一种圆柱水泡画线生产线的制作方法
本发明涉及生产设备,特别是涉及一种圆柱水泡画线生产线。
背景技术:
1、圆柱水泡是水平尺中最为重要的部件之一,其精度直接反映出水平尺的测量精度。圆柱水泡通常是作为独立的构件完成加工后再装配到水平尺尺体上的。圆柱水泡通常包括外部的水泡管和封装在水泡管(水泡管一端敞口设置,装入水泡液体后再将敞口端封装)内的水泡液体;在对其进行加工时,包括在水泡管上绕其圆周画线的步骤,需要再其轴向中部位置呈间隔的画两条线,通常测量时,圆柱水泡内的水泡居于两条画线的中间为水平。
2、现有技术中,通常是采用人工和机械配合操作完成圆柱水泡画线加工;这就致使存在以下缺点;1、自动化程度低,致使工作强度大,还浪费人力;2、画线质量稳定性差,不能够很好的控制画线质量;3、加工效率低。
技术实现思路
1、有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是,怎样提供一种结构设计更加简单合理,自动化程度更高,画线质量更加稳定,加工效率更高的圆柱水泡画线生产线。
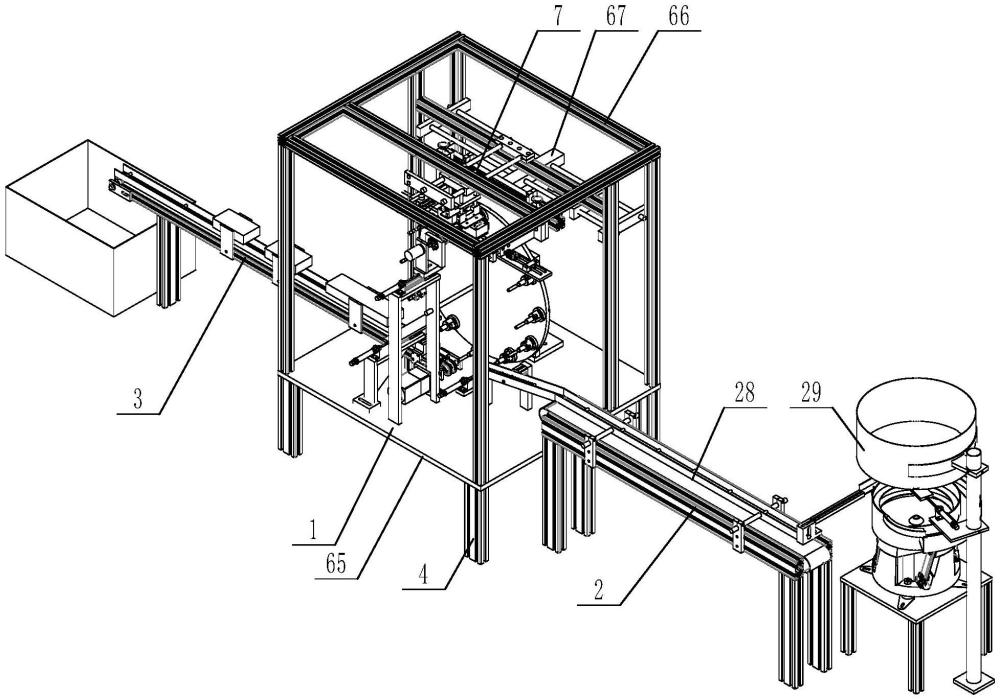
2、为实现上述目的,本发明提供了一种圆柱水泡画线生产线,包括画线加工部分结构,画线加工部分结构上具有上料工位、画线工位和下料工位;还包括上料部分结构和下料部分结构并各自对应的与上料工位和下料工位衔接;其特征在于,画线加工部分结构包括架体,架体上设有转盘,在转盘上且沿其圆周方向呈间隔的设有多个工件放置机构,工件放置机构具有放置杆且能够伸入到水泡管内;转盘与架体之间设有转盘竖向转动控制结构并能够控制转盘上的放置杆逐次的位于上料工位、画线工位和下料工位并各自完成水泡管上料、画线和下料;架体上对应画线工位上的水泡管设有水泡画线结构;水泡画线结构包括相贴设置在水泡管上的画线丝;架体上对应画线工位上的水泡管还设置有转动驱动结构并能够带动水泡管旋转并完成画线。
3、这样,上述的圆柱水泡画线生产线在工作时,上料部分结构将工件(水泡管)输送至上料工位,并将工件套设安置在工件放置机构具有的放置杆上;然后,转盘竖向转动控制结构控制套设有工件的放置杆转动至画线工位,画线丝相贴设置在水泡管上,转动驱动结构再带动水泡管旋转并完成画线。最后,转盘竖向转动控制结构再控制画线后的水泡管转动至下料工位,工件再被下料部分结构输送至后续位置。采用上述的生产线完成水泡管画线加工,整体的自动化程度更高,能够降低人工劳动强度,节约人力,提高加工效率;并且能够提高画线质量的稳定性,能够更好的控制画线质量。
4、作为优化,在转盘的一侧表面且沿圆周方向呈均匀的设置有12个工件放置机构;且转盘竖向转动控制结构能够各自控制工件放置机构上的工件逆时针转动至90°、150°和210°角位置,并各自对应的位于画线工位、下料工位和上料工位。
5、这样,在转盘上布置12个工件放置机构,使得转盘每次转动的角度为30°,布置更加密集,能够更好的提高加工效率。并且画线工位、下料工位和上料工位的位置布置更加的合理。
6、作为优化,所述工件放置机构包括通过螺钉安装固定在转盘上的固定连接盘,在固定连接盘上安装设置有固定头,固定头内端端面中部向内凸出形成插接凸出部并插入安装在固定连接盘中心孔内,且插接凸出部还向外延伸并对应的插入转盘具有的通孔内;固定头中心具有中心孔,在中心孔内安装设置有水平向外设置的放置杆。
7、这样,通过设置固定连接盘和固定头,能够更加方便放置杆的安装布置,且整个结构设计更加简单合理。
8、作为优化,放置杆包括一端的配合设置在固定头具有的中心孔内的插入段,还包括中间段和外端的工作段,工作段与水泡管内径匹配设置。
9、这样,放置杆的结构设计更加简单合理,中间段和工作段之间能够形成台阶面,工作段插入水泡管内,水泡管端部能够抵接在台阶面上进行限位。
