复合纱及其制造方法与流程
1.本发明涉及一种担载电子元件的复合纱及其制造方法。
背景技术:
2.一直以来,为了对服装所使用的纱线、布帛赋予电气性质而担载电子元件,提出了复合纱。通过将这样的复合纱用于服装的制造,安装有电子元件的服装的实用化正在推进。
3.作为担载有电子元件的复合纱,例如,在专利文献1中记载有如下复合纱:在由纤维材料构成的纱主体上卷绕固定有电子元件的支承体并进行固定,在卷绕固定有支承体的纱主体的周围进一步卷绕并包覆保持纱。另外,在专利文献2中记载了在芯的周围设置金属线部分而成的芯片元件上卷绕包覆用光纤而成的金属线。另外,在专利文献3 中记载了利用由筒针织物构成的鞘部来包覆rfid模块的内容,该rfid 模块具备rfic元件以及与rfic元件连接的具有导电性的天线。
4.另外,作为这样的复合纱用的原材料,在专利文献4中记载了利用金属材料包覆作为绝缘体的纤维材料的周围而成的复丝的导电纱。这样的导电纱具备柔软性和导电性,并且高频传输损耗低,具备弯曲耐久性。在专利文献5中记载了一种rfid标签,其在内置天线的rfid 模块的外周面卷绕增强天线的一部分,并用树脂制的粘接剂固定。
5.现有技术文献
6.专利文献
7.专利文献1:日本专利第5994077号公报
8.专利文献2:专利第5815692号公报
9.专利文献3:国际公开第2019/151475号
10.专利文献4:日本特开2017-75424号公报
11.专利文献5:日本特开2019-82797号公报
技术实现要素:
12.发明所要解决的课题
13.如专利文献1以及2所记载的那样,在使纱主体担载电子元件的情况下,需要将电子元件卷绕固定于纱主体、或者向芯与包覆光纤之间投入元件这样的另外的复杂的作业工序。因此,难以使电子元件紧贴纱主体而固定,在实现量产化方面成为课题。另外,如专利文献3 所记载的那样,在筒状针织物的内部收容电子元件的情况下,存在电子元件在筒状针织物内偏移移动,电子元件容易受到损伤的课题。
14.在专利文献5所记载的rfid标签中,难以在尺寸小的rfid模块的周围高效地卷绕天线,在量产化的观点上存在问题。
15.因此,本发明的目的在于,提供一种复合纱及能够高效地量产所述复合纱的制造方法,所述复合纱包含担载电子元件的导电纱,并且机织加工或针织加工的加工中及加工后的柔软性、耐伸缩性及耐弯曲性优异。
16.用于解决课题的手段
17.本发明所涉及的复合纱包括纱主体和卷绕于所述纱主体的周围的保护用绝缘纱,其特征在于,所述纱主体包括:多个导电纱,具备规定的长度,并且担载电子元件;及多根连结用绝缘纱,将所述多根导电纱沿着纱主体的长度方向连结。本发明的复合纱与通常的纱线同样,能够机织入或针织入对象制品中。另外,电子元件被保护用绝缘纱保护,且与外部绝缘。
18.优选的是,所述导电纱的拉伸强度比所述连结用绝缘纱的拉伸强度大。即,若拉伸复合纱,则在连结用绝缘纱的部分切断。导电纱与连结用绝缘纱相比,特别优选断裂强度高、且断裂伸长率(至断裂为止伸长的比例)低。这样,即使施加载荷,导电纱的部分也不会损伤。
19.优选的是,所述电子元件通过粘接剂粘接于在所述导电纱的一部分形成的环状部分。有时在电子元件与导电纱之间存在粘接剂,但导电纱作为外部天线发挥作用,在环状部分电子元件与导电纱进行电磁耦合,能够进行信号的传输、电力的供给等。
