一种平压平压纹装置的制作方法
[0001]
本实用新型涉及印刷设备,具体涉及一种平压平压纹装置。
背景技术:
[0002]
压纹工艺是在大压力和一定温度下,把母版上的图案压印到纸张上面,通过压力和温度物理成型,在印刷品表面形成特殊的有凹凸立体感的图文表面修饰效果,特别是深压纹工艺,其立体感非常强。由于压纹工艺既能达到印刷品表面的修饰效果,又不会造成环境污染,同时也不需要相关耗材,因此,随着环保要求的越来越高,压纹工艺是非常适合印刷品表面修饰的工艺。
[0003]
但如此好的工艺目前在印刷包装行业的推广却不是很好,究其原因,目前的压纹装置大都是平压平方式,就是整个母版版面是同时压下的,母版版面与纸张之间是面接触,要通过物理变形形成立体图案效果,其纹路需要一定的深度,同时需要相对纸张一定面积占比,纸张表面看气来才会好看,而进行压纹成型时,纸张和母版在温度和压力的作用下,压纹成型时纸张和母版之间基本上处于真空状态,这样,在完成压纹成型后纸张不容易与母版分离,经常会把纸张撕破,导致产生大量不合格品甚至不能正常进行生产,特别是一些自动化生产的设备,不能连续生产,生产时浪费比较大,形成了行业的难题。
技术实现要素:
[0004]
本实用新型所要解决的技术问题是提供一种平压平压纹装置,这种平压平压纹装置能够确保在完成压纹成型后纸张与母版顺利分离,有利于提高产品合格率并确保生产的顺利进行。采用的技术方案如下:
[0005]
一种平压平压纹装置,包括机架、底板和压纹组件,底板固定安装在机架上,压纹组件处在底板的正上方,压纹组件包括母版以及能够对母版加热的加热装置,机架上设有能够驱动压纹组件升降的压纹组件升降机构,其特征在于:所述平压平压纹装置还包括上吹气装置,上吹气装置包括第一供气装置和第一输气管;母版包括下表面具有凹凸纹路的压纹工作区域和下表面平整的空白区域,母版的空白区域上设有至少一个出气通孔,出气通孔的上端开口于母版上表面,出气通孔的下端开口于母版下表面;第一供气装置的供气口与第一输气管的进气端连通,各出气通孔上端的开口均与第一输气管的出气端连通。
[0006]
通常,在机架上设有能够将待压纹成型的纸张向前传输至底板上,并将完成压纹成型的纸张向后传输的纸张传输装置。
[0007]
本实用新型的平压平压纹装置工作时,加热装置给母版提供热量,使母版达到压纹成型所需的温度;纸张传输装置将待压纹成型的纸张向前传输至底板上,底板为纸张提供支撑;随后压纹组件升降机构驱动压纹组件下降,母版压下并与纸张接触,纸张和母版在温度和压力的作用下完成压纹成型;完成压纹成型后需要使纸张与母版分离时,压纹组件升降机构驱动压纹组件上升,同时上吹气装置为各出气通孔提供向下气流,各出气通孔朝向纸张吹气,气体进入到纸张和母版下表面之间,打破纸张和母版下表面之间的真空状态,
从而纸张与母版顺利分离。
[0008]
纸张和母版在温度和压力的作用下进行压纹成型时,平压平压纹装置所处状态为合压状态(此状态下纸张和母版之间的空气被挤压出来,基本上处于真空状态);压纹组件升降机构驱动压纹组件上升时,平压平压纹装置所处状态为离压状态。上吹气装置仅在平压平压纹装置由合压到离压的过程中开启吹气,而在其他时间处于关闭状态,不向各出气通孔提供向下气流,各出气通孔不吹气,不会影响纸张的传输和压纹成型的进行。
[0009]
大部分纸张(例如用于制作烟盒、药盒等包装盒的纸张),在实际生产中大多以小版拼成大版的方式进行各印刷工序,也就是说,进行压纹成型时多个包装盒单元由一个母版进行压纹,这样,在各包装盒单元之间的连接部分就会产生一定的空隙,这些空隙不需要压纹。另外,每个包装盒单元本身包含有一些用于后续工序贴胶的贴胶部位,贴胶部位也不需要压纹。因此,在母版上与这些不需要压纹的部位对应的地方(即空白区域)设置出气通孔,不会影响到压纹成型后形成的纹路的质量。
