一种轻便型玻璃纤维全自动剪切设备的制作方法
[0001]
本实用新型涉及一种玻璃纤维制品加工机械,特别涉及一种轻便型玻璃纤维全自动剪切设备。
背景技术:
[0002]
玻璃纤维丝,是一种性能优异的无机非金属材料,玻璃纤维单丝的直径从几个微米到二十几个微米,相当于一根头发丝的1/20-1/5,每束纤维原丝都由数百根甚至上千根单丝组成,通常作为复合材料中的增强材料,电绝缘材料和绝热保温材料等,广泛应用于国民经济各个领域。其具有拉伸强度高、伸长小、弹性系数高、刚性佳,加工性好,可作成股、束、毡、织布等不同形态之产品以及价格便宜等诸多优点,且已在诸如交通、电子、化工、环境保护、国防等各行各业广泛使用,其良好的机械性能反而带来了不易剪切的问题,且由于玻璃纤维丝质量极轻,在剪切过程中极易被吹飞,进而引起环境污染,所以设计生产高效、方便、快捷,环保的玻璃纤维剪切设备具有非常重要的意义。
[0003]
由于在使用过程中需要根据情况对其进行裁剪以达到使用要求,这就要求玻璃纤维剪切设备应当满足不同剪切长度的要求。玻纤剪切机用于各应用领域玻璃纤维的裁切,是通过刀片的高速旋转或刀片的下落对高机械强度的玻纤进行剪切,使剪切出物料长度均匀,自动化程度高,生产率高,工作可靠,操作方便。落刀通过控制刀具下落频率来实现对剪切长度的调节,但剪切精度不易保证;旋刀通过控制各刀片转速来实现对剪切长度的调节,易于控制,对刀具安装轴刀片槽精度要求高,在保证刀具安装轴精度的情况下剪切精度易于保证。目前一般的玻璃纤维剪切设备,虽然剪切玻纤高效、方便、快捷,但是仍然存在不足之处,一是剪切精度差,剪切出的物料长度存在较大的误差,或者同批剪切出的玻璃纤维丝长短相差较多,二是常见的玻璃纤维剪切设备体积较大,占地面积大,三是常见的玻璃纤维剪切设备工作效率较低,大多无法实现物料的定位导向夹紧。因此,如何提高玻璃纤维剪切设备的剪切精度,使玻璃纤维剪切设备结构更轻量化,使玻璃纤维剪切设备工作效率更高,显得尤为重要。
[0004]
中国专利文献号cn108130629a于2018年6月8日公开了一种玻璃纤维剪切设备,其工作过程是玻璃纤维经进料轮送入切割轮进行切割,切割后的玻璃纤维掉落在送料皮带上,经过送料皮带送入计量轮进行计量,计量轮慢速转动,而打散轮高速转动,此时针刺可将短、乱的玻璃纤维打散并均匀的分开,从而将整理后的玻璃纤维从出料口排出。该设备机壳的上端和下端分别设置有进料口和出料口,在该机壳靠近进料口设置有进料轮和带切割刃的切割轮,该进料轮和切割轮转向相反,在所述进料轮和切割轮下方设置有送料皮带,所述送料皮带的输出端靠近所述出料口,在该出料口安装有计量轮和打散轮,其中所述打散轮位于所述计量轮后方,所述计量轮和打散轮周向均设有针刺,且所述计量轮上的针刺和打散轮上的针刺相互啮合,所述计量轮和打散轮的转向相反,且所述打散轮的转动速度大于所述计量轮的速度。本实用新型结构简单新颖,能够对短、乱的玻璃纤维进行生产和制坯,成本低廉。该设备结构较复杂,且只用于单股纤维剪切,有使用局限性。
[0005]
因此,有必要做进一步改进。
技术实现要素:
[0006]
本实用新型的目的旨在提供一种能够对细长、成束的玻璃纤维丝进行剪切、结构简单、成本低廉、环保经济、切纤长度可控、能实现全自动化的轻便型玻璃纤维全自动剪切设备,以克服现有技术中的不足之处。
[0007]
