一种纸箱弯折处所用的压线轮的制作方法
[0001]
本实用新型涉及纸箱的技术领域,尤其是涉及一种纸箱弯折处所用的压线轮。
背景技术:
[0002]
纸板通常分为蜂窝纸板和瓦楞纸板,其中蜂窝纸板由第一面纸、第二面纸和蜂窝芯粘合而成;瓦楞纸板是由面纸、里纸、芯纸和加工成波形瓦楞的瓦楞纸通过粘合而成。
[0003]
将纸板加工成纸箱的过程中,需要压线轮对纸板压线,以形成后续纸箱翻折或弯折时需用到的压痕。
[0004]
压线轮设计事关纸板压线线形,影响到瓦楞纸板和蜂窝纸板成箱后的抗压强度,因此尤为重要。
[0005]
传统设备厂家提供的压线轮通常为单压痕的压线轮,通过该单压痕的压线轮对蜂窝纸板或瓦楞纸板进行压线处理,形成纸板侧板与纸板侧板之间的弯折处的一条压痕线或内外侧相对应的两条压痕线,这样的话当将蜂窝纸板或瓦楞纸板成箱时,与将蜂窝纸箱或瓦楞纸箱折叠时,所用到的压痕线相同,就容易破坏纸板弯折处的内部结构,使得纸箱再次成箱时的承压强度降低,最后导致纸箱折叠后再成箱就无法满足使用要求。
技术实现要素:
[0006]
本实用新型要解决的技术问题是:克服现有技术的不足,提供一种纸箱弯折处所用的压线轮,该压线轮能够制作循环使用的纸箱,增加纸箱的利用率。
[0007]
本实用新型解决其技术问题所采用的技术方案是:一种纸箱弯折处所用的压线轮,包括第一压线轮和第二压线轮,所述第一压线轮包括用于压线的第一压线轴和第二压线轴,所述第二压线轮包括主线轮和至少两个导向轮,所述主线轮位于导向轮之间,主线轮的高度大于导向轮的高度。
[0008]
本实用新型中采用二三线轮对纸板进行压痕处理,在纸箱的侧板与侧板的弯折处形成一侧一条主压痕两条导向压痕,另一侧两条主压痕的结构,其中一条主压痕所处的一侧作为内侧,在纸板成箱的过程中使用该主压痕;另一侧的两条主压痕在纸箱使用完成后折叠时使用,使其在不同的状态下所用到的主压痕不同,不会破坏纸板的内部结构,实现纸箱的多次使用。
[0009]
另外,导向轮的设置一方面是对主线轮起到导向作用,另一方面可以分担第一压线轮给予主线轮的压力,使得纸板在压线过程中不会偏移。
[0010]
进一步,所述导向轮为两个,对称安装在主线轮的两侧。
[0011]
进一步,所述主线轮与导向轮在纸板上形成压线的间距为一个纸板的厚度至三个纸板的厚度。经过实验,主线轮和导向轮的宽度为纸板厚度的2/3为最佳,以及主线轮与导向轮之间需间隔压线轴,这样主线轮与导向轮在纸板上形成压线的间距至少为一个纸板厚度;然后又有考虑可能来自第一压线轮的压力,得再次加宽两者间的间隔以减轻压力,但最大为三个纸板厚度,若再大则主线轮与压线轴形成的主压痕间距过大,纸板成箱后承压强
度会降低。
[0012]
进一步,所述第一压线轴和第二压线轴对应位于主线轮与导向轮形成的间隔之间。以便在纸板的两侧形成不对应的三条主压痕。
[0013]
进一步,所述第一压线轮和主线轮在纸板上形成的压线深度为纸板厚度的1/3~5/6。厚度的选择是为了压痕不至于爆线又能够压出能够成箱容易的压痕,其中若压线深度小于1/3,则压痕不明显,在纸板成箱过程中容易因耐折度差而引起的爆线;如压线深度大于5/6,则压痕过深,会造成压痕附近的纸板变形大,也容易引起爆线。本实施例中第一压线轮与主线轮在纸板上形成的压线深度优选为纸板厚度为2/3。
[0014]
进一步,所述主线轮与导向轮之间的高度差为纸板厚度的1/6~2/3。导向轮的压线深度不能过深,避免纸板成箱时错用折痕,但是导向轮与主线轮的高度又不能差的过大,不然无法分担第一压线轮的压力。
[0015]
进一步,所述第一压线轮包括第一圆形底座和设于第一圆形底座上的两条压线轴,所述第二压线轮包括第二圆形底座和设于第二圆形底座上的主线轮和导向轮。圆形底座的设置可方便第一压线轮和第二压线轮与滚轴的连接。
