一种用于煤磨生产线的自动制氮灭火装置的制作方法
1.本实用新型属于氮气灭火技术领域,具体涉及一种用于煤磨生产线的自动制氮灭火装置。
背景技术:
2.原有煤磨生产线灭火是通过氮气采用纯手动进行灭火,不具备自动灭火功能,完全依靠人工判断来进行。且配置量不足,不符合现行消防规范要求。
技术实现要素:
3.针对现有技术中存在的不足,本实用新型的目的在于提供一种用于煤磨生产线的自动制氮灭火装置。
4.为实现上述目的,本实用新型的技术方案为:一种用于煤磨生产线的自动制氮灭火装置,其特征在于:包括氮气房、制氮机、氮气输送管路、氮气喷射口和用于存储氮气的氮气储瓶,制氮机放置在氮气房中,制氮机制造的氮气通过管路输送到氮气储瓶中,氮气房通过氮气输送管路与煤磨生产线连通,氮气输送管路的一端与氮气储瓶连通,氮气输送管路的另一端与氮气喷射口连通,氮气喷射口分设在煤磨生产线的煤粉仓和收尘区。
5.进一步的,所述制氮灭火装置还包括dcs控制模块和电磁阀,电磁阀设置在氮气输送管路上,电磁阀与dcs控制模块连接。
6.进一步的,所述氮气储瓶设置在氮气房内,制氮机通过高压软管与氮气储瓶连通,制氮机生产的氮气通过高压软管输送到氮气储瓶进行储存,氮气储瓶与氮气输送管路连通。
7.进一步的,所述氮气输送管路包括主管道和将氮气输送到煤磨生产线各处的分支管道,主管道的与氮气储瓶连通,各分支管道的一端与主管道连通,各分支管道的另一端与氮气喷射口连通。
8.进一步的,所述电磁阀包括设置在主管道上用于控制主管道通断的电磁阀ⅰ和设置在分支管道上用于控制各分支管道通断的电磁阀ⅱ,电磁阀ⅰ和电磁阀ⅱ均与dcs控制模块连接。
9.进一步的,在所述煤磨生产线的一线窑头煤粉仓、一线分解炉煤粉仓、一线主袋收尘、一线小袋收尘和二线窑头煤粉仓、二线分解炉煤粉仓、二线主袋收尘、二线小袋收尘保护区均设有分支管道和氮气喷射口,各分支管道上均设有电磁阀ⅱ,各处的氮气喷射口通过分支管道与主管道连通。
10.进一步的,所述一线窑头煤粉仓、一线分解炉煤粉仓、二线窑头煤粉仓和二线分解炉煤粉仓保护区均设有用于检测温度的温度传感器和用于检测co浓度的co传感器,在一线主袋收尘、一线小袋收尘、二线主袋收尘和二线小袋收尘保护区设有用于检测温度的温度传感器,温度传感器和co传感器均与dcs控制模块连接。
11.进一步的,所述主管道上设有用于检测氮气是否存在泄漏的压力变送器,压力变
送器与dcs控制模块连接,压力变送器实时将主管道的压力信号送至dcs控制模块。
12.采用本实用新型技术方案的优点为:
13.1、本实用新型的控制方式包括:dcs控制模块自动、手动两种控制方式,氮气主管道设置压力变送器,实时检测氮气是否存在泄漏现象,实时将压力信号送至dcs,操作员可随时查看、调阅历史趋势进行检查;制氮机与dcs控制模块连接,制氮机能够满足对消耗的氮气及时自动充装,煤磨系统发生火灾事故时能够有效控制并精准灭火,防止事故扩大避免人员设备伤害。
14.2、原有的氮气灭火系统只能是当中控室发现煤粉仓或收尘器温度或co报警存在自燃火灾风险时,通过到靠近产生自燃火灾危险源的煤粉仓或收尘器旁的氮气房内手动开启氮气瓶向产生高温或co报警设备内部喷射氮气灭火,一旦自燃不可控引发火灾存在较大安全风险。而本实用新型的自动制氮灭火装置投用后可实现远程无人自动启动灭火系统,无需人员现场操作,防范风险产生。
15.3、原有氮气瓶使用后需要车辆转移出厂送装气点充装,倒运繁琐且存在安全风险,本实用新型的自动制氮机解决了气瓶拆装和倒运问题,消除风险且使用便捷
附图说明
16.下面结合附图和具体实施方式对本实用新型作进一步详细的说明:
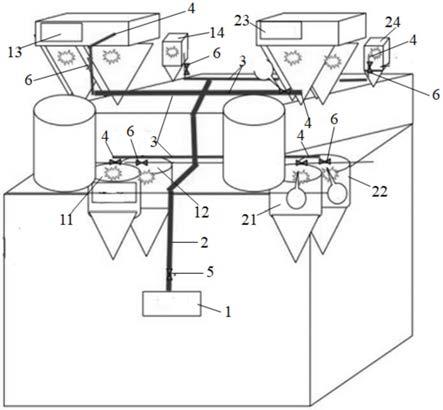
17.图1为本实用新型用于煤磨生产线的制氮灭火装置的示意图。
18.上述图中的标记分别为:1、氮气房;2、主管道;3、分支管道;4、氮气喷射口;5、电磁阀ⅰ;6、电磁阀ⅱ;11、一线窑头煤粉仓;12、一线分解炉煤粉仓;13、一线主袋收尘;14、一线小袋收尘;21、二线窑头煤粉仓;22、二线分解炉煤粉仓;23、二线主袋收尘;24、二线小袋收尘。
具体实施方式
19.在本实用新型中,需要理解的是,术语“长度”;“宽度”;“上”;“下”;“前”;“后”;“左”;“右”;“竖直”;“水平”;“顶”;“底”“内”;“外”;“顺时针”;“逆时针”;“轴向”;“平面方向”;“周向”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位;以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
