确定纤维素纸浆的幅材的水分含量的方法与流程
1.本发明涉及一种确定到达纸浆干燥机的纤维素纸浆幅材的水分含量的方法。
背景技术:
2.纤维素纸浆通常在具有若干叠置的水平干燥台的干燥机中被干燥。具有约50%水分含量的纤维素纸浆被送入纸浆干燥机中。纤维素纸浆的幅材被输送跨过干燥机的干燥台。具有约10%水分含量的干燥纤维素纸浆在最低干燥台的端部被输出。
3.纤维素纸浆干燥机的示例在wo 2012/074462 a1中展示。通过上吹风箱和下吹风箱将热空气形式的热气体吹送到纤维素纸浆幅材上。吹风箱吹送的空气将热传递给幅材以使其干燥。附加地,下吹风箱吹送的空气保持幅材漂浮在下吹风箱的上方。热空气通过循环空气系统供应到吹风箱,该循环空气系统包括风扇和加热干燥空气的蒸汽散热器。
4.为了控制干燥过程,测量了不同的参数。这样的参数是输送到纸浆干燥机中的幅材的水分含量。典型地,使用水分传感器来测量水分含量。
5.然而,已知的水分传感器的准确度被认为是不足的。因此,需要更准确地测量到达纸浆干燥机的幅材的水分含量。
技术实现要素:
6.本发明的目的是提供确定到达纸浆干燥机的纤维素纸浆幅材的水分含量的更准确的方法。
7.通过以下的概述和描述将显而易见的该目的和其他目的是通过根据所附权利要求的方法实现的。
8.根据本披露的一个方面,提供了一种确定到达纸浆干燥机的纤维素纸浆幅材的水分含量的方法,所述方法包括:使用布置在纸浆干燥机上游的水分传感器在预定时间间隔期间在若干时刻测量所述幅材的水分含量;测量所述纸浆干燥机的干燥介质的状态变量;基于所述水分传感器测量结果,计算在所述预定时间间隔期间由所述幅材的一部分引入到纸浆干燥机中的水分的总值;基于所述测量的状态变量,确定纸浆干燥机内部存在的水分的预测总值;比较所述计算的总值与所述预测总值,以获得其间的偏差;使用所述偏差校准所述水分传感器;以及使用所述经校准的水分传感器测量纤维素纸浆幅材的水分含量。
9.纸浆干燥机可以视为热力学系统,其允许基于纸浆干燥机的干燥介质的测量的状态变量使用能量和/或质量计算高准确度地在每个时刻计算干燥机内部的水分含量。本披露的方法基于以下思想:使用来自这种计算的结果来校准布置在纸浆干燥机上游(例如在入口处)的水分传感器。
10.通过以此方式校准水分传感器,实现了对到达干燥机的纸浆幅材的水分含量的更准确的确定。这提供了对干燥过程更高效的控制。此外,其使得可以检测在纸浆干燥机的上游发生的偏差,并据此以将它们考虑在内的来调整干燥条件。因此,因为由经校准的传感器确定的水分含量是可靠的,所以它可以用于关于纸浆干燥机的整体效率的不同目的。例如,
可以优化能耗和/或纸浆品质。
11.因此,该方法允许快速和可靠地检测水分含量的偏差和变化。由于经校准的水分传感器提供了对到达纸浆干燥机的纸浆幅材的水分含量的可靠测量,因此它可以用于优化干燥效率和/或在早期阶段检测纸浆干燥机上游的偏差。
12.在计算纸浆干燥机内部的预测水分总含量时,可以使用状态变量,比如干燥介质压力、干燥介质温度、干燥介质流量、蒸汽压力、蒸汽温度、蒸汽流量、纸浆幅材温度、纸浆幅材流量和经干燥的纸浆幅材的水分含量。
13.预定时间间隔可以变化并且取决于纸浆幅材被送入纸浆干燥机的速度。此外,在干燥过程的启动期间可以使用确定的时间间隔,而在纸浆干燥机的正常操作期间可以使用不同的时间间隔。
14.优选地,所述测量状态变量的步骤包括至少测量进入气体状况和排出气体状况。
15.在所述预定时间间隔期间,所述测量纸浆干燥机的干燥介质的状态变量的步骤和所述确定纸浆干燥机内部存在的水分的预测总值的步骤可以执行至少一次。
16.优选地,在所述预定时间间隔期间在若干时刻执行所述测量纸浆干燥机的干燥介质的状态变量的步骤和所述确定纸浆干燥机内部存在的水分的预测总值的步骤。
17.水分传感器的校准可以定期执行,以便在操作循环期间以高效的方式随时间控制纸浆干燥机的操作。例如,水分传感器的校准可以一天执行若干次。