[0010]
优选方案中,上述第一输气管上设有用于控制第一输气管通断的第一电磁开关阀。第一电磁开关阀通常由控制器进行控制,只有在平压平压纹装置由合压到离压的过程中第一电磁开关阀才会打开进行吹气,其他时间第一电磁开关阀都是处于关闭状态。
[0011]
通常,母版的空白区域上设有多个出气通孔,这些出气通孔在母版上较为均匀地分布,有利于更快打破纸张和母版下表面之间的真空状态。
[0012]
一种优选方案中,上述上吹气装置还包括至少一个支管,支管与出气通孔数量相同且一一对应,各出气通孔上端的开口分别通过对应的支管与第一输气管的出气端连通。
[0013]
另一种优选方案中,上述上吹气装置还包括供气罩体,供气罩体安装在母版上,各出气通孔上端的开口均与供气罩体的腔体连通,第一输气管的出气端与供气罩体的腔体连通。
[0014]
优选方案中,上述加热装置包括加热板,加热板中设有电热元件(如电热管),加热板与母版的上表面紧密接触。
[0015]
通常,上述母版采用不锈钢或镍制成,具有良好的导热性能。更优选方案中,上述加热装置还包括用于检测母版或加热板温度的温度传感器。温度传感器检测母版或加热板的温度(由于母版导热性能好,能够迅速达到与加热板一致的温度,因此通过检测加热板的温度,可较为准确地反映母版的温度),并将温度信号传输给控制器,控制器根据接收到的温度信号,与温度基准值比较后,控制电热元件的电流通断(检测到的温度低于温度基准值则电热元件通电,否则电热元件断电),从而实现母版温度的控制,使母版温度保持在所需的范围内。
[0016]
上述压纹组件升降机构可采用常规的升降机构,例如:压纹组件升降机构包括压纹组件升降气缸,压纹组件升降气缸的缸体安装在机架上,压纹组件升降气缸的活塞杆朝下并与压纹组件连接。此外,上述压纹组件升降气缸也可采用液压缸替代。上述压纹组件升降机构也可采用电机结合螺母/螺杆组成的升降机构,或者采用电机结合曲柄滑块机构或凸轮机构组成的升降机构。此外,可在机架上设置多个上下走向的导向柱,压纹组件上设有相应数量的导套,各导套分别套接在各导向柱上,利用导套与导向柱的配合,使压纹组件更平稳地升降,并使压纹组件位置准确地在纸张上进行压纹。
[0017]
优选方案中,上述母版的空白区域的下表面上设有多个高回弹海绵块。合压压纹
时各高回弹海绵块受压缩,离压时各高回弹海绵块回弹,可促使纸张更顺利地与母版分离。
[0018]
优选方案中,上述机架上还设有能够朝前吹气的后吹气装置,后吹气装置设于底板的后侧。通过设置后吹气装置,在完成压纹成型后向纸张与母版之间的贴合部吹气,与母版上的出气通孔配合,能够更加快速打开纸张和母版之间的真空状态,进一步确保纸张与母版顺利分离,加快分离速度。
[0019]
一种更优选方案中,上述后吹气装置包括第二供气装置、第二输气管和横向设置的吹气管,吹气管的前侧壁上设有至少一个第二出气通孔(第二出气通孔通常设有多个);第二输气管的进气端与第二供气装置的供气口连通,第二输气管的出气端与吹气管的腔体连通。优选上述第二输气管上设有用于控制第二输气管通断的第二电磁开关阀。第二电磁开关阀通常由控制器进行控制,只有在平压平压纹装置由合压到离压的过程中第二电磁开关阀才会打开进行吹气,其他时间第二电磁开关阀都是处于关闭状态。
[0020]
另一更优选方案中,上述后吹气装置包括第二供气装置、第二输气管和至少一个喷气头(喷气头通常设有多个,各喷气头横向排列),各喷气头的吹气口均朝前;第二输气管的进气端与第二供气装置的供气口连通,各喷气头均与第二输气管的出气端连通。优选上述第二输气管上设有用于控制第二输气管通断的第二电磁开关阀。