20.如图1所示,一种用于煤磨生产线的自动制氮灭火装置,包括氮气房1、制氮机、氮气输送管路、氮气喷射口和用于存储氮气的氮气储瓶,制氮机放置在氮气房1中,制氮机制造的氮气通过管路输送到氮气储瓶中,氮气房1通过氮气输送管路与煤磨生产线连通,氮气输送管路的一端与氮气储瓶连通,氮气输送管路的另一端与氮气喷射口连通,氮气喷射口4分设在煤磨生产线的煤粉仓和收尘区。制氮灭火装置还包括dcs控制模块和电磁阀,电磁阀设置在氮气输送管路上,电磁阀与dcs控制模块连接。dcs控制模块控制电磁阀的通断。
21.氮气储瓶设置在氮气房1内,制氮机通过高压软管与氮气储瓶连通,制氮机生产的氮气通过高压软管输送到氮气储瓶进行储存,氮气储瓶与氮气输送管路连通,制氮机与dcs控制模块连接。制氮机能够满足对消耗的氮气及时自动充装。
22.氮气输送管路包括主管道2和将氮气输送到煤磨生产线各处的分支管道3,主管道
2的与氮气储瓶连通,各分支管道3的一端与主管道2连通,各分支管道3的另一端与氮气喷射口4连通。电磁阀包括设置在主管道2上用于控制主管道2通断的电磁阀ⅰ5和设置在分支管道3上用于控制各分支管道3通断的电磁阀ⅱ6,电磁阀ⅰ5和电磁阀ⅱ6均与dcs控制模块连接。
23.在煤磨生产线的一线窑头煤粉仓11、一线分解炉煤粉仓12、一线主袋收尘13、一线小袋收成14和二线窑头煤粉仓21、二线分解炉煤粉仓22、二线主袋收尘23、二线小袋收成24保护区均设有分支管道3和氮气喷射口4,各分支管道3上均设有电磁阀ⅱ6,各处的氮气喷射口4通过分支管道3与主管道2连通。一线窑头煤粉仓11、一线分解炉煤粉仓12、二线窑头煤粉仓21和二线分解炉煤粉仓22保护区均设有用于检测温度的温度传感器和用于检测co浓度的co传感器,在一线主袋收尘13、一线小袋收成14、二线主袋收尘23和二线小袋收尘24保护区设有用于检测温度的温度传感器,温度传感器和co传感器均与dcs控制模块连接。
24.dcs控制模块内设有一线窑头煤粉仓11、一线分解炉煤粉仓12、一线主袋收尘13、一线小袋收成14和二线窑头煤粉仓21、二线分解炉煤粉仓22、二线主袋收尘23、二线小袋收尘24各保护区处于正常状态时各保护区温度和co浓度的阀值区域。当各保护区的温度和co浓度任意一个达到dcs控制模块内设置的阀值区域的上限时,或者当主袋收尘、小袋收尘保护区温度达到设置的阀值区域的上限值后,dcs控制模块语音报警提醒操作员,自动喷射氮气可延时(0
‑
60s)可调,此阶段用于疏散人员,dcs控制模块自动发驱动同时控制主管道2上的电磁阀ⅰ5以及火灾发生的部位关联的电磁阀ⅱ6打开氮气喷射口4喷射氮气,直至温度、co浓度低于设定阀值区域的下限值,自动工作停止;以上是自动控制过程。
25.也可进行手动控制,dcs控制模块手动工作不受灭火保护区温度和co浓度数值的影响,操作员可单一针对某一个保护区发驱动控制主管道电磁阀ⅰ5以及关联的电磁阀ⅱ6打开喷射氮气进行灭火。
26.主管道2上设有用于检测氮气是否存在泄漏的压力变送器,压力变送器与dcs控制模块连接,压力变送器实时将主管道2的压力信号送至dcs控制模块,操作员可随时查看、调阅历史趋势进行检查。
27.本实用新型的控制方式包括:dcs控制模块自动、手动两种控制方式,氮气主管道设置压力变送器,实时检测氮气是否存在泄漏现象,实时将压力信号送至dcs,操作员可随时查看、调阅历史趋势进行检查;制氮机与dcs控制模块连接(根据设定压力自动充装),制氮机能够满足对消耗的氮气及时自动充装,煤磨系统发生火灾事故时能够有效控制并精准灭火,防止事故扩大避免人员设备伤害。
28.本实用新型制氮机的型号为hd
‑
ae5/15,压力变送器的型号为tk3051cg4a22a1b3m5hart,电磁阀为膜片电磁阀,氮气输送管路采用高压无缝钢管。
29.本实用新型煤磨自动制氮灭火系统主要包括两个板块:一个是自动制氮板块,另一个是自动灭火板块。两个板块均可设置自动控制和手动控制模式。自动制氮板块通过制氮机自有的压力设置联锁实现自动控制,而自动灭火板块通过dcs远程控制模块实现自动控制。
30.制氮机设置启动、停机压力上下限值联锁,限值体现了氮气瓶内压力,当制氮机运行产生的氮气进入氮气瓶达到设置的上限压力值时,制氮机自动停机,当氮气瓶内压力低于设置的下限压力值时,制氮机自动启动。
31.以上结合附图对本实用新型进行了示例性描述,显然本实用新型具体实现并不受上述方式的限制,只要采用了本实用新型技术方案进行的各种非实质性的改进,或未经改进将本实用新型的构思和技术方案直接应用于其它场合的,均在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1