[0016]
进一步,所述压线轮安装于滚轴上,压线轮与滚轴可拆卸连接。方便压线轮的更换,根据生产的不同需求,可以根据纸板规格厚度来选取相应的压线轮,并通过可拆卸装置自由轻松更换压线轮,适应生产要求,同时操作简便,极大的降低了设备的成本。
[0017]
进一步,所述第一压线轮在纸板上形成的压线位于纸箱的外侧,所述第二压线轮在纸板上形成的压线位于纸箱的内侧。使得无论纸板的侧板内弯还是外折都会有压痕使用,确保弯折处的强度不会被破坏,从而不降低纸箱的承压强度。
[0018]
进一步,所述纸箱所采用的纸板为蜂窝纸板或瓦楞纸板。
[0019]
本实用新型的有益效果:
[0020]
1、利用第一压线轮和第二压线轮对纸箱弯折处的外侧和内侧均进行压线,且两侧的压线不重叠,实现纸箱折叠或纸箱成型时所用到的压线不一,避免了纸箱整体折叠后再使用时纸箱的整体的承压强度降低,实现纸箱循环使用;
[0021]
2、第二压线轮上设有导向轮,导向轮能够对主线轮起到导向作用,避免了主线轮在纸板上的偏移。
附图说明
[0022]
图1—为本实施例中第一压线轮的结构示意图;
[0023]
图2—为本实施例中第二压线轮的结构示意图;
[0024]
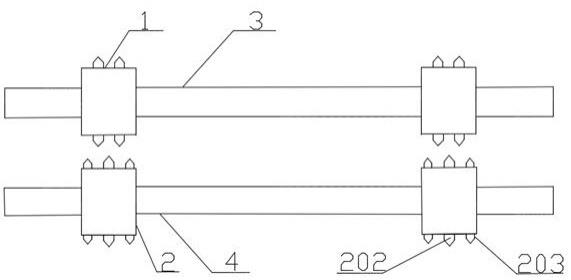
图3—为本实施例中第一压线轮和第二压线轮的安装示意图;
[0025]
图4—为本实施例中经过压线后的纸板内侧面的状态示意图。
[0026]
图中:1-第一压线轮,2-第二压线轮,3-上滚轴,4-下滚轴,5-纸板,101-第一圆形底座,102-第一压线轴,103-第二压线轴,201-第二圆形底座,202-主线轮,203-导向轮,501-侧板,502-主线轮压痕线,503-导向轮压痕线,504-外压痕。
具体实施方式
[0027]
以下结合附图及实施例对本实用新型作进一步说明。
[0028]
参照图1~图4:一种纸箱弯折处所用的压线轮,包括第一压线轮1和第二压线轮2,所述第一压线轮包括用于压线的第一压线轴102和第二压线轴103,所述第二压线轮包括主线轮202和至少两个导向轮203,所述主线轮位于导向轮之间,主线轮202的高度大于导向轮203的高度,所述第一压线轮1和第二压线轮2上下设置。
[0029]
上述方案的优点:利用第一压线轮和第二压线轮对纸箱弯折处的外侧和内侧均进行压线,且两侧的压线不重叠,实现纸箱折叠或纸箱成型时所用到的压线不一,避免了纸箱整体折叠后再使用时纸箱的整体的承压强度降低,实现纸箱循环使用;第二压线轮上设有导向轮,导向轮能够对主线轮起到导向作用,避免了主线轮在纸板上的偏移。
[0030]
本实施例中,制作纸箱所采用的纸板5为蜂窝纸板,蜂窝纸板包括第一面纸、第二面纸和蜂窝芯,其中第一面纸和第二面纸采用牛卡纸,牛卡纸的质地坚韧,耐破度、环压强度和撕裂度高,此外还要具有较高的抗水性;蜂窝芯优选为多个空心的正六棱柱粘接,正六边形拥有致密的结构,各方受力大小均等,且容易将受力分散,所能承受的冲击也比其他结构大。通过胶水使得第一面纸和第二面纸覆盖在蜂窝芯的两侧,以形成蜂窝纸板。
[0031]
本实施例中,蜂窝纸板的厚度为6mm。采用二三线轮对蜂窝纸板进行压线处理,其中第一压线轮为二线轮,第二压线轮为三线轮。
[0032]
第一压线轮包括第一圆形底座101和两圈设于第一圆形底座上用于压线的凸起,该凸起为压线轴,可定义为第一压线轴102和第二压线轴103,第一压线轴和第二压线轴的高度相同;第二压线轮包括第二圆形底座201和三圈设于第二圆形底座上用于压线的凸起,将位于中间的凸起定义为主线202,主线轮两侧的定义为导向轮203。主线轮的高度高于导向轮的高度,优选为:两者的高度差为纸板5厚度的1/3,即两者的高度差为2mm。这样使得导向轮203在纸板5上的压痕深度浅,使导向轮203主要起导向作用。
