一种包装袋成型折边装置的制作方法
1.本技术涉及塑料包装袋加工技术领域,尤其是涉及一种包装袋成型折边装置。
背景技术:
2.目前在包装袋的加工过程中,需要将一个筒状的包装袋经过折边工序折成四方状的包装袋袋体,以便存放物体时可以将袋子撑开。传统的折边工艺是向扁平状的薄膜长筒内鼓入空气,使膜筒内部空间充满气体,让膜筒鼓胀起来,然后用折边轮对膜筒两侧进行折边,形成m型的侧边。
3.针对上述的相关技术,发明人认为:上述技术方案操作复杂且失误率较高,导致生产效率较低。
技术实现要素:
4.为了较好的改善上述相关技术的缺点,本技术提供一种生产效率高、便于操作的包装袋成型折边装置。
5.本技术提供的一种包装袋成型折边装置采用如下的技术方案:
6.一种包装袋成型折边装置,包括对包装袋进行折边的折边设备,所述折边设备包括操作台、设置在包装袋内部空腔的内置型板和设置在内置型板两侧的折边轮,所述内置型板用于将包装袋撑起,所述折边轮用于对包装袋撑起的侧边进行挤压折边。
7.通过采用上述技术方案,将包装袋套设在内置型板的外部,生产过程中包装袋通过内置型板,内置型板将包装袋的袋口撑起,内置型板两侧的折边轮对撑起的包装袋侧边进行挤压,使包装袋侧边形成向内翻折的折边,过程简单快捷。
8.可选的,所述内置型板包括一体连接的引导部和支撑部,所述引导部为由薄变厚设置,所述支撑部为中空设置,所述折边轮置于支撑部的两侧。
9.通过采用上述技术方案,引导部将扁平的包装袋袋口引导撑开,使得包装袋到达支撑部时是已经完全撑开的结构,同时由于支撑部中空设置,方便折边轮对包装袋的侧边进行挤压,使折边翻折更加平整,提高产品的合格率。
10.可选的,所述操作台上沿操作台的宽度方向开设有滑槽,所述滑槽内部设有固定轴,所述折边轮套设在固定轴上,所述固定轴与滑槽滑动连接。
11.通过采用上述技术方案,固定轴与滑槽滑动连接,即可通过调整固定轴之间的距离即可对折边轮之间的距离进行调整,方便对不同宽度的包装袋进行折边处理,使设备具有兼容性。
12.可选的,所述操作台上还设有用于支撑内置型板和包装袋的支撑辊。
13.通过采用上述技术方案,支撑辊对内置型板和包装袋进行支撑,减少了折边过程中内置型板由于重力原因下坠的可能性,使包装袋折边的过程更加稳定。
14.可选的,本技术还包括对折边后的包装袋进行压合成型的成型设备,所述成型设备包括成型台和连接有动力装置的压合板,所述压合板(240)和成型台配合作用对包装袋
进行挤压成型。
15.通过采用上述技术方案,压合板对包装袋的折边进行挤压,减少了折边出现褶皱的可能性,使包装袋的折边更加平滑,方便后续的生产过程对包装袋进行操作。
16.可选的,所述动力装置为气缸。
17.通过采用上述技术方案,气缸控制压合板上下活动,使压合板能够间隔上下运动,对经过压合板的包装袋进行压边处理。
18.可选的,所述成型设备还包括与气缸输出轴固定连接的安装架,所述安装架固定压合板的两端。
19.通过采用上述技术方案,安装架对压合板进行固定,减少压合板在生产过程中发生便宜的可能性。
20.可选的,所述安装架还包括调整压合板之间距离的调距组件。
21.通过采用上述技术方案,调距组件可以调整压合板之间的距离,方便成型设备对不同宽度的包装袋进行处理,使设备具有兼容性。
22.综上所述,本技术的有益技术效果为:
23.1.通过内置型板和折边轮配合对包装袋进行折边,过程自动化程度高,操作方便,提高了生产效率;
24.2.折边设备和成型设备可对不同宽度的包装袋进行加工,使设备具有兼容性。
附图说明
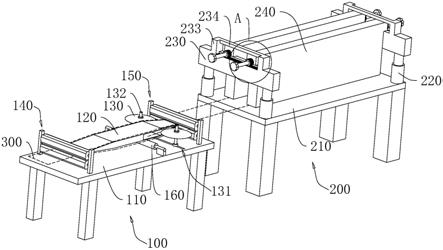
25.图1是本技术的整体结构示意图。
26.图2是本技术中折边设备的正视图。
27.图3是图1中a部分的局部放大示意图。
28.图4是手柄与压合板连接结构的局部剖视图。