[0021]
此外,第一供气装置和第二供气装置可为同一个供气装置,第一输气管的进气端和第二输气管的进气端经一输气总管与供气装置的供气口连通,在输气总管上设置一个电磁开关阀,这样,第一输气管和第二输气管通断由该电磁开关阀控制,可简化结构。
[0022]
本实用新型通过设置上吹气装置和出气通孔,完成压纹成型后需要使纸张与母版分离时,上吹气装置为各出气通孔提供向下气流,各出气通孔朝向纸张吹气,气体进入到纸张和母版下表面之间,打破纸张和母版下表面之间的真空状态,从而纸张与母版顺利分离,有利于提高产品合格率并确保生产的顺利进行。
附图说明
[0023]
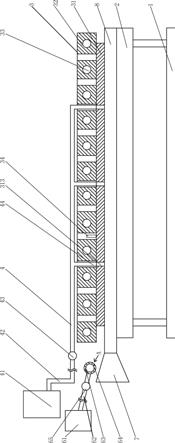
图1是本实用新型优选实施例的结构示意图;
[0024]
图2是图1中母版的仰视图;
[0025]
图3是图1中吹气管的a向视图。
具体实施方式
[0026]
如图1和图2所示,这种平压平压纹装置包括机架1、底板2、压纹组件3和上吹气装置4。底板2固定安装在机架1上,压纹组件3处在底板1的正上方,压纹组件3包括母版31以及能够对母版31加热的加热装置,机架1上设有能够驱动压纹组件3升降的压纹组件升降机构(附图中未画出压纹组件升降机构)。加热装置包括加热板32,加热板32中设有电热元件33(如电热管),加热板32与母版31的上表面紧密接触。加热装置还包括用于检测母版31或加热板32温度的温度传感器34。上吹气装置4包括第一供气装置41和第一输气管42;母版31包括下表面具有凹凸纹路的压纹工作区域311和下表面平整的空白区域312,母版31的空白区域312上设有多个出气通孔313,出气通孔313的上端开口于母版1上表面,出气通孔313的下端开口于母版31下表面;第一供气装置41的供气口与第一输气管42的进气端连通,各出气通孔313上端的开口均与第一输气管42的出气端连通。第一输气管42上设有用于控制第一
输气管42通断的第一电磁开关阀43。母版31采用不锈钢制成(可通过蚀刻工艺在其下表面形成所需的凹凸纹路)。
[0027]
本实施例中,上吹气装置4还包括多个支管44,支管44与出气通孔313数量相同且一一对应,各出气通孔313上端的开口分别通过支管44与第一输气管42的出气端连通。
[0028]
加热板32可采用蜂窝板,其上面分布有多个通孔,这些通孔的空隙可用于安装温度传感器34和各支管44。
[0029]
母版31的空白区域312的下表面上设有多个高回弹海绵块5。
[0030]
压纹组件升降机构可采用常规的升降机构,例如:压纹组件升降机构包括压纹组件升降气缸,压纹组件升降气缸的缸体安装在机架上,压纹组件升降气缸的活塞杆朝下并与压纹组件连接。此外,上述压纹组件升降气缸也可采用液压缸替代。上述压纹组件升降机构也可采用电机结合螺母/螺杆组成的升降机构,或者采用电机结合曲柄滑块机构或凸轮机构组成的升降机构。此外,可在机架上设置多个上下走向的导向柱,压纹组件上设有相应数量的导套,各导套分别套接在各导向柱上,利用导套与导向柱的配合,使压纹组件更平稳地升降,并使压纹组件位置准确地在纸张上进行压纹。
[0031]
本实施例中,机架1上还设有能够朝前吹气的后吹气装置6,后吹气装置6设于底板2的后侧。参考图1和图3,本实施例中,后吹气装置6包括第二供气装置61、第二输气管62和横向设置的吹气管63,吹气管63的前侧壁上设有多个第二出气通孔64;第二输气管62的进气端与第二供气装置61的供气口连通,第二输气管62的出气端与吹气管63的腔体连通(可以吹气管63一端与第二输气管62的出气端连通,吹气管63另一端封闭)。第二输气管62上设有用于控制第二输气管62通断的第二电磁开关阀65。
