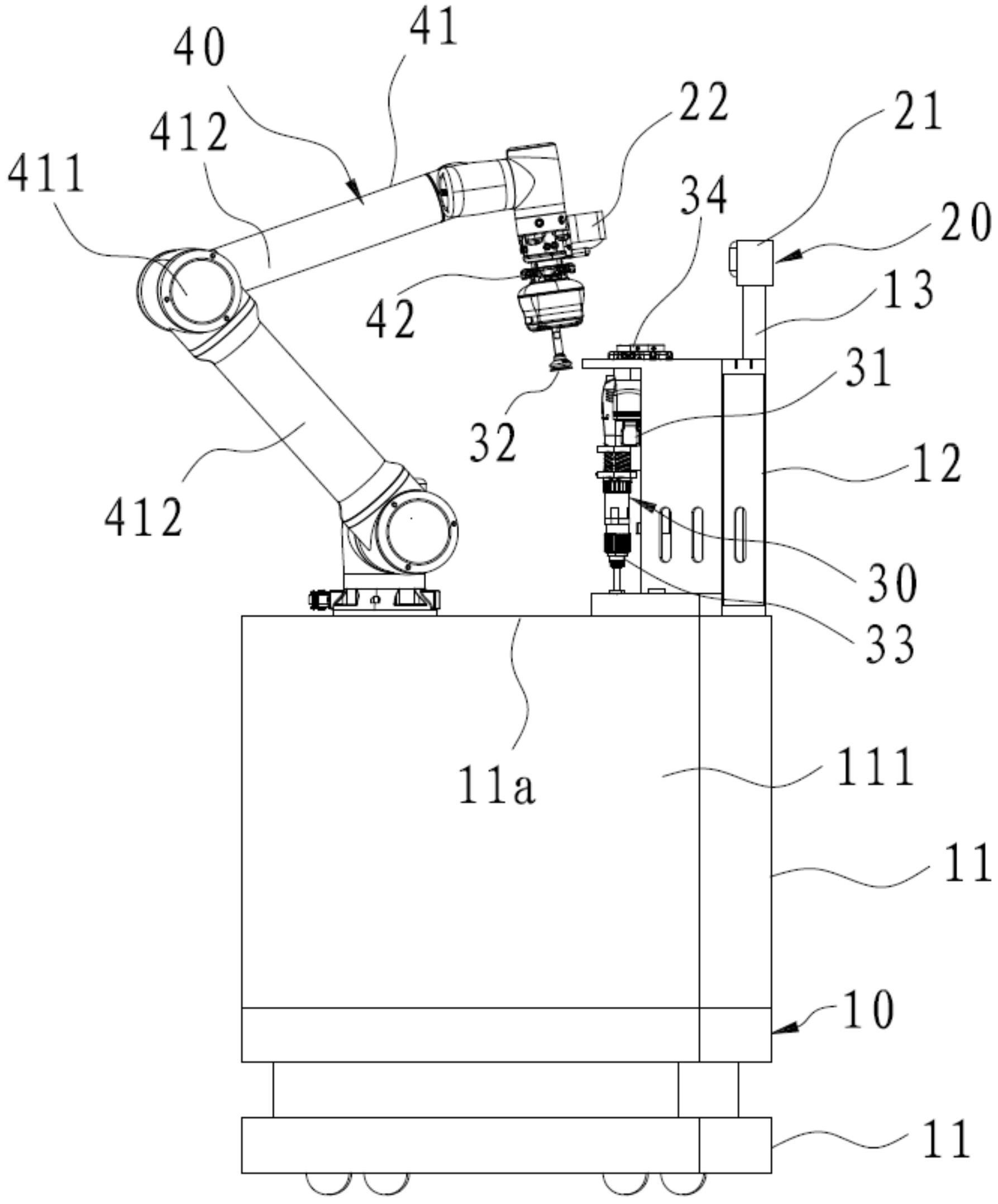
8、一些实施方案中,所述移动平台包括移动底盘以及工具架,所述移动底盘具有工作平台,所述工具架设置在所述工作平台上,所述多个末端执行器放置在所述工具架上。
9、移动底盘实现在不同位置之间的移动,移动底盘可以为自动导向小车(automatedguided vehicle,简称agv)。通过工具架对各末端执行器进行限位,方便机械手与末端执行器连接。
10、一些实施方案中,所述工作平台上具有卡位件,用于放置料盘,以便所述机械手上的所述末端执行器从所述料盘中获取物料用于装配,加快了装配节拍,从而提高了生产节拍。
11、卡位件用于定位料盘在工作平台上的位置,并限制料盘在工作平台平面内的位移,以方便机械手上的末端执行器从料盘中获取物料,同时由于料盘可以容纳多个物料,不需要机械手频繁从料库中获取物料,提高了生产节拍。
12、一些实施方案中,所述机械手包括多关节臂以及快换机构,所述多关节臂设置在所述移动平台上,以实现多个方位的装配动作,所述快换机构与所述多关节臂的末端连接,用于与所述多个末端执行器快换连接。
13、快换机构能够使机械手与末端执行器快速连接或快速分离,无需手动介入,以此方便更换末端执行器。
14、一些实施方案中,所述检测装置包括全局相机、末端相机以及光源,所述全局相机设置在所述移动平台上,用于获取装配环境信息,所述末端相机设置在所述机械手的末端,以获取所述装配配方信号,所述光源邻近所述末端相机设置,以向所述末端相机拍摄提供光线。
15、全局相机设置在移动平台上,其相对移动平台保持位置固定,能够拍摄获得装配环境信息,进而用于获取移动平台的位置。末端相机设置在机械手的末端,能够跟随机械手移动以获取电池对应的装配配方信号。光源向末端相机拍摄提供光线,以提高拍摄图像的清晰度。
16、一些实施方案中,所述检测装置还包括测距仪,设置在所述移动平台上,以获取所述移动平台的精确位置信号。
17、通过测距仪对移动平台进行精确定位,提高了移动平台的位置信号的精确度。
18、一些实施方案中,所述移动平台的不同方位上分别设置所述测距仪。
19、如此,各测距仪能够获取对应方位上的位置信息,进而得到移动平台在多个方向的精确位置,从而提高了作业的安全性。
20、一些实施方案中,所述移动平台的三个侧面上分别设置两个所述测距仪。
21、通过在三个侧面上分别设置两个测距仪,能够提高对三个侧面所朝向的方位的定位精度。
22、一些实施方案中,所述多个末端执行器分别包括夹爪机构、吸盘机构以及锁丝机构,所述夹爪机构用于抓取插头以测试所述电池;所述吸盘机构用于吸附料盘进行上料,或吸附泡棉,或吸附标签;所述锁丝机构用于从位于所述移动平台上的所述料盘中吸附螺栓进行装配。
23、夹爪机构的结构不限,其具体结构可根据插头的结构进行调整。
24、吸盘机构具有吸附功能,能够吸附料盘、泡棉或标签。其中,料盘用于缓存装配所需物料,例如螺栓。泡棉用于设置在相邻的电芯或相邻电池模组之间,具有容易被压缩、轻、耐高温等优点。标签用于对各电芯或各电池模组进行编号。