按此目的设计的一种轻便型玻璃纤维全自动剪切设备,包括导向装置和切纤装置,其特征在于:所述导向装置包括第一导向板、第二导向板、第一转向板和第二转向板,所述切纤装置包括刀辊、滚轮、滚筒、第一驱动机构、压板、第一安装板,所述刀辊包括刀辊转动轴、刀辊安装轴和刀片,刀辊安装轴上设置有环形均布的若干刀片安装槽,刀片安装在刀片安装槽上,刀辊安装轴位于滚轮的上侧、并与刀辊转动轴连接,压板设置于第一驱动机构的一侧、并锁紧于第一安装板的压板槽上,刀辊转动轴设置于第一安装板的下侧,第一导向板与第二导向板相互平行,第一转向板和第二转向板设置于第一导向板与第二导向板之间,第一转向板与第二转向板之间设有可调节的间隙,第一导向板邻近于滚轮和滚筒,滚轮与滚筒之间设有可调节的配合间隙;剪切设备工作时,玻璃纤维依次通过第二导向板的通孔、间隙、第一导向板的通孔输送至配合间隙处,滚轮和滚筒转动时将位于配合间隙处的玻璃纤维拖拽至刀辊安装轴与滚轮之间的位置,第一驱动机构向下压紧压板,压板被压时依次将第一安装板、刀辊向下压,刀辊下压时刀片压紧滚轮,滚轮带动刀辊安装轴转动,以剪断玻璃纤维。
[0008]
还有密封装置,所述密封装置包括第一护罩和第二护罩,切纤装置还包括固定板,第一护罩固定于固定板上,第二护罩固定于第一护罩的侧部,第一护罩的两侧分别设置有进料口和出料口,进料口与第一导向板的大端面重合,滚轮、滚筒和刀辊安装轴位于第一护罩内,滚轮与滚筒之间的间隙邻近于进料口。
[0009]
所述固定板上安装有调节块,调节块邻近于第一护罩的进料口,滚筒安装在调节块上,调节块通过螺栓固定在固定板上,调节块旋转调节滚轮和滚筒之间的间隙。
[0010]
还有换刀装置,所述换刀装置包括第二驱动机构、连接块、第二机构固定板、滑块、滑轨、第一滑块固定板和第二滑块固定板,第二驱动机构通过第二机构固定板与第一安装板连接,滑块滑动设置于滑轨上,滑轨与第一安装板连接,滑块分别与第一滑块固定板和第二滑块固定板连接,第一滑块固定板分别与刀辊转动轴15、连接块连接;换刀时,第二驱动机构推动滑块沿滑轨方向运动,滑块带动第一滑块固定板和第二滑块固定板运动,第一滑块固定板运动时带动刀辊转动轴轴向运动,以使刀具安装轴轴向伸出。
[0011]
所述刀具安装轴穿过固定板,刀片的刀刃到刀具安装轴轴线的距离大于刀具安装轴轴线到滚轮外圆的距离。
[0012]
所述第一导向板和第二导向板与水平面形成一夹角,第一导向板和第二导向板通过导向板固定板固定在固定板上,第一转向板和第二转向板通过转向板固定轴转动设置在导向板固定板上。
[0013]
所述固定板上固定设置有压板连接板,第一驱动机构通过第一机构固定板固定在压板连接板上,固定板的一侧固定设置有第二安装板,第一安装板与第二安装板通过销轴连接。
[0014]
所述切纤装置还包括电机,电机通过传动轴与滚轮连接。
[0015]
还有控制装置,所述控制装置包括人机界面模块、协调模块、伺服驱动模块和电磁铁动作模块,伺服驱动模块与电机连接,电磁铁动作模块分别与第一驱动机构、第二驱动机构连接。
[0016]
本实用新型的轻便型玻璃纤维全自动剪切设备具有以下优点:
[0017]
1、工作效率高
[0018]
由于玻璃纤维密度低,且在生产实际中对玻璃纤维丝需求大,这就要求设备应当具备工作效率高的特性,才能满足生产要求,轻便自动玻璃纤维丝剪切设备工作时,最多可同时剪切六束玻璃纤维,配合所选的切纤长度,可实现极高的生产效率;
