一种U型的管式凝固浴槽的制作方法
一种u型的管式凝固浴槽
技术领域
1.本实用新型属于纺丝生产设备技术领域,具体涉及为一种u型的管式凝固浴槽。
背景技术:
2.传统的中空纤维超滤膜,包括带内衬的复合膜、以芯液纺丝的均质膜,其制备方法均采用敞口式水槽凝固浴。图1为传统的敞口式纺丝线生产流程图,敞口式凝固浴水槽为敞开系统。凝固浴槽在中空纤维膜纺丝主要的作用在于进行溶剂和非溶剂的交换,溶剂主要有二甲基甲酰胺(dmf),二甲基乙酰胺(dmac),n
‑
甲基吡咯烷酮(nmp),磷酸三乙酯(tep)等,非溶剂包括水,乙醇等,凝固浴的作用将铸膜液中的非溶剂置换到溶剂中,对于中空纤维膜来说此阶段尤为重要,但是置换出来的非溶剂都是对于人体有害的一些物质,比如dmf就会造成肝功能的损坏,大量的溶剂等有机物会发到空气中,对人们健康产生重要影响。同时收卷速度较慢,通常在10
‑
30m/min,单位时间内生产的超滤膜面积小,不能满足人们对生产的需求。
技术实现要素:
3.本实用新型主要是解决上述现有技术所存在的技术问题,提供一种u型的管式凝固浴槽。
4.为了实现上述目的,本实用新型采用了如下技术方案。
5.一种u型的管式凝固浴槽,包括封闭槽;所述封闭槽为前后贯通的u型中空管,且其两端设有朝上的开口;所述封闭槽包括一体设置的前竖槽、中横槽、后竖槽;所述前竖槽、后竖槽分设于中横槽两侧;所述前竖槽和中横槽的连接处设置有第一倒角;所述后竖槽和中横槽的连接处设置有第二倒角;所述前竖槽侧面设置有凝固浴槽进口;所述后竖槽侧面设置有凝固浴槽出口。
6.所述前竖槽上方转动安装有一组前端导丝轮;所述后竖槽上方转动安装有一组后端导丝轮。
7.所述第一倒角的内径角度和第二倒角的内径角度均在3~10
°
。
8.所述凝固浴槽进口位于前竖槽顶端开口处的下方;所述凝固浴槽出口位于后竖槽顶端开口处的下方;所述凝固浴槽进口的水平高度高于凝固浴槽出口的水平高度。
9.所述后端导丝轮转动安装于定位转轴;所述定位转轴两端固定安装于定位板;所述定位板底部固定安装于封闭槽端部。
10.一种u型的管式凝固浴槽,将传统的敞口式水槽改为管式水槽,极大地减少了水与空气的接触面积。当中空纤维膜进入进水口上方后浸入管式凝固浴中,由于水流的作用将膜丝带入凝固浴中,随着水流的作用从出口出来,形成一个完整的凝固浴过程,实现溶剂与非溶剂的交换。
11.本实用新型具备以下有益效果:
12.1、一体式的管式凝固浴槽,减少非溶剂的挥发,同时减少热量的散失。
13.2、改用管式纺丝设备,由于管道较长能够进行充分的进行溶剂和非溶剂的交换,同时在内部去掉了导丝轮结构,采用倒圆角,纺丝速度可以达到35~60m/min。
14.3、传统的敞口式凝固浴槽纺丝设备采用滚轮传递的方式进行纺丝,会导致由于收卷的张力控制要求高,而改用管式凝固浴纺丝过程,只是在非溶剂的带动下进行中空纤维膜的传递,没有了滚轮的约束,底部采用倒圆角的方式进行过度,张力控制要求低。
附图说明
15.图1为传统的敞口式纺丝线生产流程图;
16.图2为本实用新型的结构示意图;
17.图中,气源a、铸膜液釜b、喷头c、放线轮d、凝固浴槽e、收丝轮f、清洗槽g、
18.前端导丝轮1、封闭槽2、前竖槽2a、中横槽2b、后竖槽2c、第一倒角2d、第二倒角2e、凝固浴槽进口2f、凝固浴槽出口2g、后端导丝轮3、定位转轴4、定位板5。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