18.本发明的这些和其他的方面将从下文描述的权利要求和实施例中变得清楚并且将参考其进行阐述。
附图说明
19.现在将参考附图更详细地描述本发明,在附图中:
20.图1是示意性视图并且展示了用于干燥纤维素纸浆的干燥机。
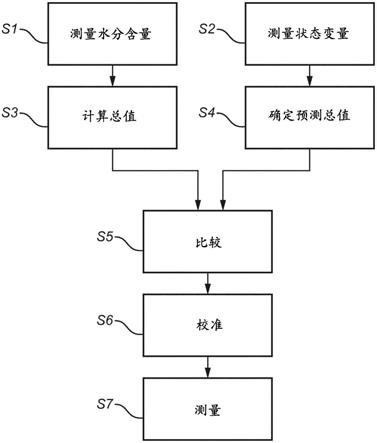
21.图2展示了根据本披露的实施例的方法的步骤。
具体实施方式
22.图1以示意性方式展示了根据气载幅材原理来干燥纤维素纸浆的纤维素纸浆干燥机1,其中纤维素纸浆通过热空气在沿着纸浆干燥机1的水平干燥区段行进的同时被干燥。因此,干燥机1利用经加热的空气来干燥和支撑纸浆幅材。典型地,干燥机1将包括4到40个干燥台。大型干燥机甚至可以包括50个以上干燥台。
23.湿纸浆幅材3经由布置在纸浆干燥机壳体9的第一侧壁7中的入口5以已知速度进入干燥机1。在图1的纸浆干燥机中,入口5布置在侧壁7的上部部分中,但是在替代性干燥机中,入口可以布置在第一侧壁7的下部部分中。幅材3在干燥机1中向右水平地前进,直到幅材3到达转向辊(未示出)。幅材3围绕转向辊转向,然后向左水平地行进,直到幅材3到达后续转向辊,在该后续转动辊处幅材3再次转向。以这种方式,幅材3从入口5被送入通过壳体9,并且以设定的速度以z字形(zigzag)的方式从干燥机1的顶部行进至底部。经干燥的幅材11经由出口13离开干燥机1,该出口布置在纸浆干燥机壳体9的第二侧壁15中。在图1的纸浆干燥机中,出口13布置在第二侧壁15的下部部分中,但是在替代性实施例中,出口13可以布置在第二侧壁15的上部部分。
24.在干燥机1的每个干燥台中布置有用于干燥幅材的吹风箱(未示出)。如图1中的箭头a示意性地展示的,经加热的空气通过空气入口被供应到干燥机1的吹风箱。干燥空气例如可以通过引导其通过用蒸汽加热的一组锅炉而被加热。为此,如图1中的箭头b示意性地展示的,用于加热干燥空气的蒸汽被送入纸浆干燥机1。
25.如图1中的箭头c示意性地展示的,排出空气通过空气出口从纸浆干燥机1中移除,并且如图1中的箭头d示意性地展示的,蒸汽冷凝物从纸浆干燥机1中移除。
26.典型地,干燥过程使用温度为80℃至250℃的空气。进入干燥机1的纤维素纸浆幅材3典型地具有40
‑
60%重量的干燥固体含量,并且离开干燥机1的纤维素纸浆幅材3具有典型地为85
‑
95%重量的干燥固体含量。当测量为0.11千克水/千克干燥物的水分含量时,离开干燥机1的纤维素纸浆幅材11典型地具有800g/m2至1500g/m2的基重和0.8mm至3mm的厚度。
27.在纸浆幅材入口5处布置有水分测量单元17,该水分测量单元能够测量被送入纸浆干燥机1中的纸浆幅材3的干燥固体含量。水分测量单元17包括水分传感器19,例如呈ir水分传感器或使用另一测量原理的传感器的形式。水分传感器可以是固定传感器或横移传感器,该横移传感器被布置成横跨纸浆幅材3的行进方向移动。
28.在幅材出口13处,包括第二水分传感器23的幅材状况监测单元21被布置为测量经干燥的幅材11的水分含量。幅材状况监测单元17还能够测量经干燥的纸浆幅材11的温度和流量。
29.在纸浆干燥机1的操作期间,以常规方式测量若干状态变量。如图1中的虚线示意性地展示的,控制单元25被布置为接收来自若干测量单元的信息。典型地,在纸浆干燥机1的操作期间,定期测量入口空气状况、排出空气状况、入口蒸汽状况、出口蒸汽/冷凝物状况和纸浆出口状况将其发送到控制单元25。
30.例如,可以测量比如进入干燥空气压力、进入干燥空气温度、进入干燥空气流量、排出空气压力、排出空气温度和排出空气流量等状态变量,并将其用于计算纸浆干燥机1内部水分的预测量。此外,可以测量比如进入蒸汽压力、进入蒸汽温度、进入蒸汽流量、流出蒸汽/冷凝物压力、流出蒸汽/冷凝物温度和流出蒸汽/冷凝物流量等状态变量并将其用于计算纸浆干燥机1内部的水分的预测量。
