本发明涉及轴承加工,尤其是涉及一种轴承高精度定位与加工一体化装置及方法。
背景技术:
1、在轴承的生产过程中,通常对待加工轴承进行定位后通过外部加工设备对轴承外壁进行加工,这些外部加工设备通过悬挂或手持的方式作用在轴承外壁。
2、通过悬挂安装外部加工设备的方法,需要额外的悬挂装置,增加加工成本,占用厂房空间;通过手持外部加工设备的方法,虽然使用上较为方便,但是每次使用前均需寻找需要的外部加工设备,而手持的外部加工设备收纳放置或堆叠放置,在需要的外部加工设备种类较多时,这一寻找过程较为耗时,降低加工效率。
技术实现思路
1、本发明的目的在于提供一种轴承高精度定位与加工一体化装置及方法,具有无需额外的悬挂装置,减少寻找、选用耗时的优点,解决了外部加工设备通过悬挂或手持的方式作用在轴承外壁上造成的增加加工成本,占用厂房空间、降低加工效率的技术问题。
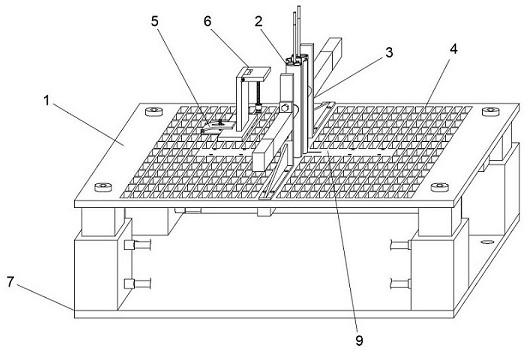
2、本发明提供一种轴承高精度定位与加工一体化装置,包括:
3、安装板,其上表面均匀开设有器件安装通孔;
4、所述安装板上表面中部设有定位机构安装区,且定位机构安装区内未开设器件安装通孔;
5、所述定位机构安装区中部和安装板底面装配有内撑定位结构;
6、所述定位机构安装区的前后两侧对称固定装配有外侧夹持定位机构;
7、两侧所述外侧夹持定位机构和内撑定位结构之间位置径向夹持有待加工轴承;
8、轴承加工设备,其数量有两个,两个所述轴承加工设备分别固定装配于安装板上器件安装通孔所在区域对应两侧所述外侧夹持定位机构间隙处。
9、作为进一步的优化方案,为了进一步提高对待加工轴承径向定位的精准性和稳定性,所述定位机构安装区的前后、左右两侧分别对称固定装配有外侧夹持定位机构。
10、作为进一步的优化方案,为了对径向定位后的待加工轴承进行轴向夹持定位,进一步提高定位精度,所述外侧夹持定位机构的活动部内侧面上端拆卸式固定装配有轴向夹持结构;
11、所述轴向夹持结构的活动部与定位机构安装区之间位置轴向夹持待加工轴承。
12、作为进一步的优化方案,为了通过下移的夹持板将待加工轴承夹持在夹持板和定位机构安装区上表面之间,所述轴向夹持结构包括:
13、弧形连接板,其与外侧夹持定位机构上端面之间位置固定连接有第二螺栓;
14、所述弧形连接板内侧面固定装配有平板;
15、所述平板上表面垂直固定装配有第一电动推杆,且第一电动推杆的伸缩端贯穿平板;
16、所述第一电动推杆的伸缩下端固定装配有夹持板。
17、作为进一步的优化方案,为了对轴承加工设备进行稳定固定,并方便轴承加工设备的拆卸调整位置和角度,所述安装板上器件安装通孔所在区域对应两侧所述外侧夹持定位机构间隙固定装配有加工设备夹具,且轴承加工设备的底座夹持固定于加工设备夹具内,所述加工设备夹具包括:
18、横板,其上表面一端固定装配有铰接座;
19、轴杆,其横向贯穿铰接座;
20、所述轴杆两端均螺接有第一固定螺母,且第一固定螺母抵靠在铰接座外壁同侧;
21、所述轴杆外壁中部套接有弧形夹板一端,且弧形夹板另一端向上倾斜后沿水平方向延伸;
22、所述弧形夹板上表面中部沿长度方向开设有第二条形通孔;
23、所述横板上表面垂直固定连接有第一螺杆,且第一螺杆上端穿过第二条形通孔;