[0033]
参照图3,本实施例中,第一压线轮1为两个,对称设于上滚轴3上;第二压线轮2为两个,对称设于下滚轴4上。使得第一压线轮上的第一压线轴和第二压线轴位于主线轮与导向轮形成的间隔之间。上滚轴与下滚轴之间存在间隙,能让蜂窝纸板通过,在蜂窝纸板通过时,第一压线轮和第二压线轮在蜂窝纸板上留下压线。
[0034]
第一压线轮1中的第一圆形底座101分为两部分,两部分拼接在上滚轴3上,通过螺栓将两部分连接在一起;或者第一圆形底座101为一个整体,穿设于上滚轴3上,且通过螺栓将第一圆形底座101固定在上滚轴3上。第二压线轮2的安装方式与第一压线轮1的安装方式相同。
[0035]
主线轮202与导向轮203在纸板5上形成的压线间距为12mm,该间距的得出是根据主线轮202和导向轮203的宽度和蜂窝纸板的厚度进行计算的。主线轮202、导向轮203和第一压线轴和第二压线轴上的宽度一致,为2/3的纸板5厚度,则主线轮202与导向轮203在纸板5上形成的压线间距应该是等于两个凸起的宽度与纸板5厚度之和14mm,但因为第二压线轮为三线轮,跨的宽度较大,则为了使纸箱的弯折处的侧板501压的更加紧实,承压能力更大,则将主线轮与导向轮之间的间距缩小2mm。
[0036]
参照图4,本实施例中,第一压线轮1对蜂窝纸板压线的一侧作为纸箱的外侧,即压线为外压痕504;第二压线轮2对蜂窝纸板压线的一侧作为纸箱的内侧,即压线为内压痕,内压痕分为主线轮压痕线502和导向轮压痕线503。导向轮是起导向作用,加工成直线不跑偏,形成的压痕线比较浅,但是在箱体内侧上能看出来;另外导向轮压痕线还为了在纸板成箱
时能够解决箱体对折以后主线轮压痕线两边形成的高点,使其不影响纸箱内部平整。
[0037]
第一压线轮1和主线轮202在蜂窝纸板上的压线深度为蜂窝纸板的2/3,即压线深度为4mm,这个深度的选择既能避免爆线,又能形成明显的折痕,使得纸箱的能够折叠或成型,不会影响到其他部分。
[0038]
本实施例的优点:在纸箱的弯折处进行压线处理,通过对侧板501的弯折结构进行改进,采用至2道外压痕、1道内压痕组合形成的弯折部,且外压痕数量大于内压痕数量,使纸箱的侧板在弯折时,使弯折部不再集中在某一压痕上,而是,将弯折过程对纸板的形变分散至内、外压痕上,进而减小蜂窝纸板的形变,提高纸箱的承压强度。
[0039]
申请人通过改变压线轮的结构,并调整压痕的数量、深度和间距,减小纸箱用的蜂窝纸板在弯折处的形变大小,尤其是根据可能发生形变的大小,对侧板两侧的压痕的深度进行控制,使外压痕在实现弯折部的实现内弯折形成弯折部、或者外弯折平铺直放、或者过度内弯折形成对折结构等不同操作的形变需求,进而减小纸板在弯折过程中的形变损伤,提高其承压强度,避免纸箱在反复使用过程中被损坏的现象,进而实现循环使用的目的。
[0040]
在另一实施例中,制作纸箱的纸板可选用瓦楞纸板。
[0041]
以上仅是本实用新型的实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有前述各种技术特征的组合和变型,本领域的技术人员在不脱离本实用新型的精神和范围的前提下,对本实用新型的改进、变型、等同替换,或者将本实用新型的结构或方法用于其它领域以取得同样的效果,都属于本实用新型包括的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1