31.此外,可以测量呈经干燥的幅材的温度、流量和水分含量形式的状态变量,并将其用于计算纸浆干燥机1内部的水分的预测量。
32.参考图1和图2,现在将描述确定到达纸浆干燥器1的纤维素纸浆幅材3的水分含量的方法。
33.在第一测量步骤s1中,使用水分测量单元17的水分传感器19测量到达纸浆干燥机1的纤维素纸浆幅材3的水分含量。在预定时间间隔期间在若干时刻测量幅材3的水分含量。由水分传感器19执行的测量结果被发送到控制单元25。
34.在第二测量步骤s2中,测量状态变量。典型地,在纸浆干燥机1的操作期间定期测量状态变量,比如进入干燥空气状况和排出空气状况。此外,定期测量加热干燥空气的蒸汽的状态变量和离开纸浆干燥机1的经干燥的幅材11的状态变量。
35.在计算步骤s3中,通过控制单元25基于水分传感器19在步骤s1中执行的水分含量测量结果和实际的幅材速度计算在预定时间间隔期间由幅材3的一部分引入到纸浆干燥机
1中的水分的总值。因此在此步骤中建立了计算的总值。
36.在确定步骤s4中,确定纸浆干燥机内部存在的水分的预测总值。基于在第二测量步骤s2中执行的测量结果,使用质量和/或能量平衡计算来确定预测总值。在预定时间间隔期间在至少一个时刻确定预测总值。因此,纸浆干燥机1被视为热力学系统,其允许基于状态变量的测量结果高精度地确定在每个时刻在干燥机1内部存在的水分的总量。
37.因此,可以测量送入和排出的干燥介质(即在这种情况下为经加热的空气)的温度、压力和流量,并将其用于通过质量和/或能量平衡计算来计算纸浆干燥机内部存在的水分的总量。
38.可选地,当确定纸浆干燥机内部存在的水分的预测总值时,可以使用加热干燥介质的蒸汽的测量状况(比如蒸汽压力、蒸汽温度和蒸汽流量)和/或通过幅材状况监测单元21测量的经干燥的纸浆幅材11的测量状况(比如温度、压力和水分含量),这可以进一步提高确定的准确度。
39.在执行上述步骤s1
‑
s4之后,在比较步骤s5中,将纸浆干燥机1内部存在的水分的计算总值与纸浆干燥机1内部存在的水分的预测总值进行比较以获得其间的偏差。
40.然后,在校准步骤s6中,使用水分的计算总值与水分的预测总值之间的偏差来校准水分测量单元17的水分传感器19。
41.最后,在第三测量步骤s7中,使用经校准的水分传感器19测量到达纸浆干燥机1的幅材3的水分含量。
42.可以以这种方式定期(例如,一天若干次)校准水分传感器19。在这种校准操作之前执行用于校准水分传感器19的测量。
43.本领域技术人员认识到,本发明绝不限于上述实施例。相反地,在所附权利要求的范围内,许多修改和变化是可能的。
44.参考图1,已经描述了根据本披露的方法可以用于确定到达纸浆干燥机的纤维素纸浆幅材的水分含量,该纸浆干燥机根据气载幅材原理来干燥纤维素纸浆。然而,应当认识到,该方法可以用于确定到达其他类型的纸浆干燥机(例如,包括蒸汽加热的圆筒的纸浆干燥机)的纤维素纸浆幅材的水分含量。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1
- 一种新型鲜味调味粉的制作方法与流程
- 25‑羟基维生素D3包合物及其制备方法和应用与流程
- 一种麦芽参术健脾茶的制备方法与流程
- 赋予鞘翅目和半翅目害虫抗性的COPI外被体GAMMA亚单位核酸分子的制造方法与工艺
- 赋予鞘翅目和半翅目害虫抗性的COPI外被体BETA亚单位核酸分子的制造方法与工艺
- 赋予鞘翅目和半翅目害虫抗性的COPI外被体ALPHA亚单位核酸分子的制造方法与工艺
- 赋予鞘翅目和半翅目害虫抗性的COPI外被体DELTA亚单位核酸分子的制造方法与工艺
- 一种基于茶多酚‑β‑环糊精包合物的吸氧薄膜及其制备方法与流程
- 环糊精-金属有机骨架材料的快速合成方法与流程
- 一种载三氯蔗糖的环糊精-金属有机骨架复合物及其制备方法与流程