[0032]
机架1上设有能够将待压纹成型的纸张向前传输至底板2上,并将完成压纹成型的纸张向后传输的纸张传输装置。纸张传输装置可包括飞达、前输纸台、前叼纸牙排和后叼纸牙排,飞达、前输纸台、前叼纸牙排、底板和后叼纸牙排自前至后依次排列,飞达可将成叠纸张中的纸张逐个输送给前输纸台,前输纸台上设有用于对纸张进行定位的前规和侧规,前叼纸牙排将前输纸台上定位好的纸张向前传输至底板上,后叼纸牙排将完成压纹成型的纸张向后传输(即从底板上取出并向后传输)。后吹气装置6中的吹气管63可设置在后叼纸牙排7的上方。
[0033]
下面简述一下本平压平压纹装置的工作原理:
[0034]
工作时,加热装置给母版31提供热量,使母版31达到压纹成型所需的温度;温度传感器34检测母版31或加热板32的温度,并将温度信号传输给控制器,控制器根据接收到的温度信号,与温度基准值比较后,控制电热元件33的电流通断(检测到的温度低于温度基准值则电热元件33通电,否则电热元件33断电),从而实现母版31温度的控制,使母版31温度保持在所需的范围内。
[0035]
纸张传输装置将待压纹成型的纸张8向前传输至底板2上,底板2为纸张8提供支撑;随后压纹组件升降机构驱动压纹组件3下降,母版31压下并与纸张8接触,纸张8和母版31在温度和压力的作用下完成压纹成型(合压状态,此状态下纸张8和母版31之间的空气被挤压出来,基本上处于真空状态);完成压纹成型后需要使纸张8与母版31分离时,压纹组件升降机构驱动压纹组件3上升(离压状态),同时上吹气装置4为各出气通孔313提供向下气流,各出气通孔313朝向纸张8吹气,气体进入到纸张8和母版31下表面之间,打破纸张8和母
版31下表面之间的真空状态,从而纸张8与母版31顺利分离。上吹气装置4仅在平压平压纹装置由合压到离压的过程中开启吹气,而在其他时间处于关闭状态,不向各出气通孔313提供向下气流,各出气通孔313不吹气,不会影响纸张的传输和压纹成型的进行。
[0036]
第一电磁开关阀43控制第一输气管42的通断,第一电磁开关阀43由控制器进行控制,只有在平压平压纹装置由合压到离压的过程中第一电磁开关阀43才会打开进行吹气,其他时间第一电磁开关阀43都是处于关闭状态。
[0037]
在完成压纹成型后,后吹气装置6向纸张8与母版31之间的贴合部吹气,与母版31上的出气通孔313配合,能够更加快速打开纸张8和母版31之间的真空状态。
[0038]
第二电磁开关阀65控制第二输气管62的通断,第二电磁开关阀65由控制器进行控制,只有在平压平压纹装置由合压到离压的过程中第二电磁开关阀65才会打开进行吹气,其他时间第二电磁开关阀65都是处于关闭状态。
[0039]
其他实施方案中,上吹气装置也可包括供气罩体,供气罩体安装在母版上,各出气通孔上端的开口均与供气罩体的腔体连通,第一输气管的出气端与供气罩体的腔体连通。
[0040]
其他实施方案中,后吹气装置也可包括第二供气装置、第二输气管和横向排列的至少一个喷气头,各喷气头的吹气口均朝前;第二输气管的进气端与第二供气装置的供气口连通,各喷气头均与第二输气管的出气端连通。
[0041]
其他实施方案中,第一供气装置和第二供气装置可为同一个供气装置,第一输气管的进气端和第二输气管的进气端经一输气总管与供气装置的供气口连通,在输气总管上设置一个电磁开关阀,这样,第一输气管和第二输气管通断由该电磁开关阀控制,可简化结构。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1