一种内外袋自动热粘合装置的制作方法
[0001]
本发明涉及塑料编织袋制造技术领域,具体涉及一种内外袋自动热粘合装置。
背景技术:
[0002]
在塑料编织袋包装领域根据所包装物品的技术要求,需要在编织袋内套装塑料内袋,套装内袋的具体工艺要求:1.为了防止内袋被所装物品扯破,粘合好的内袋在外袋内需要有一定的宽松余量,所以粘合前的内袋比外袋口长5
㎝
左右;2.先把内、外口对齐,然后把内、外袋口向内折叠3
㎝
左右,再通过用热的工具的方式把内、外袋在折叠的袋口处热粘合在一起。而现在内袋的套装主要靠工人手工操作,借助简单的机械装置完成,手工完成内袋套装的工艺过程:对齐内、外袋袋口
→
向内折叠内、外袋袋口
→
热粘合折叠好的内、外袋口,人工套装过程繁琐,工作效率低下,用工成本很高。而现有的编织袋内外袋热粘合设备自动化程度太低,不能较好的解决上述问题。
技术实现要素:
[0003]
本发明针对现有的技术问题,提供一种内外袋自动热粘合装置。
[0004]
本发明解决上述技术问题的技术方案如下:一种内外袋自动热粘合装置,包括主架体、开口机构、撑开机构和折边热粘合机构,所述开口机构设置在主架体的端部,所述主架体内设有可前后滑动的活动架体,所述撑开机构和折边热粘合机构安装在活动架体上;所述开口机构包括托盘和上下移动的吸盘,所述吸盘位于托盘的两侧,所述托盘上设有与吸盘相对应的通孔a;所述撑开机构包括左右对称设置的撑板a和上下对称设置的撑板b,所述撑板a在水平方向左右移动,所述撑板b在竖直方向上下移动,所述撑板a和撑板b与前后移动机构连接,所述前后移动机构安装在活动架体上,所述撑板a外侧的主架体上设有压紧板;所述折边热粘合机构包括周向设置的折边压板、热粘合浮动压板和热粘合焊头,所述折边压板在驱动装置a的作用下向中心移动,用于对袋口折边;所述热粘合浮动压板和热粘合焊头在驱动装置b的作用下向中心移动,用于对袋口热粘合。
[0005]
本发明的有益效果是:本申请通过开口机构的吸盘实现对托盘上装有内袋的编织袋袋口打开;通过撑开机构的撑板完成对袋口的撑紧,并通过在撑板外侧设置压紧板实现对编织袋的外袋进行压紧;通过将撑开机构安装在活动架体上,可实现撑开机构在主架体内移动,从而实现内、外袋口的对齐;通过设置折边热粘合机构实现对内外袋的热粘合操作。本申请实现了塑料编织袋内、外袋热粘合的自动化操作,代替了人工操作,大大提高了生产效率。该热粘合装置整体操作简单,运行稳定,安全可靠。通过更换局部少量构件就可以对不同尺寸的塑料编织袋内、外袋进行热粘合,具有较广的适用范围。
[0006]
在上述技术方案的基础上,本发明为了达到使用的方便以及装备的稳定性,还可以对上述的技术方案作出如下的改进:进一步,所述的主架体内设有主伺服电机、直线导轨a和压紧气缸,所述主伺服电机通
过驱动轴a与活动架体连接,所述活动架体设置在直线导轨a上,并能够沿所述直线导轨滑动;所述压紧气缸与压紧板连接。
[0007]
采用上述进一步技术方案的有益效果是:通过将主伺服电机与活动架体连接,可实现活动架体在主架体内前后移动,从而带动活动架体上的撑开机构根据工序前后移动,整体结构简单,操作方便;通过设置直线导轨a可增加活动架体移动的稳定性;通过将压紧气缸与压紧板连接,可根据需要对编制袋的外袋进行压紧,操作简单。
[0008]
进一步,所述的吸盘与吸盘气缸连接。
[0009]
采用上述进一步技术方案的有益效果是:通过吸盘气缸实现吸盘的上下移动,从而打开编织袋袋口,结构可靠。