20.优选的是,所述导电纱的外周面被树脂绝缘膜包覆。由此,洗涤耐久性等耐久性提高。
21.优选的是,所述导电纱由复丝构成,该复丝利用金属材料包覆纤度为10分特以下且为电介质的单丝的纤维材料的周围而成。导电纱优选300mhz~1500mhz下的高频传输损耗为5db以下,并且具备相对于 7万次以上、例如7万次的动态驱动试验,直流电阻的增加率为150%以下而维持导电性的弯曲耐久性。由于高频传输损耗小,因此适合于 rf波的传输。由于弯曲耐久性高,因此即使反复进行衣物的洗涤等,也能够维持rf波的传输特性。此外,rf波的传输损耗增加的原因主要是电阻的增加。
22.优选的是,所述连结用绝缘纱卷绕于所述导电纱的端部而与导电纱连结。这样,通过捻接器连结导电纱和连结纱,能够高效地制造纱主体。
23.优选的是,所述保护用绝缘纱在所述导电纱及所述连结用绝缘纱上卷绕有2层。这样,能够无间隙地保护导电纱和电子元件。
24.优选的是,所述电子元件是经由导电性图案收发信号的rfid用ic芯片。并且,导电纱构成外部天线,内部天线和外部天线在导电纱的环状部分进行电磁耦合。因此,即使使用粘接剂将电子元件固定于导电纱,也能够在导电纱与电子元件之间进行信号的传输以及电力的供给。
25.在此,纤度是指纱线的粗细,1特克斯(tex)表示纱线的长度为 1000m且重量为1g,1分特(dtex)表示纱线的长度为10,000m且重量为1g。纤度为10分特以下是指纱线的长度为1000m且重量为1g以下,是指与10分特相同或比其更细的纱线。包覆加工是指在导电纱及连结用绝缘纱的周围卷绕保护用绝缘纱的加工,双包覆加工是指卷绕2层保护用绝缘纱的加工。
26.本发明的复合纱的制造方法包括:
27.连结工序,将连结用绝缘纱的一端部与一体地担载有电子元件的规定的长度的导电纱的端部连结,并且将该连结用绝缘纱的另一端部与下一个导电纱的端部连结,形成纱主体;及保护工序,将保护用绝缘纱卷绕于所述纱主体的周围而形成复合纱。
28.连结工序能够通过捻接器等而简单地执行,也能够容易地执行保护用绝缘纱的卷
绕。因此,能够容易地制造复合纱。
29.优选的是,在所述连结工序之前进行担载工序,所述担载工序为如下工序:在所述导电纱的一部分形成环状部分,并且在该环状部分粘接所述电子元件,从而将电子元件一体地担载于导电纱。
30.优选的是,在担载工序之前或之后进行包覆工序,所述包覆工序为利用树脂绝缘膜包覆所述导电纱的外周面的工序。
31.在本发明中,能够得到机织加工或针织加工的加工中及加工后的柔软性、耐伸缩性及耐弯曲性优异的复合纱及其制造方法。
附图说明
32.图1是示意性地表示实施例的复合纱的构成的概略图。
33.图2是表示实施例的复合纱的制造工序的例子的说明图。
34.图3是弯曲试验的概略图。
具体实施方式
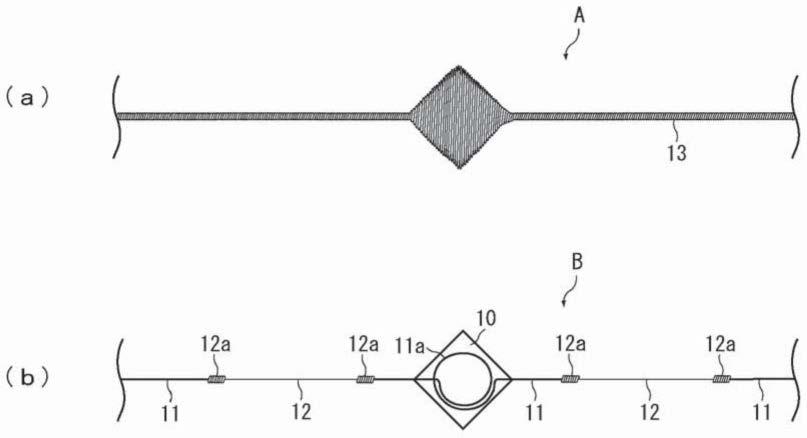
35.以下,对本发明的实施方式进行详细说明。图1是示意性地表示与实施例的复合纱相关的结构的概略图。图1(a)是示意性地表示与复合纱相关的外观的概略图,图1(b)是示意性地表示卷绕保护用绝缘纱之前的状态的概略图。