25、锁丝机构具有吸附螺栓和装配螺栓的功能,能够从料盘中吸附螺栓,并将螺栓拧紧在电池上,以实现锁丝装配。
26、本技术实施例第二方面提供一种电池装配的作业系统,包括:
27、装配平台,用于装配所述电池;
28、多个辅助设备,用于为装配所述电池提供不同的物料;
29、上述任一实施例所述的移动机器人,能够获取相对于所述辅助设备的位置信息,并从多个所述辅助设备上获取物料,以对所述装配平台上的所述电池进行装配。
30、移动机器人通过连接对应的末端执行器,进而获取不同辅助设备上的物料对电池进行装配动作,能够适应多种工序、多种产品的装配动作,提高适配范围和通用性,在降低了生成成本的同时还提高了生产效率和质量,能够满足高精度、高柔性、及高效率的装配需求。
31、一些实施方案中,多个所述辅助设备分别包括:
32、螺栓上料机,用于提供螺栓;
33、泡棉剥离机,用于提供泡棉;
34、以及标签剥离机,用于提供标签。
35、螺栓上料机提供螺栓,螺栓用于紧固相邻的装配部件。泡棉剥离机提供泡棉,泡棉用于设置在相邻的电芯或相邻电池模组之间。标签剥离机提供标签,标签用于对各电芯或各电池模组进行编号。
36、本技术实施例第三方面提供一种电池装配的控制方法,应用于上述任一实施例所述的移动机器人,包括:
37、基于装配指令,从所述多个末端执行器中确定目标末端执行器;
38、控制所述机械手与所述目标末端执行器连接;
39、基于所述检测装置获取的位置信号和装配配方信号,控制所述机械手上的目标末端执行器对所述电池进行装配。
40、这样,移动机器人能够选择不同的末端执行器,实现不同的装配任务,从而适用于不同的工序、不同的产品的装配动作中,进而提升了移动机器人的通用性和适配性,在降低了生成成本的同时还提高了生产效率和质量,能够满足高精度、高柔性、及高效率的装配需求。
41、一些实施方案中,所述控制方法还包括:基于所述装配指令,从多个辅助设备中确定目标辅助设备;基于所述检测装置获取的第一位置信号,控制所述移动平台从初始位置移动至所述目标辅助设备对应的位置。
42、这样,根据装配指令及第一位置信号,控制移动平台准确移动到待装配工位,使得机械手能够准确且及时地从该待装配工位获取物料,以完成对电池的装配,在提升了装配效率的同时还提高了安全性。
43、一些实施方案中,所述控制方法还包括:基于所述检测装置获取的第二位置信号,确定所述移动机器人与所述目标辅助设备之间的相对位置信息,并将所述相对位置信息存储至预设的数据库中。
44、这样,通过二次定位获取移动机器人相较于待装配工位的精确位置信息,提高了移动机器人作业精度和安全性。
45、一些实施方案中,所述控制所述机械手与所述目标末端执行器连接,包括:基于所述检测装置获取的包含所述多个末端执行器的第一图像,确定所述目标末端执行器的位置;将所述机械手移动至所述目标末端执行器的位置,以使得所述机械手与所述目标末端执行器连接。
46、这样,通过检测装置获取的图像来实时定位目标末端执行器的位置,提高了目标末端执行器的位置的准确度,从而提升了作业效率和安全性。
