一种环锭纺细纱自动生头机器人定位控制系统及生头方法
本发明属于纺织机械自动化控制领域,尤其涉及一种环锭纺细纱自动生头机器人定位控制系统及生头方法。
背景技术:
1、在纺织生产中,纺纱工艺的关键工序细纱起着重要作用。在环锭纺细纱生产过程中,细纱会发生断头情况,即在纺纱机的前罗拉和纱锭之间纱线断开。细纱断头会导致成纱质量下降、生产效率降低等问题。因此需要大量的人力在细纱机之间巡检断头并重新接断头。基于此,自动化程度高的断纱接头设备对降低工人劳动强度和生产成本并提高生产效率有重要意义。
2、当前国内外均提出了较多的自动接头方案,主要分为原锭位接头和备用纱线生头。但是存在生头成功率低、效率低、结构复杂,且不能完全实现自动化的问题。
技术实现思路
1、本发明的目的是提供一种环锭纺细纱自动生头机器人定位控制系统及生头方法,以解决现有用于环锭纺细纱机的自动生头装置生头成功率低、效率低的问题。本发明所采用的技术方案如下:
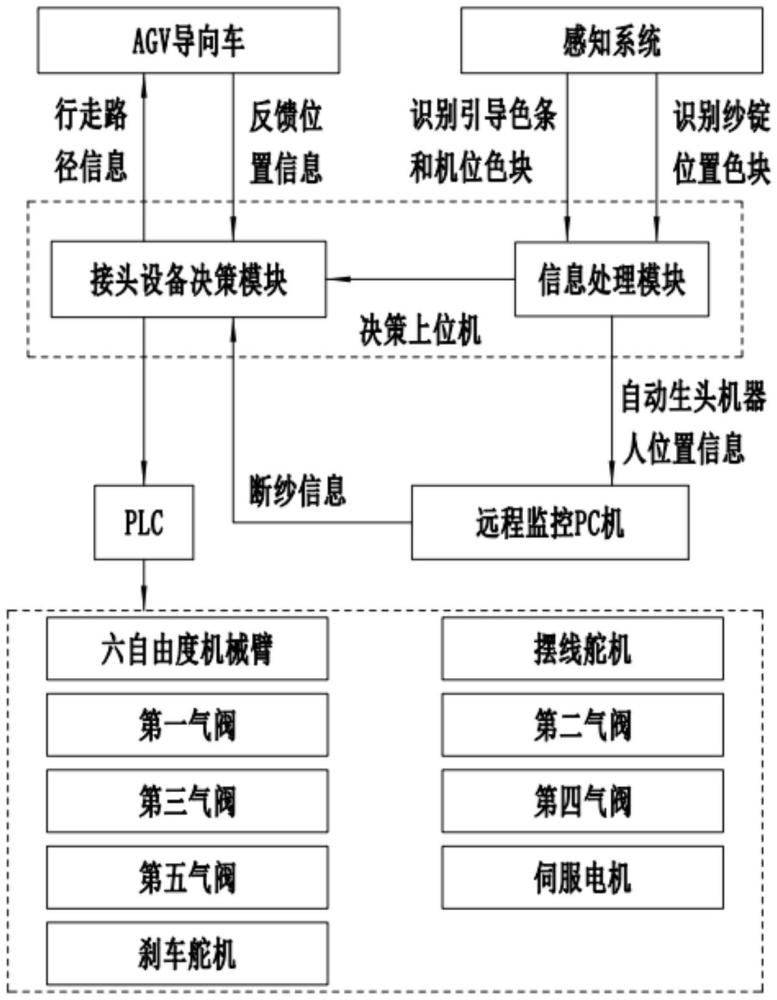
2、一种环锭纺细纱自动生头机器人定位控制系统,包括:
3、agv导向车,末端执行机构通过六自由度机械臂与agv导向车相连,末端执行机构用于执行备用纱线的生头、钢丝圈的定位、备用纱线穿圈以及备用纱线与断纱的捻接,agv导向车用于接收规划好的行走路径信息和反馈位置信息,并按行走路径驶近断纱纱锭;
4、感知系统,所述感知系统包括臂载工业相机、固定工业相机和车载工业相机,车载工业相机固定在agv导向车的底部,车载工业相机用于识别agv导向车的行走路径和识别发生断纱的环锭纺细纱机,固定工业相机设置在agv导向车的顶端,固定工业相机用于识别断纱纱锭,臂载工业相机设置在六自由度机械臂的末端,臂载工业相机用于观察备用纱线和钢丝圈的状态;
5、远程监控pc机,用于监控纱锭的工作状态以及所述自动生头机器人所处工作场地的位置和工作状态;
6、动作控制系统,所述动作控制系统包括决策上位机、plc和交换机,决策上位机、agv导向车、臂载工业相机、固定工业相机、车载工业相机、末端执行机构、六自由度机械臂和plc分别通过交换机建立信号传输,远程监控pc机和决策上位机建立信号传输。
7、进一步的,若干环锭纺细纱机布置在工作场地上,工作场地的地面上规划有所述自动生头机器人的移动主干路,每台环锭纺细纱机前的地面上上均规划有所述自动生头机器人的移动支干路,若干支干路分别与主干路相连,若干支干路和主干路形成所述自动生头机器人的活动轨迹,沿主干路和若干支干路铺设引导色条,每条支干路与主干路的交汇点均铺设与对应环锭纺细纱机匹配的机位色块,每个纱锭的钢领板上均粘贴与纱锭匹配的纱锭位置色块,车载工业相机通过识别引导色条来识别agv导向车的行走路径,车载工业相机通过识别机位色块来识别发生断纱的环锭纺细纱机,固定工业相机通过识别纱锭位置色块来识别断纱纱锭。
8、进一步的,引导色条是设有两种相间色的色条,机位色块和纱锭位置色块均为apriltag形式的二维码黑白色块。