24、所述第一螺杆上端螺接有第二固定螺母,且第二固定螺母下端抵靠在弧形夹板上表面;
25、所述横板底面固定装配有连接固定件,且连接固定件固定连接于器件安装通孔上。
26、作为进一步的优化方案,为了方便的将加工设备夹具固定在不同位置的器件安装通孔处,所述连接固定件包括:
27、第二螺杆,其垂直固定连接于横板底面;
28、所述第二螺杆穿过器件安装通孔螺接有第三固定螺母;
29、所述第三固定螺母顶面抵靠在器件安装通孔底面。
30、进一步的优化方案,为了通过同步内移的外侧条状弧形板夹持在待加工轴承外壁进行定位,所述外侧夹持定位机构包括:
31、l形安装板,其下端与定位机构安装区之间位置固定连接有第一螺栓;
32、所述l形安装板外侧面中部固定装配有气缸,且气缸的伸缩端贯穿l形安装板纵向部;
33、所述气缸的伸缩末端固定装配有外侧条状弧形板;
34、四个所述外侧夹持定位机构的外侧条状弧形板围成圆筒状。
35、作为进一步的优化方案,为了通过同步外移的内侧条状弧形板抵靠在待加工轴承内环面上进行定位,所述内撑定位结构包括:
36、第一条形通孔,其开设于定位机构安装区中部的前后、左右;
37、所述第一条形通孔内滑动装配有稳定连接件,且稳定连接件下端延伸出第一条形通孔;
38、所述稳定连接件的上端固定装配有内侧条状弧形板,四个所述内侧条状弧形板围成圆筒状;
39、所述安装板底面前后、左右均固定装配有第二电动推杆,且第二电动推杆的伸缩端与同侧所述稳定连接件下端固定连接。
40、作为进一步的优化方案,为了使得内侧条状弧形板沿着第一条形通孔滑动更为平稳,所述稳定连接件包括:
41、连接杆,其滑动装配于对应所述第一条形通孔内;
42、所述连接杆下端一体成型有限位板,且限位板上端与定位机构安装区底面滑动贴合;
43、所述内侧条状弧形板下端与定位机构安装区上表面滑动贴合。
44、一种采用上述轴承高精度定位与加工一体化装置的使用方法,包括如下步骤:
45、s1、轴承的径向定位,将待加工轴承套设在内撑定位结构外侧,同步启动内撑定位结构和外侧夹持定位机构,利用内撑定位结构的活动端外移支撑待加工轴承内壁,利用外侧夹持定位机构的活动端内移夹持待加工轴承外壁,对待加工轴承内外两侧同时支撑和夹持;
46、s2、轴承加工设备的固定,将轴承加工设备固定在两侧所述外侧夹持定位机构间隙对应的器件安装通孔处,轴承加工设备根据需求选用不同种类和数量;
47、s3、轴承的加工,利用位于轴承外侧的轴承加工设备对待加工轴承外壁进行加工,加工一片区域后,解除对待加工轴承的定位,并转动待加工轴承使其新的区域朝向轴承加工设备后恢复定位,对待加工轴承外壁新的区域进行加工。
48、本发明通过改进在此提供一种轴承高精度定位与加工一体化装置及方法,与现有技术相比,具有如下改进及优点:
49、装置在安装板上器件安装通孔所在区域可安装多种轴承加工设备,无需额外的悬挂装置,将轴承高精度定位装置和轴承加工设备一体化设置在同一装置上,在需要对待加工轴承外壁特定区域加工时,将待加工轴承外壁特定区域转动到对应的轴承加工设备方向,随后通过内撑定位结构和两侧的外侧夹持定位机构对待加工轴承进行内外同时的高精度定位,通过对应的轴承加工设备对待加工轴承外壁特定区域进行加工,轴承加工设备清楚的设置在轴承高精度定位装置上,减少寻找、选用的耗时,提高加工效率。