47、一些实施方案中,所述基于所述检测装置获取的位置信号和装配配方信号,控制所述机械手上的目标末端执行器对所述电池进行装配,包括:基于所述检测装置获取的所述装配配方信号,确定装配工序;按照所述装配工序,基于所述检测装置获取的所述位置信号,控制所述机械手上的目标末端执行器对所述电池进行装配。
48、这样,通过检测装置获取的装配配方信号来实时确定装配工序,而并不需要人工来操作装配工序,不仅提高了装配工序的准确度,而且还降低了人力成本,从而在提升了装配效率的同时还提高了产线自动化率。
49、一些实施方案中,在所述装配工序包括插接工序的情况下,所述位置信号包括插头的位置信号和插座的位置信号,所述目标末端执行器包括夹爪机构,所述装配包括测试;所述基于所述检测装置获取的所述位置信号,控制所述机械手上的目标末端执行器对所述电池进行装配,包括:基于所述检测装置获取的所述插头的位置信号,控制所述机械手上的夹爪机构抓取所述插头;基于所述检测装置获取的所述插座的位置信号,控制所述机械手上的夹爪机构将所述插头插入至所述插座,以对所述电池进行测试。
50、这样,通过检测装置获取的位置信号来实时定位插头和插座,使得移动机器人能够准确且及时的执行插接工序,相较于利用人工进行插接工序而言,不仅提高了插接任务的完成效率,而且还降低了人力成本。
51、一些实施方案中,所述控制方法还包括:响应于所述电池测试完成的情况下,控制所述机械手的夹爪机构从所述插座中拔出所述插头,并将所述插头移动至设定位置。
52、这样,通过机械手将插头还原至初始位置,以便于机械手执行下一插接工序。
53、一些实施方案中,在所述装配工序包括锁丝工序的情况下,所述位置信号包括螺栓上料机上的螺栓料盘的位置信号和螺丝孔的位置信号,所述目标末端执行器包括吸盘机构和锁丝机构;所述基于所述检测装置获取的所述位置信号,控制所述机械手上的目标末端执行器对所述电池进行装配,包括:基于所述检测装置获取的所述螺栓料盘的位置信号,控制所述机械手上的吸盘机构将所述移动平台上的料盘替换为所述螺栓料盘;将所述机械手上的吸盘机构替换为所述锁丝机构,并控制所述机械手上的锁丝机构吸附所述螺栓料盘中的螺栓;基于所述检测装置获取的所述螺丝孔的位置信号,控制所述机械手上的锁丝机构将所述螺栓装配入所述螺丝孔中。
54、这样,通过检测装置获取的位置信号来实时定位螺栓和螺丝孔,使得移动机器人能够准确且及时的执行锁丝工序,相较于利用人工进行锁丝工序而言,不仅提高了锁丝任务的完成效率,而且还降低了人力成本。
55、一些实施方案中,在所述装配工序包括贴物料工序的情况下,所述位置信号包括目标辅助设备中的目标物料的位置信号和粘贴区域的位置信号,所述目标末端执行器包括吸盘机构,所述装配包括粘贴;所述基于所述检测装置获取的所述位置信号,控制所述机械手上的目标末端执行器对所述电池进行装配,包括:基于所述检测装置获取的所述目标物料的位置信号,控制所述机械手上的吸盘机构吸附所述目标物料;基于所述检测装置获取的所述粘贴区域的位置信号,控制所述机械手上的吸盘机构将所述目标物料粘贴至所述粘贴区域中;其中,所述目标物料包括以下之一:泡棉、标签。
56、这样,通过检测装置获取的位置信号来实时定位待操作物料,使得移动机器人能够准确且及时的执行贴物料工序,相较于利用人工进行贴物料工序而言,不仅提高了贴物料任务的完成效率,而且还降低了人力成本。