29.附图标记:100、折边设备;110、操作台;120、内置型板;121、引导部;122、支撑部;123、上板;124、下板;125、支撑块;130、折边轮;131、滑槽;132、固定轴;133、限位块一;134、限位块二;140、第一辊组;141、上辊体一;142、下辊体一;143、固定架一;150、第二辊组;151、上辊体二;152、下辊体二;153、固定架二;160、支撑辊;200、成型设备;210、成型台;220、气缸;230、承接块;231、锯齿部;232、光滑部;233、限位块三;234、限位杆;240、压合板;241、凸块;242、齿轮;243、连接部;244、手柄;300、包装袋。
具体实施方式
30.以下结合附图1
‑
4对本技术作进一步详细说明。
31.本技术实施例公开一种包装袋成型折边装置,参照图1,包括折边设备100和成型设备200。包装袋300经折边设备100折边之后由成型设备200对其进行成型处理。
32.参照图2,折边设备100包括操作台以及延操作台长度方向依次设置的引导组件、折边组件和导出组件,引导组件包括设置在操作台110一端的第一辊组140和设置在包装袋300内部的内置型板120,第一辊组140包括沿操作台110宽度方向设置在操作台110两侧的固定架一143,固定架一143之间沿操作台110宽度方向设置有上辊体一141和下辊体一142,上辊体一141和下辊体一142上下对应设置且均与固定架一转动连接,上辊体一141和下辊
体一142对包装袋300进行贴合夹紧。
33.内置型板120设置在包装袋300内部,用于分开包装袋300内部空腔,方便对包装袋300进行折边。内置型板120呈长条状,且内置型板120包括引导部121和支撑部122,引导部121和支撑部122一体设置,引导部121远离支撑部122的一端通过包装袋300衔接第一辊组140,引导部121从靠近第一辊组140到支撑部122方向由薄逐渐变厚设置,用于引导包装袋300空腔分开。支撑部122为中空设置,即在操作台宽度方向的两侧为空心结构,其可以在支撑部两侧设置成凹陷形成,也可以直接在宽度方向贯穿开设形成,本实施例直接采用从宽度方向贯穿的方式形成,即支撑部122包括上板123和下板124,上板123和下板124之间的距离由靠近引导部121朝向远离引导部121的方向逐渐减小设置,且上板123与下板124在远离引导部121的一端留有间隙,方便包装袋300的折边通过。包装袋300在引导过程中首先进入引导部121,之后进入支撑部122,包装袋300在到达支撑部122时,袋口撑开呈方形。上板123和下板124之间还设有若干支撑块125,本实施例中支撑块125设有两个,两个支撑块125沿内置型板120的长度方向设置,支撑块125对上板123和下板124起到固定作用,防止生产过程中支撑部122发生形变从而影响包装袋300的折边效果。
34.参照图2,在支撑部两侧设置有折边轮130,在操作台110上设置有用于固定折边轮130的固定轴132,折边,130置于支撑部122的空心结构位置。在操作台110上开设有条形的滑槽131,滑槽131沿操作台110的宽度方向设置,且滑槽131在竖直方向上贯穿操作台110,滑槽131的长度略小于操作台110的宽度。固定轴132穿过滑槽131设置,固定轴132下方设有限位块一133,限位块一133与固定轴132一体设置,且限位块一133置于操作台110的上方,固定轴132在限位块一133的下方的部分设有外螺纹,操作台110的下方还设有与固定轴132螺纹配合的螺母,因此固定轴132可在滑槽131内沿操作台110宽度方向滑动。固定轴132上还一体设置有限位块二134,折边轮130套设在固定轴132上,且折边轮130置于限位块二134的上方,折边轮130可绕固定轴132转动,折边轮130对上板123和下板124共同撑起的包装袋300的侧边向内挤压,从而对使包装袋300的侧边向内翻折形成折边。同时可以通过调整固定轴132在滑槽131内的位置来调整两个折边轮130之间的距离,以方便对不同宽度的包装袋300进行折边处理。
