双工位包边机的制作方法
[0001]
本实用新型涉及自动化生产领域,具体涉及一种化妆品外盒的双工位包边机。
背景技术:
[0002]
随着大众审美的变化以及加工工艺的提升,化妆品、护肤品的外盒包装也抓紧成为商家设计产品时重点关注的内容,而其中钻石形状的外盒因为其设计感以及美好寓意,逐渐走入大众的视野。
[0003]
钻石型外盒是由非正八边形折叠而成,包边工艺也逐渐成为厂家创新关注的点,能够更快、更好的完成包边成为企业减少成本、提高效率的一个关键环节。目前,包边机还是以单工位为主,还没有专门针对非正八边形而设计的机器,主要问题主要有两个方面:一是需要解决如何精准定位问题;而是需要解决物料上料到转运到出料的过程自动化。
技术实现要素:
[0004]
本实用新型提供一种双工位包边机,其可以实现精准定位以及物料自动化上料、转运以及出料。
[0005]
为了解决上述技术问题,本实用新型提供的技术方案实现如下:
[0006]
双工位包边机,包括前工序工作台、后工序工作台、转运工作台、待包边件,其特征在于,所述前工序工作台包括长边包边机构,所述后工序工作台包括短边包边机构,所述转运工作台包括旋转电机、气杆、旋转机械手吸杯、红外传感器,所述气杆一端连接在所述的旋转电机上,另一端连接所述的旋转机械手吸杯,所述的旋转机械手吸杯下方安装所述的红外传感器。
[0007]
进一步地,所述的长边包边机构和所述的短边包边机构分别包括定位台,定位板、包边工装,所述的包边工装有四件且分别位于所述定位台的四边,所述定位板位于所述定位台的上方且能上下移动。
[0008]
进一步地,所述的前工序工作台包括供料机械手、前工序动力装置,所述的后工序工作台包括出料机械手、后工序动力装置,所述前工序动力装置为所述的供料机械手以及所述长边包边机构提供动力,所述供料机械手将所述待包边件放置在所述的定位台上,所述后工序动力装置为所述的出料机械手以及所述的短边包边机构提供动力,所述出料机械手将所述待包边件从所述定位台上移走。
[0009]
进一步地,所述的待包边件为非正八边形。
[0010]
工作原理:前工序工作台上的供料机械手在动力装置的驱动下将待包边件移动并放置在前工序工作台上的定位块上,定位板向下运动将待包边件压在定位块上,四件包边工装一起向内运动,完成长边的包边,定位板向上运动松开待包边件;旋转机械手吸杯经过气杆在旋转电机的驱动下,将完成长边包边的待包边件旋转移动到后工序工作台的定位块上,其过程中,安装在旋转机械手吸杯上的红外传感器进行位置感应与确认;后工序工作台上的定位板向下运动,将待包边件压在定位块上,四件包边工装一起向内运动,完成短边的
包边,定位板向上运动松开已完成包边的待包边件,出料机械手将待包边件从定位块上移走,由此完成一件钻石型外盒的包边工艺。
[0011]
相对于现有技术,本实用新型的有益效果是:
[0012]
(1)通过定位块与定位板的配合,实现对待包边件的固定,避免包边过程中待包边件发生移动,可以确保包边效果;
[0013]
(2)通过定位块的设置,可以将供料机械手、出料机械手的移动距离固定,精准的将待包边件放置在定位块上;通过红外传感器、气杆与旋转电机、旋转机械手吸杯的配合,可以实现待包边件在前、后工序间的自动准确移动。
附图说明
[0014]
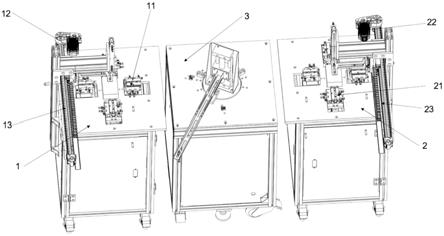
图1是双工位包边机的示意图。
[0015]
图2是长边包边机构放大图。
[0016]
图3是短边包边机构放大图。
[0017]
图4是转运工作台台面局部放大图。
[0018]
图5是待包边件示意图。
[0019]
附图符号说明:
[0020]
1-前工序工作台;2-后工序工作台;3-转运工作台;11-长边包边机构;111
-ꢀ
长边包边元件;112-长边定位块;113-长边定位板;12-长边动力装置;13-供料机械手;21-短边包边机构;211-短边包边元件;212-短边定位块;213-短边定位板;22-短边动力装置;23-出料机械手;31-旋转电机;32-气杆;33-旋转机械手吸杯。
[0021]
为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
具体实施方式
[0022]
双工位包边机,包括前工序工作台1、后工序工作台2、转运工作台3、待包边件(图中未画出)。
[0023]
前工序工作台1包括长边包边机构11、长边动力装置12、供料机械手13,长边动力装置12为长边包边机构11、供料机械手13提供动力,长边包边机构 11包括长边包边元件111、长边定位块112、长边定位板113,长边包边元件111 有四块分别安放在长边定位块112的四边,长边定位板113位于长边定位块112 的上方,长边定位板113可以上下移动,可以将待包边件暂时固定在长边定位块112上,确保长边包边过程待包边件不移动,供料机械手13将待包边件移动到长边定位块112上。
[0024]
转运工作台3包括旋转电机31、气杆32、旋转机械手吸杯33,转运工作台 3上固定安装有旋转电机31,旋转电机31与气杆32的一端相连,气杆32的另一端与旋转机械手吸杯33相连,旋转机械手吸杯33下端安装有红外传感器(图中未画出),旋转电机31带动气杆32进而带动旋转机械手吸杯33旋转运动,将已完成长边包边的待包边件从长边定位块112上移动到后移到工序。
[0025]
后工序工作台2包括短边包边机构21、短边动力装置22、出料机械手23,短边动力装置22位短边包边机构21以及出料机械手23提供动力,短边包边机构21包括短边包边元件
211,短边定位块212、短边定位板213,短边包边元件 211有四块分别安放在短边定位块212的四边,短边定位板213位于短边定位块 212的上方,短边定位板213可以上下移动,可以将待包边件暂时固定在短边定位块212上,确保短边包边过程待包边件不移动,出料机械手23将完成长边、短边包边之后的待包边件从短边定位块212移走。
[0026]
旋转机械手吸杯33将待包边件从长边定位块112上移动到短边定位块212 上。
[0027]
待包边件为非正八边形。
[0028]
以上实施例仅用以说明本实用新型的技术方案,而非对其限制;尽管参照前述实施例对本实用新型进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本实用新型各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1