10、作为优化,所述转盘竖向转动控制结构包括各自安装设置在转盘两侧的第一支架和第二支架;在第一支架和第二支架之间设置有转盘安装轴,在转盘安装轴上安装设置有所述转盘,且在第一支架上设置有转盘驱动电机并用于带动转盘转动。
11、这样,转盘竖向转动控制结构设计更加简单合理,能够更加方便对转盘进行安装,并且能够更好的带动转盘转动。
12、进一步的,第一支架整体呈l形板状结构设计并通过螺钉连接固定在机架上。
13、这样,第一支架的结构设计更加简单,更加稳定。
14、进一步的,第二支架包括竖向布置的支架板,转盘安装轴安装在支架板上端。
15、这样,第二支架的结构设计更加简单合理。
16、作为优化,转动驱动结构包括安装布置在架体上的支撑支架,支撑支架包括上端的水平支板,在水平支板上设置有支座,在支座内侧可转动的安装设置有旋转驱动头,支座上对应旋转驱动头可传动的连接设置有旋转驱动电机;在支座与水平支板之间设置有支座水平移动控制机构,并能够带动支座水平朝向画线工位上的工件移动,且使得驱动头与工件对接并带动工件转动。
17、这样,转动驱动结构在工作时,支座水平移动控制机构带动支座水平朝向画线工位上的工件移动,且驱动头与工件对接并带动工件转动,完成画线后,支座水平移动控制机构再带动支座远离工件。上述的结构设计更加简单合理。
18、进一步的,支座包括下端的水平设置的支座块,在支座块上呈间隔的设置有两个竖向设置的支座板,且使得支座整体呈u形结构设计,在两个支座板外侧各自对应的布置有所述旋转驱动头和旋转驱动电机。
19、这样,支座的结构设计更加简单,更加方便安装布置旋转驱动头和旋转驱动电机。
20、进一步的,支座水平移动控制机构包括设置在支座下方的导向块,导向块上设置有导向槽;在水平支板上设置有导轨并与导向块上的导向槽配合;在水平支板外端通过l形固定支板安装有驱动气缸,且使得驱动气缸的活塞杆端与支座相连。
21、这样,支座水平移动控制机构设计更加简单合理,能够更好的带动支座移动。
22、作为优化,所述上料部分结构包括上料振料机构和工件上料输送机构;工件上料输送机构具有上料输出端并与上料工位衔接,对应上料输出端设置有上料推料机构并能够将工件套设在放置杆上。
23、这样,设置上料振料机构和工件上料输送机构,在工作时,上料振料机构完成振动整料,输出至工件上料输送机构,工件上料输送机构再把工件送至上料工位,上料推料机构再将工件套设在上料工位位置的放置杆上。
24、进一步的,所述上料推料机构包括工件挡块,工件挡块一侧设置有安置口并使得从上料输出端输出的工件能够进入到所述安置口内;安置口一端与上料工位上的放置杆正对,安置孔另一端外侧设置有推料气缸,在推料气缸的活塞杆端安装有推料杆,推料气缸能够带动推料杆运动并带动安置口内的工件套设在放置杆上。
25、这样,上料推料机构的结构设计更加简单;在工作时,工件进入到工件挡块具有的安置口内,并对工件进行定位,工件与放置杆正对,推料气缸工作并带动推料杆运动,工件在安置口内移动并套入到放置杆上。
26、进一步的,工件上料输送机构包括上料机架,在上料机架上设置有上料传送带,在上料传送带上方呈间隔的设有两个上料挡板,两个上料挡板的间距与工件轴向尺寸匹配,且上料传送带与两个上料挡板之间形成上料通道以供工件通过;在上料通道的出料端衔接设置有断面呈u形结构设计的且倾斜向下设置的导料板,导料板两侧弯折以使得导料板断面呈u形结构设计并形成导料槽,且导料槽下端与安置口衔接。
27、这样,工件上料输送机构设计更加简单合理,能够更好的对工件进行输送,并且设置有导料板,能够更好的将工件衔接送至安置口内。