[0010]
进一步,所述的撑开机构还包括伺服电机、行星减速器、齿条和方框机架,所述伺服电机安装在活动架体上,所述伺服电机的输出端与行星减速器连接,所述行星减速器通过齿轮与齿条连接,所述齿条与撑板a连接;所述方框机架设置在撑板a之间,所述方框机架的上下两侧设有压缩弹簧,所述压缩弹簧与撑板b连接。
[0011]
采用上述进一步技术方案的有益效果是:通过齿轮转动带动齿条直线移动,从而带动撑板a在水平方向上移动,实现对编织袋袋口水平方向的撑开操作;通过在方框机架上设置压缩弹簧,使撑板b在压缩弹簧的作用下上下移动,实现对编织袋袋口竖直方向的撑开操作,整个撑开过程不需要人工参与,提供了工作效率。
[0012]
进一步,所述的前后移动机构包括驱动气缸和两条平行设置的直线导轨b,所述驱动气缸固定在活动架体上,所述驱动气缸与直线导轨b连接并驱动所述直线导轨b在活动架体上滑动。
[0013]
采用上述进一步技术方案的有益效果是:通过设置驱动气缸使撑板a和撑板b在驱动气缸的作用下与直线导轨b一起在活动架体内滑动,方便撑开机构从内外袋退出。
[0014]
进一步,所述直线导轨b之间设有二次折边气缸。
[0015]
采用上述进一步技术方案的有益效果是:通过设置二次折边气缸,在折边热粘合机构保持不动的情况下,使撑开机构带动编织袋移动,实现对编织袋的二次折边。
[0016]
进一步,还包括周向设置的穿刺板,所述穿刺板上设有排针,所述穿刺板与穿刺气缸连接。
[0017]
采用上述进一步技术方案的有益效果是:通过设置穿刺板实现对编织袋袋口折叠处完成穿刺,从而使撑开机构从内外袋的折叠处顺利退出。
[0018]
进一步,所述折边压板上设有供热粘合焊头和排针穿过的焊头孔和排针孔。
[0019]
采用上述进一步技术方案的有益效果是:通过设置焊头孔和排针孔可实现对焊头和排针的导向作用,保证焊接和穿刺工序的正常进行。
[0020]
进一步,所述折边压板包括上下折边压板和左右折边压板,所述驱动装置a包括折边气缸和折边伺服电机,所述上下折边压板与折边气缸连接,所述左右折边压板与折边伺服电机连接。
[0021]
采用上述进一步技术方案的有益效果是:通过设置上下折边压板和左右折边压板实现对编织袋袋口的折边操作,通过将折边压板与折边伺服电机或折边气缸连接,结构简单可靠。
[0022]
进一步,所述热粘合浮动压板包括上下热粘合浮动压板和左右热粘合浮动压板,
所述热粘合焊头包括上下热粘合焊头和左右热粘合焊头,所述驱动装置b为热粘合气缸。
[0023]
采用上述进一步技术方案的有益效果是:通过设置上下热粘合浮动压板和左右热粘合浮动压板实现对编织袋的整个袋口进行热粘合,保证热粘合的牢固性,保证热粘合的质量。
附图说明
[0024]
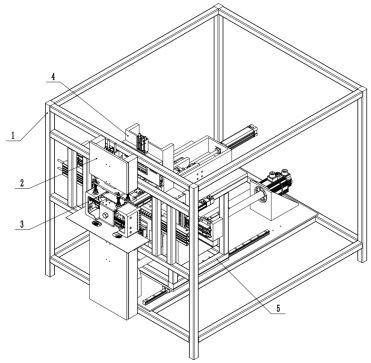
图1为本申请的内外袋自动热粘合装置的结构示意图;图2为主架体和开口机构的结构示意图;图3为撑开机构的结构示意图;图4为二次折边气缸安装示意图;图5为折边热粘合机构的轴视图;图6为折边热粘合机构的主视图;图7为图6中a-a处的剖视图;图8为折边热粘合机构的俯视图;图9为右折边压板上的焊头孔和排针孔的结构示意图。
[0025]