9、进一步的,决策上位机为树莓派4b。
10、进一步的,末端执行机构包括外壳、出纱管、纱线张紧管、夹紧气缸、吹圈气管、摆线舵机和断纱装置,吹圈气管设置在外壳的左部,吹圈气管的前部向上弯折,出纱管和所述纱线张紧管设置在外壳的右部,出纱管和所述纱线张紧管均为文氏管结构构件,出纱管的扩散段朝前设置,所述纱线张紧管的扩散段朝后设置,出纱管的收缩段与所述纱线张紧管的收缩段前后同轴相对,出纱管的吼道一侧开设有第一进气口,所述第一进气口上设有第一气阀,所述纱线张紧管的吼道一侧开设有第二进气口,所述第二进气口上设有第二气阀,吹圈气管的后部与第三气阀相连,第一气阀、第二气阀和所述第三气阀分别与气泵相连,出纱管和所述纱线张紧管之间的一侧外壳上设有固定夹片,出纱管和所述纱线张紧管之间的另一侧外壳上设有夹紧气缸,夹紧气缸的活塞杆上设有软垫,夹紧气缸的活塞杆伸缩控制所述软垫与所述固定夹片夹合或分离,夹紧气缸的进气口通过第四气阀与气泵相连,所述摆线舵机与外壳相连,摆臂的一端与所述摆线舵机的输出轴相连,摆臂的另一端与拨叉的上端相连,拨叉的下端低于出纱管,摆臂水平摆动时,拨叉在出纱管的右侧至吹圈气管的左侧之间做弧线运动,所述断纱装置由裁剪气缸和刀片组成,裁剪气缸的进气口通过第五气阀与气泵连接,刀片与裁剪气缸的活塞杆相连,裁剪气缸固定在外壳上,出纱管的一侧设有入刀口,裁剪气缸控制刀片插入入刀口切断备用纱线或缩回。
11、进一步的,还包括辅助供纱装置,辅助供纱装置包括伺服电机和备用纱锭,伺服电机安装在agv导向车上,备用纱锭与伺服电机的输出轴相连,备用纱线缠绕在备用纱锭上,备用纱线的一端由所述纱线张紧管的扩散段穿入,并由出纱管的扩散段穿出。
12、进一步的,还包括刹车机构,刹车机构包括刹车舵机,刹车舵机安装在agv导向车上,且刹车舵机的安装高度与断纱纱锭的制动装置高度相适配,刹车舵机的输出轴上设有拨片刹车舵机与plc电连接,通过plc控制刹车机构刹停或释放断纱纱锭的制动装置。
13、本发明还提供了一种环锭纺细纱自动生头机器人定位控制系统生头方法,依托于上述的一种环锭纺细纱自动生头机器人定位控制系统实现,包括以下步骤:
14、步骤一、远程监控pc机获得断纱纱锭的位置编号,并下发给接决策上位机;
15、步骤二、决策上位机通过贪心算法判断即将前往的断纱纱锭位置,根据所述自动生头机器人的活动轨迹规划前往断纱纱锭的行走路径,并将行走路径数据信息发送给agv导向车;
16、步骤三、agv导向车沿规划好的行走路径驶向断纱纱锭,同时agv导向车将位置信息实时反馈给决策上位机;
17、步骤四、在所述自动生头机器人的移动过程中,通过车载工业相机识别引导色条,车载工业相机将信号数据实时发送给决策上位机,以供决策上位机判断行驶是否偏移,车载工业相机识别到发生断纱的环锭纺细纱机对应的机位色块时,车载工业相机将信号数据发送给决策上位机,决策上位机决定由主干路转向驶入发生断纱的环锭纺细纱机对应的支干路,固定工业相机识别到断纱纱锭对应的纱锭位置色块时,固定工业相机将信号数据发送给决策上位机,决策上位机发出指令使agv导向车停车;