28、进一步的,在导料槽两侧壁上各自贯穿设置第一通过孔和第二通过孔,在架体上对应第一通过孔设有安装支杆,安装支杆上设有水平布置的防错推料气缸,在防错推料气缸活塞杆端连接设置有防错推杆,防错推杆能够从第一通过孔穿过并抵接设置在导料槽内的水泡管的封闭端并将错误朝向的工件从第二通过孔推出至导料槽外部。
29、这样,在工作时,假设水泡管封闭端是朝向第一通过孔布置的,防错推料气缸就能够带动防错推杆从第一通过孔穿过,并抵接设置在导料槽内的水泡管的封闭端,并将错误朝向的工件从第二通过孔推出至导料槽外部;这样就能够排出朝向布置错误的水泡管。
30、进一步的,防错推杆的直径小于等于水泡管内径设置;第一通过孔的直径小于等于水泡管外径设置,第二通过孔直径大于水泡管外径设置。
31、这样,防错推杆、第一通过孔和第二通过孔的直径设计更加合理,能够更好的将错误朝向的水泡管推出至外部。
32、进一步的,在上料通道的进料端设置有导料块;导料块上设置有上端敞口设置的工件导料口,工件导料口上端一侧设置有半圆形缺口以用于与上料振料机构衔接;在导料块一侧面设有观察口,观察口与导料口连通。
33、这样,通过设置导料块,使得从上料振料机构输出的工件能够更好的进入到上料通道内,使得水泡管能够排列后,再进入上料通道。
34、进一步的,所述上料振料机构包括下端的振料机机架,在振料机机架上设置有振动机构料筒,振动机构料筒上端一侧设置有出料口并衔接设置有衔接块,衔接块上设置有衔接槽,且衔接槽远端与导料块衔接。
35、这样,上料振料机构设计更加简单,能够更好的与导料块衔接。
36、进一步的,在振动机构料筒上方且通过竖向安装支架杆设置有储料箱,储料箱下端为正对振动机构料筒敞口端设置的落料口,对应落料口设置有堵料板,在安装支架杆与堵料板之间设置有堵料气缸,堵料气缸的活塞杆端与堵料板相连。
37、这样,通过设置储料箱,能够及时的向振动机构料筒内补充工件。
38、作为优化,所述下料部分结构包括安装设置在架体上的且对应下料工位设置的下料支架,下料支架包括上端的水平设置的下料支板,在下料支板上设置有下料板,下料板前端安装设置有竖向向下设置的双轴气缸,双轴气缸的两个工作轴上各自连接设置有竖向向下设置的夹持块,且双轴气缸能够带动两个夹持块夹持在下料工位上的水泡管两侧;在下料板与下料支板之间设置有下料板水平移动控制机构并能够带动下料板朝向工件移动。
39、这样,在工作时,下料板水平移动控制机构带动下料板朝向工件移动,然后,双轴气缸带动两个夹持块夹持在下料工位上的水泡管两侧,下料板水平移动控制机构再带动下料板后退至预设位置,再将双轴气缸带动两个夹持块夹持松开工件,完成将工件从放置杆取下。
40、进一步的,所述下料板水平移动控制机构包括设置在下料支板上的水平导轨,在下料板下方设置有导向滑块,导向滑块上设置有导向槽并配合设置在水平导轨上,在下料支板后端设置有下料气缸,下料气缸的活塞杆端与下料板相连。
41、这样,下料板水平移动控制机构整个结构设计更加简单,工作更加可靠。
42、作为优化,所述下料部分结构还包括工件下料输送机构,且使得工件下料输送机构的一端衔接设置在下料工位下方。
43、这样,能够更好的将工件输送至外部,整个生产线布置更加合理。
44、进一步的,所述工件下料输送机构包括下料机架,在下料机架上设置有下料传送带,在下料传送带上方呈间隔的设有两个下料挡板,两个下料挡板的间距与工件轴向尺寸匹配,且下料传送带与两个下料挡板之间形成下料通道以供工件通过;在下料通道的出料端衔接设置有盛料箱。
45、这样,工件下料输送机构结构设计更加简单合理,能够更好的将工件集中的输送至盛料箱。
46、进一步的,在下料通道上方还呈间隔的布置有烘干组件和风冷组件。
47、这样,通过设置烘干组件和风冷组件,能够在下料输送过程中完成烘干和冷却,结构布置更加合理。