附图标记记录如下:主架体1,主伺服电机101,驱动轴a102、直线导轨a103、右压紧气缸104,左压紧气缸105、右压紧板106、左压紧板107;开口机构2,上吸盘气缸201、下吸盘气缸202、上吸盘203、下吸盘204、托盘205;撑开机构3,方框机架301、上齿条302、左撑板303、右撑板304、下齿条305、下撑板306、上撑板307、行星减速器308、伺服电机309、二次折边气缸310、驱动气缸311、直线导轨b312、齿轮313、上压缩弹簧314、下压缩弹簧315;折边热粘合机构4、右热粘合气缸401、右穿刺气缸402、右折边伺服电机403、右折边压板404、焊头孔404-1、排针孔404-2、丝杠一405、上折边压板406、上热粘合气缸407、上穿刺气缸408、左折边伺服电机409、左热粘合气缸410、左穿刺气缸411、左折边压板412、丝杠二413、下折边压板414、下热粘合气缸415、下穿刺气缸416、右穿刺板417、右热粘合浮动压板418、右热粘合焊头419、左热粘合焊头420、左穿刺板421、左热粘合浮动压板422、上热粘合焊头423、上热粘合浮动压板424、上穿刺板425、下穿刺板426、下热粘合浮动压板427、下热粘合焊头428、下折边气缸429、下直线导轨430,上直线导轨431,上折边气缸432;活动架体5。
具体实施方式
[0026]
在本申请的描述中,需要理解的是,术语中“中心”、“上”、“下”、“前”、“后”、“左”、“右”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本申请和简化描述,而不是指示或暗示所指的装置或组件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本申请的限制。本申请中以面向开口机构为例进行描述,开口机构所在位置为前,与开口机构相对的位置为后。
[0027]
以下结合附图对本发明的原理和特征进行描述,所举实例只用于解释本发明,并非用于限定本发明的范围。
[0028]
一种内外袋自动热粘合装置(参见图1至图9),包括主架体1、开口机构2、撑开机构
3和折边热粘合机构4,所述开口机构2设置在主架体1的端部,所述主架体1内设有可前后滑动的活动架体5,所述撑开机构3和折边热粘合机构4安装在活动架体5上;所述的主架体1内设有主伺服电机101、直线导轨a103,所述主伺服电机101通过驱动轴a102与活动架体5连接,所述活动架体5设置在直线导轨a103上,并能够沿所述直线导轨a103滑动,所述驱动轴a102可以为丝杠;如图2所示,所述开口机构2包括托盘205和上下移动的吸盘,所述吸盘位于托盘205的两侧,所述托盘205上设有与吸盘相对应的通孔a,所述吸盘包括上吸盘203和下吸盘204;吸盘气缸包括上吸盘气缸201和下吸盘气缸202,上吸盘203和下吸盘204分别通过上吸盘气缸201和下吸盘气缸202的带动把放置在所述托盘205上的装有内袋的编织袋袋口打开,完成编织袋的开口工序;在本实施例中上吸盘203和下吸盘204分别设有4个,所述通孔a的直径大于吸盘的直径。
[0029]
如图3和图4所示,所述撑开机构3包括左右对称设置的撑板a和上下对称设置的撑板b,所述撑板a在水平方向左右移动,所述撑板b在竖直方向上下移动,所述撑板a和撑板b与前后移动机构连接,所述前后移动机构安装在活动架体5上,所述撑板a外侧的主架体1上设有压紧板;所述撑板a包括左撑板303和右撑板304,所述撑板b包括下撑板306和上撑板307,所述压紧板包括右压紧板106和左压紧板107;撑板a和撑板b可拆卸连接,通过更换不同尺寸的撑板,可撑开不同直径的编织袋,提高了该装置的适用范围。
[0030]