[0019]
2、结构更加轻型化
[0020]
轻便自动玻璃纤维剪切设备结构简单且紧凑,其总体质量在12kg左右,其所占空间体积约为0.18m3,该设备较传统的玻璃纤维剪切设备体积更小占地面积更小,一台传统的剪切设备所占空间足以容纳3-4台轻便自动玻璃纤维丝剪切设备,实现对所安装设备空间的充分利用,同时也方便安装与调试;
[0021]
3、切纤长度可控
[0022]
当滚轮转速越高,所安装刀片数量越多即刀刃间圆周距离越小时,所得切纤长度越短,而当滚轮转速越低,所安装刀片数量越少即刀刃间圆周距离越大时,所得切纤长度越长,因而可通过控制滚轮转速和刀片安装数量实现对切纤长度的控制;
[0023]
4、切纤速率可调
[0024]
由于轻便自动玻璃纤维剪切设备可协助各类纤维增强聚合物复合材料生产设备进行生产,为纤维增强聚合物复合材料生产设备定量供给玻璃纤维,切纤速率即每分钟应供应玻璃纤维的量,因而要求该设备须具备切纤速率可调的特性,满足不同的生产要求,切纤速率的大小取决于待剪切玻璃纤维束的数量和切纤长度,通过人机操作界面设定切纤长度和切纤速率,可得供应剪切的玻璃纤维束的数量,并按该数量供应玻璃纤维进行剪切;
[0025]
5、环保
[0026]
由于玻璃纤维相对轻盈,剪切完成后从出料口飞出,若无密封装置易四处飘散,切下的玻璃纤维若掉落在人身上会引起骚痒,因而要求该设备需具备环保特性,生产过程中不会对工作人员和环境产生危害;
[0027]
6、可充当模块
[0028]
轻便自动玻璃纤维剪切设备因结构简单且紧凑,因而可与各类纤维增强聚合物复合材料生产设备进行组装,在纤维增强聚合物复合材料生产设备配混之前实现按比例供料,有利于提高纤维增强聚合物复合材料生产设备的生产效率。
附图说明
[0029]
图1为本实用新型一实施例中剪切设备的主视图。
[0030]
图2为本实用新型一实施例中剪切设备的俯视图。
[0031]
图3为本实用新型一实施例中剪切设备的左视图。
[0032]
图4为本实用新型一实施例中剪切设备的密封结构示意图。
[0033]
图5为本实用新型一实施例中换刀装置的整体结构示意图。
[0034]
图6为本实用新型一实施例中导向装置的整体结构示意图。
[0035]
图7为本实用新型一实施例中控制装置的连接结构原理图。
[0036]
图8为本实用新型一实施例中剪切设备的整体结构示意图。
[0037]
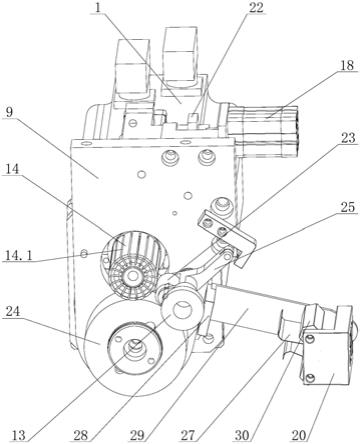
图9为本实用新型一实施例中切纤装置的主视图。
[0038]
图10为本实用新型一实施例中密封装置的主视图。
具体实施方式
[0039]
下面结合附图及实施例对本实用新型作进一步描述。
[0040]
参见图1-图10,本轻便型玻璃纤维全自动剪切设备,包括导向装置、切纤装置、换刀装置、密封装置、控制装置31,导向装置包括第一导向板28、第二导向板20、第一转向板27和第二转向板21,第一导向板28上设置有3个通孔,第二导向板20上设置有6个通孔,导向板的作用是:使成束的细长玻璃纤维从导向板上的孔位穿过,为玻璃纤维丝提供正确导向,保证玻璃纤维丝进给方向一致,转向板的作用是:通过调节第一转向板27和第二转向板21之间的间隙可以适当压紧玻纤丝使其向前输送时能够保持成束状态不至于在剪切前发散;切纤装置包括刀辊、