36.复合纱a具备:纱主体b,其具有担载电子元件10的导电纱11 以及将在纱长方向上排列的导电纱11的端部分别连结的连结用绝缘纱 (连结纱)12;以及保护用绝缘纱(保护纱)13,其卷绕在纱主体b 的周围。担载电子元件10的导电纱11沿着纱主体b的纱长方向设定为规定的长度,在纱长方向上排列有多个导电纱11。并且,通过利用连结用绝缘纱12将相邻的导电纱11的端部彼此连结,从而得到由交替地连结导电纱11以及连结用绝缘纱12而成的1根纱状体构成的纱主体b。
37.在该例中,保护用绝缘纱13通过包覆加工而大致无间隙地卷绕在纱主体b的周围,以包覆电子元件10以及导电纱11的周围的方式卷绕保护用绝缘纱13来进行保护。另外,保护用绝缘纱13通过双包覆加工而双层地卷绕,由此能够更无间隙地卷绕并包覆。
38.电子元件10担载于导电纱11并通过粘接剂等固定。在该例中,作为电子元件10,使用rfid用ic芯片,在芯片内部经由由导电性图案构成的内置天线收发信号。导电纱11具备通过与内置天线电磁耦合而传输信号的外部天线的功能,为了提高信号传输效率和增加电子元件10与导电纱11的粘接面积,形成使导电纱11的一部分环绕而成的环状部分11a并粘接于电子元件10。通过将电子元件10的内置天线和环状部分11a以相互对置的方式配置并安装,能够提高电磁耦合而高效地进行信号传输。即,通过导电纱11的环状部分11a使内置在电子元件10中的天线和作为外部天线的导电纱11电磁耦合。并且,通过内置天线和导电纱11,进行电力的接收和信号的收发。另外,即使在导电纱11的表面与电子元件10之间存在绝缘膜,也不会妨碍电磁耦合。
39.在导电纱的环状部分粘接电子元件的结构与将两者直接电连接的结构不同,能够避免受到弯曲等外力的影响而使电连接部破损这样的故障。另外,在电连接的结构中,连接部分(特别是连接金属线的根部分)容易浸水而难以防水,但如果是上述的不直接电连接的
结构,则仅通过将电子元件和导电纱分别设为防水规格,就能够容易地设为完全防水规格。
40.将电子元件10担载于导电纱11的方式能够与电子元件10的种类、形状等对应地形成为各种形状,并不限定于环状。例如,也可以形成为u字状。另外,在不需要防水规格的情况下,也能够将电子元件与导电纱直接电连接。
41.另外,也能够对电子元件10以及导电纱11的环状部分11a整体进行树脂密封而提高强度和耐久性。在该情况下,也可以将导电纱11 的外周面整体与电子元件10一起进行树脂密封。另外,也可以在导电纱11上预先用绝缘膜包覆外周面。通过使用利用绝缘膜包覆外周面而成的导电纱11,能够提高洗涤耐久性这样的耐久性。
42.连结用绝缘纱12在两端部形成有卷绕于相邻的导电纱11的端部而连结的连结部分12a。在形成连结部分12a的情况下,例如能够使用公知的接纱装置通过接纱而形成。另外,作为连结手段,也能够使用接纱装置以外的公知的手段,没有特别限定。例如,也可以通过粘接剂将两者连结。
43.如上所述,将导电纱11和连结纱12交替地连结而构成纱主体b,因此与以往那样将导电纱11卷绕于芯纱而构成的情况相比,不需要量产化困难的天线部分等的卷绕工序,能够使用接纱等公知的连结手段,能够高效地量产。