所述的撑开机构3还包括伺服电机309、行星减速器308、齿条和方框机架301,所述伺服电机309安装在活动架体5上,所述伺服电机309的输出端与行星减速器308连接,所述行星减速器308通过齿轮313与齿条连接,所述齿条与撑板a连接;所述方框机架301设置在撑板a之间,所述方框机架301的上下两侧设有压缩弹簧,所述压缩弹簧与撑板b连接。所述齿条包括上齿条302和下齿条305,所述压缩弹簧包括下压缩弹簧315和上压缩弹簧314;所述的前后移动机构包括驱动气缸311和两条平行设置的直线导轨b312,所述驱动气缸311固定在活动架体5上,所述驱动气缸311与直线导轨b312连接并驱动所述直线导轨b312在活动架体5上滑动,直线导轨b312滑动时,带动撑板在活动架体5内移动。
[0031]
所述直线导轨b312之间设有二次折边气缸310。二次折边气缸310固定在直线导轨b312的内侧,二次折边气缸310的输出端与驱动气缸311的输出端连接。
[0032]
所述伺服电机309通过所述行星减速器308带动所述齿轮313转动,所述齿轮313带动所述上齿条302和下齿条305直线移动,上齿条302和下齿条305分别带动左撑板303和右撑板304向外移动撑紧编织袋袋口,下撑板306和上撑板307分别在下压缩弹簧315和上压缩弹簧314作用下向外压紧编织袋上下袋口部分,完成袋口撑紧工序;压紧气缸包括左压紧气缸105和右压紧气缸104,固定于所述主架体1上的右压紧气缸104和左压紧气缸105分别带动所述右压紧板106和所述左压紧板107向内运动从外侧把编织袋压紧在右撑板304和左撑板303上,完成压紧编织袋外袋工序;所述撑开机构3在所述主伺服电机101通过驱动轴a102传动带动编织袋内袋向内侧移动,利用编织袋内袋与外袋之间存在较小的摩擦力,而编织袋内袋与左撑板303和右撑板304之间能产生较大摩擦力,编织袋外袋与右压板106和左压板107之间也产生较大的摩擦力,使编织袋外袋固定不动,编织袋的内袋向内移动,使内、外袋口对齐。编织袋根据所装物品的需要,防止内袋被所装物品扯破,需要粘合好的内袋在外袋内有一定的宽松余量,所以
粘合前的内袋比外袋口长5cm左右,完成内、外袋口对齐工序;如图5至图9所示,所述折边热粘合机构4包括周向设置的折边压板、热粘合浮动压板和热粘合焊头,所述折边压板位于热粘合浮动压板的内侧,所述折边压板在驱动装置a的作用下向中心移动,用于对袋口折边;所述热粘合浮动压板和热粘合焊头在驱动装置b的作用下向中心移动,用于对袋口热粘合,所述热粘合浮动压板上设有供热粘合焊头穿过的通孔b,通过设置通孔b对热粘合焊头起到导向和稳定的作用,提高袋口的热粘合质量。折边热粘合机构4安装固定在活动架体5上,撑开机构3通过直线导轨b312连接安装在活动架体5上,撑开机构3通过二次折边气缸310的带动沿着直线导轨b312在活动架体5内移动,从而调整其与折边热粘合机构4之间的正确工作位置。
[0033]
所述折边压板包括上下折边压板和左右折边压板,所述上下折边压板包括上折边压板406和下折边压板414,所述左右折边压板包括右折边压板404和左折边压板412,所述驱动装置a包括折边气缸和折边伺服电机,所述上下折边压板与折边气缸连接,所述左右折边压板与折边伺服电机连接。折边气缸包括下折边气缸429和上折边气缸432,所述下折边气缸429与下折边压板414连接,上折边气缸432与上折边压板406连接;折边伺服电机包括右折边伺服电机403和左折边伺服电机409。右折边伺服电机403通过丝杠一405带动右折边压板404向内侧移动,左折边伺服电机409通过丝杠二413带动所述左折边压板412向内侧移动,上折边气缸432带动上折边压板406沿着上直线导轨431向内侧移动,下折边气缸429带动下折边压板414沿着下直线导轨430向内侧移动,使编织袋内、外袋口向内侧折90