57、一些实施方案中,所述控制方法还包括:响应于所述电池的装配工序完成的情况下,控制所述机械手移动至所述目标末端执行器对应的位置,以分离所述机械手和所述目标末端执行器;控制所述移动平台移动至初始位置。
58、这样,一方面,通过机械手将目标末端执行器还原至对应的位置,以便于机械手执行下一装配工序;另一方面,将移动平台移动至初始位置,以便于下一次装配任务的执行。
59、本技术实施例第四方面提供一种电池装配的控制方法,应用于上述任一实施例所述的作业系统,所述控制方法包括:
60、基于装配指令,从多个辅助设备中确定目标辅助设备;
61、控制所述移动平台和所述装配平台移动至所述目标辅助设备对应的位置;
62、基于所述检测装置获取的位置信号和装配配方信号,控制所述机械手上的目标末端执行器从所述目标辅助设备上获取对应的物料,以对所述装配平台上的电池进行装配;其中,所述目标末端执行器是基于所述装配指令从所述多个末端执行器中确定的。
63、这样,一方面,移动机器人根据该位置信号和装配配方信号能够选择不同的末端执行器,实现不同的装配任务,从而适用于不同的工序、不同的产品的装配动作中,进而提升了移动机器人的通用性和适配性,在降低了生成成本的同时还提高了生产效率和质量,能够满足高精度、高柔性、及高效率的装配需求;另一方面,移动机器人、装配平台与多个辅助设备之间相互配合,提高了装配效率,拓宽了作业系统的使用场景。
64、本技术实施例第五方面提供一种电池装配的控制系统,应用于上述任一实施例所述的移动机器人中,所述控制系统包括上位机、及与所述上位机通信连接的多个控制器,其中:
65、所述上位机,用于接收装配指令;基于所述装配指令,从所述多个控制器中确定目标控制器,并将所述装配指令发送至所述目标控制器中;
66、所述目标控制器,用于接收所述装配指令;基于所述检测装置获取的位置信号和装配配方信号,控制所述机械手上的目标末端执行器对所述电池进行装配;其中,所述目标末端执行器是基于所述装配指令从所述多个末端执行器中确定的。
67、这样,一方面,通过控制移动机器人选择不同的末端执行器,实现不同的装配任务,从而适用于不同的工序、不同的产品的装配动作中,进而提升了移动机器人的通用性和适配性,在降低了生成成本的同时还提高了生产效率和质量,能够满足高精度、高柔性、及高效率的装配需求;另一方面,通过不同的控制器分别控制移动机器人执行不同的装配任务,实现了插接、锁丝、贴泡棉、贴标签等装配任务的集成式控制,同时由于将原来的多个设备之间的通信变更为系统内部通信,降低了通信时延,从而在降低了系统运行成本的同时还提高了装配效率、及系统的稳定性。
68、一些实施方案中,所述目标控制器包括以下至少之一:运动控制模块、定位控制模块、异常检测模块,所述检测装置包括相机和测距仪,其中:所述运动控制模块,用于基于所述测距仪获取的第一位置信号和/或所述相机获取的第一图像信号,控制所述移动平台和/或所述机械手运动;所述定位控制模块,用于基于所述相机获取的第二图像信号,确定目标对象的位置信息;其中,所述目标对象包括以下至少之一:插头、插座、螺栓料盘、螺丝孔、泡棉、标签、粘贴区域;所述异常检测模块,用于对所述目标末端执行器执行的目标动作进行检测,得到检测结果;其中,所述目标动作包括以下至少之一:抓取插头、将插头插入插座、拔出插头、锁丝装配、剥离泡棉、剥离标签。