20.一种u型的管式凝固浴槽,包括前端导丝轮1、封闭槽2、后端导丝轮3。
21.所述封闭槽2为前后贯通的u型中空管,且其两端设有朝上的开口;所述封闭槽2包括一体设置的前竖槽2a、中横槽2b、后竖槽2c;所述前竖槽2a、后竖槽2c分设于中横槽2b两侧。
22.由前竖槽2a、中横槽2b、后竖槽2c组成的封闭槽2,采用管式水槽,在凝固浴阶段会极大的减少凝固浴中的液体与空气的接触范围,会大量减少非溶剂的挥发,由于接触面积的减少,也更容易进行收集。
23.同时,采用管式凝固浴槽能够降低一定的能耗,凝固浴一般情况下都是需要加热到一定的温度,才能是非溶剂和溶剂的交换达到理想状态,从而控制中空纤维微滤或者超滤膜的膜结构和孔结构。本技术方案,采用管式凝固浴槽,减小与空气的的接触就能够减小能耗,当大气温度在30℃以上节省能耗在1%
‑
5%,20℃
‑
30℃节省能耗2
‑
7%,20℃以下则节省更多能耗。
24.所述前竖槽2a和中横槽2b的连接处设置有第一倒角2d;所述后竖槽2c和中横槽2b的连接处设置有第二倒角2e;所述第一倒角2d的内径角度和第二倒角2e的内径角度均在3~10
°
。内径角度为封闭槽的内侧弧面的倒角角度。
25.传统的凝固浴槽采用导丝轮的结构,限制了中空纤维膜的纺丝速度,按照现有的技术水平纺丝速度一般控制在(10
‑
30m/min)。本技术方案,采用管式凝固浴槽,由于去掉了导丝轮结构,采用倒圆角,避免了底部导丝轮对于未凝固铸膜液的碾压,可以进一步的提高现有的纺丝速度,速度可以提高到(35
‑
60m/min)。
26.所述前竖槽2a侧面设置有凝固浴槽进口2f;所述后竖槽2c侧面设置有凝固浴槽出口2g。所述凝固浴槽进口2f位于前竖槽2a顶端开口处的下方;所述凝固浴槽出口2g位于后竖槽2c顶端开口处的下方;所述凝固浴槽进口2f的水平高度高于凝固浴槽出口2g的水平高度,以保证凝固浴不会溢出。封闭槽中进出的凝固浴是在外部循环后往复使用,并在外部循
环过程中降低和升高温度,继而调节凝固浴的温度。
27.所述前竖槽2a上方转动安装有一组前端导丝轮1;所述后竖槽2c上方转动安装有一组后端导丝轮3。进一步,所述后端导丝轮3转动安装于定位转轴4;所述定位转轴4两端固定安装于定位板5;所述定位板5底部固定安装于封闭槽2端部。前端导丝轮1的固定方式与后端导丝轮3相同,不再赘述。
28.一种u型的管式凝固浴槽,工作过程如下:
29.从喷丝头出来的中空纤维膜丝经过前端导丝轮1,进入封闭槽2中;
30.中空纤维膜丝在水流的带动下,经过第一倒角2d、中横槽2b、第二倒角2e,最终到达封闭槽的后端开口处,中空纤维膜在封闭槽内的凝固浴中完成溶剂和非溶剂的交换;
31.在封闭槽的后端开口处,中空纤维膜经过后端导丝轮后进入后续纺丝阶段。
32.管式凝固浴中空纤维纺丝过程中,由于底部倒圆角使底部没有了导丝轮的碾压,将传统的中空纤维膜的收卷速度为10
‑
30m/min,调整为35
‑
60m/min,纺出的膜丝外观、性能未有较大的改变。
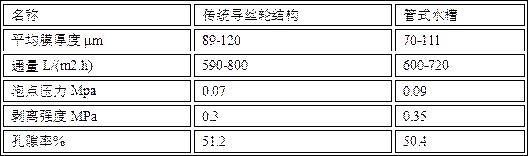
33.表1为传统纺丝设备与管式纺丝设备的pvdf带衬膜丝外观性能表。
[0034][0035]
本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1