44.另外,由于将电子元件10担载并粘接于导电纱11,因此能够将电子元件10容易地安装于导电纱11,能够高效地量产。在该例中,通过电磁耦合对电子元件10以及导电纱11进行信号传输,因此与将两者直接电连接的情况相比,施加于导电纱11的张力的影响变小。因此,即使在利用连结用绝缘纱12将导电纱11彼此连结而形成1根连续的纱主体b的情况下,也能够相对于对纱主体b施加的张力具备充分的耐久性。
45.作为导电纱11,优选由在作为电介质的纤维材料的周围包覆金属材料而成的复丝构成的纱线。通过使用作为以往的纱线的材料的纤维材料,能够具备对以往的纱线进行针织加工或编织加工时的柔软性、耐伸缩性及耐弯曲性。
46.例如,优选使用专利文献4中记载的导电纱。具体而言,导电纱由纤度为10分特(dtex)以下且利用金属材料包覆作为电介质的纤维材料的周围而成的复丝构成。由于在构成复丝的各纤维材料的周围包覆有金属材料,因此金属材料大致均匀地分布于复丝整体。因此,具备电阻和高频传输损耗降低这样的优异的电气特性,能够实现轻量化以及优异的柔软性和弯曲耐久性。具体而言,优选300mhz~1500mhz 下的高频传输损耗为5db以下,并且具备相对于7万次以上的动态驱动试验以电阻为150%以下的增加率维持导电性的弯曲耐久性。
47.在制造导电纱11的情况下,例如使用电阻0.5ω/m~10ω/m(数字万用表:基于4端子法的测定)、力学强度47kg/mm2以上(依据jisl1096所规定的拉伸强度试验进行测定)、纤度54分特~440分特的复丝。接着,进行前处理工序、化学镀处理工序和电镀处理工序,使金属材料附着于纤维表面后,以捻数为160次/m~200次/m进行捻线加工,在电阻降低的状态下具有稳定的特性。对于得到的导电纱,根据需要,可以使用一般的绝缘线所使用的公知的绝缘材料,进行在导电纱的外周面形成厚度20μm~150μm的绝缘膜的绝缘加工。
48.作为导电纱11中使用的纤维材料,可举出聚酰胺纤维、聚酯纤维、芳族聚酰胺纤维、结晶性聚酯纤维、聚芳酯纤维、聚对苯撑苯并二噁唑(pbo)纤维、碳纤维、聚苯硫醚(pps)纤维、聚醚醚酮(peek) 纤维、聚酰亚胺纤维、氟纤维等。
49.作为附着于纤维表面的金属材料,只要是铜、铜/镍、镍、金、钯、银等能够通过公知的化学镀处理而析出的金属即可,也可以将这样的金属单一或复合而形成,没有特别限定。此外,在需要由纤维制品的检针机检测不到的品质的情况下,在前处理工序、化学镀处理工序以及电镀处理工序中使用的金属材料优选使用非磁性的金属。根据需要执行前处理工序。
50.作为包覆导电纱11的外周面的绝缘膜所使用的树脂材料,可以举出聚乙烯树脂、聚酰胺树脂、聚氨酯树脂、聚酯树脂、聚酰亚胺树脂、氟树脂、乙烯氟共聚树脂、苯乙烯树脂、聚氯乙烯(pvc)树脂、聚乙烯醇(pva)树脂等。作为由绝缘膜包覆的导电纱的电气特性,优选在施加交流电压1分钟的耐电压试验中具有1000v以上的耐电压。因此,由绝缘膜包覆的导电纱的粗细优选为0.09mm~0.65mm(根据jisl1096中规定的试验方法进行测定)。