滚轮24、滚筒23、第一驱动机构、压板22、第一安装板19,刀辊包括刀辊转动轴15、刀辊安装轴14、轴承和刀片,刀辊安装轴14上设置有环形均布的若干刀片安装槽14.1,刀片安装在刀片安装槽14.1上,刀片安装间隔(即刀片刀刃间的圆周距离)决定了切纤长度,刀片的安装遵循对称原则,即所安装刀片两两之间夹角相等,刀辊的作用是实现刀片的更换和刀片的转动,由于刀片与滚轮24接触面间存在压力,当滚轮24转动时,依靠刀片与滚轮24接触面间的摩擦力拖动刀辊安装轴14一起转动,从而传递一定的运动和动力;刀辊安装轴14位于滚轮24的上侧、并与刀辊转动轴15连接,压板22设置于第一驱动机构的一侧、并锁紧于第一安装板19的压板槽上,第一驱动机构包括压刀气缸18和第一气缸活塞杆,刀辊转动轴15设置于第一安装板19的下侧,第一导向板28与第二导向板20相互平行,第一转向板27和第二转向板21设置于第一导向板28与第二导向板20之间,第一转向板27与第二转向板21之间设有可调节的间隙,第一导向板28邻近于滚轮24和滚筒23,滚轮24外圆面与滚筒23之间设有一定可调节的配合间隙,通过调节该配合间隙实现滚筒23和滚轮24对玻璃纤维的夹紧作用,实现进料。
[0041]
剪切设备工作时,若干股玻璃纤维被送入导向装置,玻璃纤维依次通过第二导向板20的通孔、间隙、第一导向板28的通孔输送至配合间隙处,然后调节滚轮24与滚筒23的距离(即配合间隙的大小),以压紧玻璃纤维,玻璃纤维被压紧后,通过滚轮24和滚筒23的转动将位于配合间隙处的玻璃纤维拖拽至刀辊安装轴14与滚轮24之间的区域,之后压刀气缸18动作,气缸活塞杆向前伸出压紧压板22,压板22被压时将第一安装板19下压,第一安装板19下压时通过滑块5将刀辊向下压(滑块5将第一滑块固定板11向下压,第一滑块固定板11带动刀辊转动轴15往下运动,进而带动刀辊安装轴14向下运动),刀辊下压时刀辊安装轴14上的刀片压住滚轮24,刀片与滚轮24接触面间产生压力,滚轮24转动时拖动玻璃纤维进给,玻璃纤维被刀片和滚轮24压紧,由于刀具安装轴14上的刀片紧压滚轮24,在两者摩擦力作用下,刀具安装轴14被动转动,当刀片的刀刃与玻纤接触后,刀片与滚轮24相互挤压,同时刀片挤压着玻璃纤维,在压力的作用下,玻璃纤维与刀片刀刃接触处的内应力超过了玻璃纤维的强度极限,玻璃纤维被剪断。
[0042]
密封装置包括第一护罩26和第二护罩17,切纤装置还包括固定板9,第一护罩26固定于固定板9上,第二护罩17固定于第一护罩26的侧部,第一护罩26的两侧分别设置有进料口和出料口,进料口与第一导向板28的大端面重合,滚轮24、滚筒23和刀辊安装轴14位于第一护罩26内,滚轮24与滚筒23之间的间隙邻近于进料口。由于玻璃纤维剪切后比较微细,且玻璃纤维密度低,容易发生飘散,设计第一护罩26和第二护罩二17,保证了切纤过程的密封性,从而防止玻璃纤维在切断后发生飘散的现象。
[0043]
固定板9上安装有调节块25,调节块25邻近于第一护罩26的进料口,滚筒23安装在调节块25上,调节块25通过螺栓13固定在固定板9上,调节块25旋转调节滚轮24和滚筒23之间的间隙。调节块25可对滚筒23的位置进行调整,松开螺栓13后,转动调节块25,调整滚筒23位置,以调节滚轮24与滚筒23之间的距离(即配合间隙),实现对柔性束状的玻璃纤维进行夹紧。