35.参照图1和图2,为了加强内置型板120和包装袋300在工作过程中的稳定性,在操作台110上还设有支撑辊160,支撑辊160置于支撑部122下方且与包装袋300抵接,折边过程中包装袋300自第一辊组140向第二辊组150传送,支撑辊160对内置型板120和包装袋300起到支撑作用,避免内置型板120由于重力作用对包装袋300产生压力从而导致包装袋300发生形变,使折边不平整。
36.参照图1和图2,导出组件包括第二辊组150,第二辊组150设置在操作台110远离第一辊组140的一端,第二辊组150与第一辊组140结构相同,包括设置在操作台110两侧的固定架二153,在固定架二153上设有上下对应的上辊体二151和下辊体二152,支撑部122远离引导部121的一端衔接第二辊组150,上辊体二151和下辊体二152对折边后的包装袋300进行贴合夹紧。
37.参照图1和图3,成型设备200接收第二辊组150传送的包装袋300,对包装袋300的折边进行压合成型处理。成型设备200包括成型台210、压合板240、用于安装压合板240的安装架以及安装在成型台210上用于驱动压合板240压合成型的动力装置。其中,安装架包括
沿成型台长度方向设置的两个承接块230,压合板240设有两块,且压合板240的两端分别与两个承接块230固定,两块压合板240的底部分别对应包装袋300的两条边,通过压合板240与成型台210配合作用对包装袋300的折边进行压合。本实施例中采用气缸220作为动力装置,气缸220竖直设置在成型台210的四角处,且气缸220的输出轴方向朝上。承接块230的底部与成型台210两端的两个气缸220的输出轴焊接,因此控制气缸220输出轴上下往复运动即可带动承接块230进行上下往复运动。压合板240的顶部还设有凸块241,凸块241置于压合板240朝向承接块230的一侧,且凸块241的底部与承接块230的顶部抵接,因此承接块230对压合板240起到支撑作用。在承接块230上还设有两个限位块三233,限位块三233与承接块230一体设置,凸块241置于两个限位块三233之间。在限位块三233上还设有限位杆234,限位杆234与同一承接块230上的限位块三233一体设置,且限位杆234的底部与凸块241的顶部抵接,限位杆234和承接块230对凸块241进行卡接,因此承接块230上下移动时可以带动压合板240上下移动。
38.参照图3和图4,为了方便调整两块压合板240之间的距离,在承接块230顶部还设有调距组件,调距组件包括设置在两个限位块三233之间的锯齿部231和光滑部232,光滑部232置于靠近压合板240的一侧,且凸块241的底部与光滑部232抵接,锯齿部231置于远离压合板240的一侧。凸块241远离压合板240的一侧设有齿轮242,齿轮242置于锯齿部231上方,且齿轮242与锯齿部231部啮合。齿轮242为中空设置,内部空腔剖面呈t型,凸块241底部远离压合板240的一侧设有连接部243,连接部243位于齿轮242中空腔体内且与腔体形状吻合,连接部243与齿轮242转动连接。齿轮242远离凸块241的一侧设有用于转动齿轮242的手柄244,因此转动手柄244即可控制齿轮242转动,从而调整两块压合板240之间的距离,以方便对不同宽度的包装袋300进行成型处理。
39.本实施例的实施原理为:包装袋300在经过上一工序处理后经由第一辊组140到达折边设备100,在包装袋300内部设置内置型板120,内置型板120将包装袋300内部空腔撑起,折边轮130对包装袋300侧边进行挤压,从而使侧边袋体向内翻折形成折边,折边从支撑部122的上板123和下板124之间的缝隙通过,上板123和下板124对折边进行初步平整处理,继而包装袋300经过第二辊组150到达成型设备200,气缸220带动承接块230上下活动从而带动压合板240对包装袋300间隔挤压,使包装袋300的折边更加平整,从而与流水线上的其他工序衔接方便。
40.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1