51.作为电子元件10,除了上述的rfid用ic芯片以外,还可以举出温度传感器、加速度传感器、湿度传感器、照度传感器、听觉传感器、臭气传感器、触觉传感器、应力传感器等各种传感器用ic芯片。在各种传感器用ic芯片的情况下,只要通过在后续工序中将电源布线与导电纱连接、或者进行非接触供电来进行电力供给即可。另外,与导电纱同样地,在需要由纤维制品的检针机检测不到的品质的情况下,优选使用非磁性的电子元件。
52.作为连结用绝缘纱12,为了维持导电纱11以及电子元件10的连接固定状态,优选拉伸强度比导电纱11小。例如,在导电纱11的环状部分的断裂强度为24n、断裂伸长率为14%的情况下,作为连结用绝缘纱12,为了抑制导电纱11的环状部分的断裂,优选断裂强度小于 24n、且具有断裂伸长率大于14%的伸长率、不对导电纱11的环状部分的变形或断裂造成影响的连结用绝缘纱12。
53.连结用绝缘纱12优选具备对电子元件10与导电纱11的环状部分之间的电磁耦合不产生电气影响的介电特性。另外,连结用绝缘纱12 的纤度在后续工序中的基于保护纱的包覆加工中设为比电子元件10的固定部的粗细小的纤度,由此能够不妨碍包覆工序中的纱主体b的通过。具体而言,优选比导电纱11细,粗细优选为0.09mm~0.65mm (依据jis l1096的试验方法测定)。
54.另外,通过调整连结用绝缘纱12的长度,能够简单地调整担载有电子元件10的导电纱11的排列间隔,只要与电子元件10的应用场所相匹配地适当设定连结用绝缘纱12的长度即可。例如,在将复合纱针织入/机织入纤维制品的情况下,能够将连结用绝缘纱12如通常的纱线那样处理,通过设为充分的纱长度,能够将电子元件10埋入并保持于纤维制品。
55.作为用于连结用绝缘纱12的纤维材料,在天然纤维中,可以举出由棉、麻及羊毛构成的纺织纱、由蚕丝构成的纺织纱或长丝。在化学纤维中,可以举出由人造丝、铜氨纤维、醋酸酯、维尼纶、尼龙、氯乙烯、聚酯、丙烯酸、聚丙烯、聚氨酯之类的纤维材料构成的纺织纱、复丝或单丝。
56.作为保护用绝缘纱13,优选具备能够使电子元件10与导电纱11 的环状部分的粘接状态稳定化并保护其不受外部物理应力影响的力学特性及柔软性的纤维材料。另外,保护用绝缘纱13优选与连结用绝缘纱12同样地具备不会对导电纱11向环状部分的变形、断裂造成影响的力学特性。另外,保护用绝缘纱13优选具备对电子元件10与导电纱11的环状部分之间的电磁耦合不产生电气影响的介电特性。关于保护用绝缘纱13的纤度,可以使用通过包覆加工而比电子元件10的固定部的粗细细的纤度的保护用绝缘纱。为了不妨碍复合纱
a的通过,纤度优选比导电纱11细的纤度,粗细优选为0.07mm~0.65mm(依据 jis l1096中规定的试验方法进行测定)。
57.作为保护用绝缘纱13所使用的纤维材料,在天然纤维中,可以举出由棉、麻及羊毛构成的纺织纱、由蚕丝构成的纺织纱或长丝。在化学纤维中,可以举出由人造丝、铜氨纤维、醋酸酯、维尼纶、尼龙、氯乙烯、聚酯、丙烯酸、聚丙烯、聚氨酯、芳族聚酰胺、聚芳酯之类的纤维材料构成的纺织纱、长丝、加工纱线之类的材料。