°
左右,完成第一次折边工序;折边压板与折边热粘合机构可拆卸连接,根据编织袋的直径更换不同的折边压板,与撑开机构配合实现对不同直径的编织袋的撑开和压紧工序,提高该装置的适用范围。
[0034]
二次折边气缸310安装在活动架体5上,能带动整个撑开机构3沿直线导轨b312进行移动。当左、右、上、下的折边压板分别在伺服电机和折边气缸的带动下向内移动,把内外袋口向内压折90
°
,完成第一次折边工序后,二次折边气缸310带动撑开机构3及编织袋向后移动,使左、右、上、下折边压板进入编织袋口内,同时再次把内外袋口压折90
°
,从而完成二次折边工序,即两次完成袋口180
°
的折边操作,内、外袋口内折叠完成;还包括周向设置的穿刺板,所述穿刺板上设有排针,所述穿刺板与穿刺气缸连接。所述穿刺板包括右穿刺板417、左穿刺板421、上穿刺板425和下穿刺板426,右穿刺气缸402带动右穿刺板417向内侧移动,左穿刺气缸411带动左穿刺板421向内侧移动,上穿刺气缸408带动上穿刺板425向内侧移动,所述下穿刺气缸416带动下穿刺板426向内侧移动,穿刺板上带有排针,排针插入内、外袋口折叠处完成穿刺工序;穿刺板和热粘合浮动压板相互独立设置,分别在不同气缸带动下移动。通过将穿刺板上的排针刺入编织袋,被折叠的内外袋口完成热粘合后,在穿刺板上的排针对编织袋固定作用下,便于撑开机构3的撑板从被折叠热粘合的袋口处抽出。
[0035]
所述折边压板上设有供热粘合焊头和排针穿过的焊头孔和排针孔。以右折边压板为例,如图9所示,右折边压板404上设有焊头孔404-1和排针孔404-2,从而保证热粘合和穿刺的质量。
[0036]
所述热粘合浮动压板包括上下热粘合浮动压板和左右热粘合浮动压板,所述热粘合焊头包括上下热粘合焊头和左右热粘合焊头,所述驱动装置b为热粘合气缸。所述上下热
粘合浮动压板包括上热粘合浮动压板424和下热粘合浮动压板427,所述左右热粘合浮动压板包括左热粘合浮动压板422和右热粘合浮动压板418。右热粘合气缸401带动所述右热粘合浮动压板418移动,左热粘合气缸410带动所述左热粘合浮动压板422移动,上热粘合气缸407带动所述上热粘合浮动压板424移动,所述下热粘合气缸415带动下热粘合浮动压板427移动,压紧内外袋口的折叠处,热粘合浮动压板的作用是在热粘合前先把折叠的内外袋口部分压平,以便于热粘合。同时右热粘合焊头419、左热粘合焊头420、上热粘合焊头423、下热粘合焊头428向编织袋移动对折叠处的内外袋进行热粘合,完成折叠的内外袋热粘合工序;所述撑开机构3在驱动气缸311的带动下与所述直线导轨b312在活动架体5内移动,从而带动所述撑开机构3中的左撑板303、右撑板304、下撑板306、上撑板307从被热粘合的内外袋袋口折叠处退出,然后所述撑开机构3松开撑紧的编织袋,所述撑开机构3在所述主伺服电机101通过所述驱动轴a102带动下从编织袋口退出,整个编织袋内、外袋口热粘合工序完成。
[0037]
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1