18、步骤五、臂载工业相机识别断纱纱锭、钢领板、前罗拉和气圈的位置信息;
19、步骤二、六自由度机械臂带动自动接头机构靠近断纱纱锭,使出纱管与断纱纱锭的左侧相切,启动伺服电机,使备用纱锭旋转喂纱,开启第一气阀,所述气泵通过所述第一进气口向出纱管内吹气,备用纱线在气流的作用下向前移动,且穿过出纱管的备用纱线与气流保持同向,形成一定长度的悬空直线;
20、步骤三、备用纱线贴近旋转的断纱纱锭,使备用纱线由断纱纱锭的旋转顺向侧缠绕到断纱纱锭上,开启第二气阀,所述气泵通过所述第二进气口向所述纱线张紧管内吹气,备用纱线在气流的作用下获得张力向后拉直;
21、步骤四、备用纱线稳固缠绕在断纱纱锭上完成生头,先启动刹车舵机,刹车舵机通过拨片拨动断纱纱锭的制动装置,以刹停断纱纱锭,停止备用纱线的缠绕,再关闭第二气阀,停止向所述纱线张紧管内吹气,同时通过夹紧气缸使所述固定夹片和所述软垫夹合备用纱线;
22、步骤五、所述摆线舵机工作,所述摆线舵机驱动摆臂摆动,进而带动拨叉由弧线运动路径的右端移动到左端,拨叉在移动过程中拨动备用纱线向左撑起,备用纱线在拨叉和出纱管之间形成穿圈纱线段;
23、步骤六、六自由度机械臂带动自动接头机构右移,并控制自动接头机构的前端下斜,使吹圈气管朝向钢领的左侧上端面,且使所述穿圈纱线段贴合在钢领的外周前部;
24、步骤七、吹圈气管吹出气流作用在钢领上,并形成环流,钢丝圈在所述环流的作用下沿钢领滑动,使钢丝圈停留在钢领的前部;
25、步骤八、六自由度机械臂带动自动接头机构上移,使所述穿圈纱线段贴合钢领外周向上滑动,并由钢丝圈的开口穿入钢丝圈;
26、步骤九、夹紧气缸释放备用纱线,六自由度机械臂带动自动接头机构向后移动,使备用纱线被拉出一段,臂载工业相机通过备用纱线的形态判断备用纱线是否成功穿入钢丝圈;
27、步骤十、如判断备用纱线成功穿入钢丝圈,则六自由度机械臂带动自动接头机构上移,使备用纱线依次穿过气圈和导纱钩,在自动接头机构的上移过程中,备用纱线自动脱离拨叉,备用纱线仅由出纱管牵引移动;
28、步骤十一、六自由度机械臂带动自动接头机构继续向上移动,带动备用纱线进入前罗拉,并与断纱捻接;
29、步骤十二、六自由度机械臂带动自动接头机构向后移动,裁剪气缸驱动刀片插入入刀口切断备用纱线,生头法接头完成,刹车舵机驱动拨片转动释放断纱纱锭的制动装置。
30、与现有技术相比,本发明的有益效果在于:
31、本发明提出的自动生头机器人可实现复杂工厂环境中多机不同纱锭的自动生头,断纱处理效率高、生头成功率高,本发明采用生头法对断纱进行生头,无需寻找断头,减少了单次的生头时间,断头接线过程自动化程度高,本发明移动和工作规划简易,容易在环锭纺纱细纱工厂部署,具有较高的应用价值。
- 还没有人留言评论。精彩留言会获得点赞!