[0044]
换刀装置包括第二驱动机构、连接块3、第二机构固定板4、滑块5、滑轨10、第一滑块固定板11和第二滑块固定板12,第二驱动机构包括换刀气缸2和第二气缸活塞杆,换刀气缸2通过第二机构固定板4与第一安装板19连接,滑块5滑动设置于滑轨10上,第一安装板19正下方与滑轨10通过螺钉连接,滑块5分别与第一滑块固定板11和第二滑块固定板12连接,第一滑块固定板11分别与刀辊转动轴15、连接块3连接;当刀刃产生一定磨损时需要更换刀片,换刀时,换刀气缸2使第二气缸活塞杆通过连接块3伸出,第二气缸活塞杆伸出时推动滑块5沿滑轨10方向运动,滑块5带动第一滑块固定板11和第二滑块固定板12运动,第一滑块固定板11运动时带动刀辊转动轴15轴向运动,以使刀具安装轴14轴向伸出(向第二护罩17的方向伸出),然后在第一护罩26的出料口处更换已磨损刀片,更换完成后,第二气缸活塞杆缩回,刀具安装轴14回到初始位置,从而实现换刀的过程。
[0045]
刀具安装轴14穿过固定板9,刀片的刀刃到刀具安装轴14轴线的距离大于刀具安装轴14轴线到滚轮24外圆的距离,以使刀片压紧滚轮24,满足正常工作所需。滚轮24的转速和刀具安装轴14安装刀片数量决定了切纤长度,当滚轮24转速越高,所安装刀片数量越多(即所安装刀片间隔越小时),所得切纤长度越短,反之亦然。
[0046]
第一导向板28和第二导向板20与水平面形成一夹角,第一导向板28和第二导向板20通过导向板固定板29固定在固定板9上,第一转向板27和第二转向板21通过转向板固定轴30转动设置在导向板固定板29上。转向板固定轴30使转向板具有一定自由的摆动弧度,通过旋转转向板固定轴30调节转向板相位以适应玻璃纤维通过位置。
[0047]
固定板9上固定设置有压板连接板8,压刀气缸18与气缸固定板7相连接并固定于压板连接板8上,固定板9的一侧通过螺钉固定设置有第二安装板6,第一安装板19与第二安装板6通过销轴连接,使得第一安装板19具有一定的摆动弧度,在压刀气缸18推力作用下,第一安装板19摆动,使刀片刀刃和滚轮24外圆面接触面间产生压力。
[0048]
切纤装置还包括电机1,电机1通过传动轴16与滚轮24连接,电机1可驱动滚轮24转动、且可调节滚轮24的转速。
[0049]
控制装置31包括人机界面模块、协调模块、伺服驱动模块和电磁铁动作模块,伺服驱动模块与电机1连接,电磁铁动作模块分别与第一驱动机构、第二驱动机构连接。控制装置31硬件采用贝加莱(b&r)公司的可编程控制器pcc,软件结构采用模块化形式,系统控制软件由人机界面模块、协调模块、伺服驱动模块、电磁铁动作模块等组成,其中人机界面模
块主要用于设定切纤长度、切纤速率、更换刀片、切纤启停,伺服驱动模块主要用于实现控制信号与伺服信号的转化及传递,电磁铁动作模块实现对换刀气缸2和压刀气缸18进行控制,协调模块协调各功能模块的协同工作。
[0050]
上述为本实用新型的优选方案,显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本领域的技术人员应该了解本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等同物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1