69、这样,通过不同的模块对移动机器人装配的各个装配动作进行分别处理,以确保每个装配动作的有序和正确执行,从而在实现了复杂工序的装配的同时还提高了装配效率和安全性。
70、一些实施方案中,在所述目标控制器包括插接控制器的情况下,所述目标控制器还包括柔力控制模块,所述柔力控制模块,用于控制所述机械手上的目标末端执行器的柔力;在所述目标控制器包括锁丝控制器或贴泡棉控制器的情况下,所述目标控制器还包括测距检测模块,所述测距检测模块,用于基于所述测距仪获取的第二位置信号,确定所述移动机器人与目标辅助设备之间的相对位置信息;其中,所述目标辅助设备是基于所述装配指令从多个辅助设备确定的,所述多个辅助设备包括螺栓上料机、泡棉剥离机、及标签剥离机;在所述目标控制器包括贴标签控制器的情况下,所述目标控制器还包括计数控制模块,所述计数控制模块,用于统计标签的使用次数。
71、这样,通过不同的装配工序配置对应的模块以执行对应的装配动作,以确保装配任务的有序和正确执行,实现了多模块集中式控制方式,从而在实现了复杂工序的装配的同时还提高了装配效率和安全性。
72、本技术实施例第五方面提供一种电池装配的控制系统,应用于上述任一实施例所述的作业系统中,所述控制系统包括控制子系统、与所述控制子系统通信连接的装配平台管理系统、及与所述控制子系统通信连接的辅助设备管理系统,其中:
73、所述装配平台管理系统,用于基于所述控制子系统发送的第一控制指令,对所述装配平台进行管理;
74、所述辅助设备管理系统,用于基于所述控制子系统发送的第二控制指令,对所述多个辅助设备进行管理;
75、所述控制子系统,用于控制所述移动平台移动至目标辅助设备对应的位置;基于所述检测装置获取的位置信号和装配配方信号,控制所述机械手上的目标末端执行器从所述目标辅助设备上获取对应的物料,以对所述装配平台上的电池进行装配;其中,所述目标末端执行器是基于装配指令从所述多个末端执行器中确定的。
76、这样,一方面,通过控制移动机器人选择不同的末端执行器,实现不同的装配任务,从而适用于不同的工序、不同的产品的装配动作中,进而提升了移动机器人的通用性和适配性,在降低了生成成本的同时还提高了生产效率和质量,能够满足高精度、高柔性、及高效率的装配需求;另一方面,采用多系统的集中式控制方式,在提升了资源利用率的同时还满足了不同装配场景的需求。
77、一些实施方案中,所述控制系统还包括测试系统;所述测试系统,用于基于所述控制子系统发送的测试指令,对所述装配平台上的电池进行测试。
78、这样,在控制系统上集成测试系统,以便于对电池进行测试,在提高了装配效率及柔性化程度的同时还扩宽了控制系统的使用场景。
79、应当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,而非限制本技术。
- 还没有人留言评论。精彩留言会获得点赞!