48、进一步的,在下料通道进料端还设置有进料导块,进料导块上设置有上端敞口设置的进料导口,进料导口下端与下料通道连通;且进料导口上端设置有导斜角结构。
49、这样,设置进料导块,使得工件能够更加有序的进入到下料通道内。
50、作为优化,架体包括上端的水平的架体支板,在架体支板上安装固定有整体呈矩形框结构设计的支撑架;在支撑架上安装布置有所述水泡画线结构。
51、这样,通过设置架体支板盒支撑架,能够更加方便布置水泡画线结构,
52、进一步的,所述水泡画线结构包括横向布置的安装杆,在安装杆与支撑架之间设置有安装杆纵向移动控制机构并用于控制安装杆纵向位置;在安装杆前端连接固定有纵向布置的安装梁,在安装梁两端各自安装有水平向内设置的连接支板,连接支板远端内侧各自安装有安装块,在两个安装块之间成对的设有画线丝;并且在两个连接支板外侧各自水平向外设置有支撑板,在支撑板上且对应两个画线丝各自设置有拉簧机构,且使得画线丝端部各自对应的从连接支板上设有的穿过孔穿出并连接设置在拉簧机构的工作端。
53、这样,上述的水泡画线结构中,设置的安装杆纵向移动控制机构能够控制画线丝的纵向位置,从而使得不同长度段位置的画线丝完成画线工作;其次,设置的拉簧机构能够对画线丝进行张紧,从而更好的保证画线丝的画线质量。
54、进一步的,在安装块内侧面上设置内侧呈敞口设置的安装槽,在安装槽内部下侧壁上设置有定位块,定位块上各自对应画线丝设有容纳口以供画线丝端部置入;在定位块上方且各自对应容纳口设置有压块,在安装块上侧表面各自对应压块设置有压紧螺钉,且压紧螺钉从安装块上的螺纹孔穿过并各自压接设置在定位块上表面上。
55、这样,通过安装块的结构设计,能够更好的对画线丝进行安装,并且更好的避免画线丝产生偏移和倾斜,从而更好的保证画线质量。
56、进一步的,在穿过孔内各自设置有配合块,且使得画线丝连接固定在配合块上,配合块外端与拉簧机构的工作端相连。
57、这样,通过设置配合块,能够更好的将画线丝连接在拉簧机构的工作端。
58、进一步的,在支撑板外端安装固定有固定块,在固定块上且各自对应两个配合块设置有螺杆让位孔;在螺杆让位孔内各自设置有螺杆,螺杆上的所述固定块两侧各自设有调节螺母;所述拉簧机构包括连接设置在螺杆内端的拉簧,拉簧的另一端与配合块相连。
59、这样,通过调整调节螺母,能够更加方便对画线丝的张紧程度进行调整,更加方便调节使用。
60、进一步的,安装杆纵向移动控制机构包括设置在支撑架上的且各自对应安装杆两端布置的两个导向轴,且使得导向轴各自可滑动的伸入在安装杆具有的配合孔内;在两个导向轴一端之间连接固定有固定杆,固定杆上设置有纵向控制气缸,且使得纵向控制气缸的活塞杆端与控制杆相连。
61、这样,安装杆纵向移动控制机构的结构设计更加简单合理,能够更好的控制画线丝的纵向位置。
62、进一步的,还包括通过连接支架安装布置在支撑架上的且成对布置的两个墨盒,且墨盒上设置有穿线孔以供画线丝穿过。
63、这样,控制画线丝纵向移动后,画线丝在墨盒内移动,能够更好的完成浸墨处理。
64、进一步的,所述连接支架包括成对安装布置在支撑架上的且横向布置的连接杆;两个连接杆上可横向滑动的设置有滑块板;在滑块板四个转角位置各自设有竖向布置的导向竖杆,导向竖杆上端各自可竖向滑动的配合设置在滑块板具有的第一导向竖孔内,在滑块板下方设置有控制板,且使得导向竖杆各自插入固定在控制板具有的第二导向竖孔内;并且在滑块板与控制板之间设置有控制气缸以控制两者之间的竖向间距;并且在横向成对的两组导向竖杆下端各自安装固定连接支座,在连接支座上各自设置有中间板,在中间板上安装设置有墨盒。
65、这样,能够通过控制气缸,控制墨盒的竖向位置,使得更好的对画线丝完成浸墨处理。
- 还没有人留言评论。精彩留言会获得点赞!