58.通过在无捻纱或与其相近的弱捻纱中使用长丝,在卷绕保护用绝缘纱13时成为纤维扩展的扁平状态而包覆表面,因此能够提高保持效果。保护用绝缘纱13的纤度优选为纱主体b的纤度的1/10以下。若使用纤度超过纱主体b的纤度的1/10的粗的纱线,则复合纱a变硬而失去柔软性,另外卷绕的力变强而产生使电子元件10破损等不良情况。另外,保护用绝缘纱13的长丝单纱纤度小的话,在卷绕时容易大范围地扁平地压扁,能够可靠地包覆并固定电子元件10,另外能够维持复合纱a的柔软性。具体而言,保护用绝缘纱13的长丝单纱纤度优选为 0.3分特~2.5分特,更优选为0.3分特~1.5分特。保护用绝缘纱13优选以纱主体b表面的包覆率为30%~90%的方式卷绕。若包覆率低于30%,则电子元件10有可能在保护用绝缘纱13之间露出而脱落,若超过90%,则失去作为复合纱a的柔软性。
59.图2是表示与复合纱的制造工序有关的一例的说明图。在图2(a) 中,示出了在导电纱11上担载电子元件10的担载工序。首先,将连续的1根导电纱11切断成规定的长度,在切断后的导电纱11的中间部形成环状部分11a。作为形成为环状的方法,例如能够在圆棒状的引导部件的周围卷绕导电纱的中间部而形成。也可以通过多次卷绕而形成为多层的环状部分。
60.另外,在该例子中,事先将导电纱切断成规定长度来使用,但也可以不切断而每隔规定长度依次形成环状部分来担载电子元件。
61.接着,在电子元件10上的担载面涂敷粘接剂,使电子元件10的涂敷面与导电纱11的环状部分11a接触并粘接。作为使电子元件10 与环状部分11a接触的方法,例如,在使卷绕有环状部分11a的引导部件从支承板的孔部突出的状态下,在引导部件的前端部配置电子元件 10。接着,以从支承板的孔部拔出引导部件的方式使支承板移动,能够使残留在支承板上的环状部分11a压接并粘接于电子元件10。
62.通过这样的担载工序,能够使电子元件10高效且稳定地担载于导电纱11,能够实现量产化。
63.此外,在将电子元件10粘接于导电纱11的环状部分11a而进行树脂密封的情况下,不事先切断导电纱11而每隔规定长度形成环状部分11a而粘接电子元件10。并且,能够一边将担载有电子元件10的导电纱11沿纱长方向输送,一边将粘接有电子元件10的部分浸渍于绝缘膜形成用的树脂液槽而进行树脂密封。
64.在图2的(b)中,示出了利用连结用绝缘纱12将担载有电子元件10的导电纱11的两端部连结而形成纱主体b的连结工序。将多根导电纱11沿着纱长方向依次导入到接纱装置20,与其并行地将连结用绝缘纱12导入到接纱装置20。在导入导电纱11的情况下,例如,以利用未图示的把持装置把持导电纱11的端部,使把持装置移动而向接纱装置20的导入口引导的方式进行动作即可。
65.然后,以将连结用绝缘纱12的前端部卷绕于导电纱11的导入方向后端部的方式进
行接纱处理,导出导电纱11而将连结用绝缘纱12 输送规定长度的量,以将连结用绝缘纱12卷绕于下一个导电纱11的导入方向前端部的方式进行接纱处理而将导电纱11彼此在纱长方向上连结。连结处理后切断连结用绝缘纱12。之后,利用连结用绝缘纱12 将导电纱11的导入方向后端部与下一个导电纱11的导入方向前端部之间反复连结,形成纱主体b。
66.此外,在担载工序中不切断导电纱而担载电子元件的情况下,进行将下一纱线(连结用绝缘纱)的前端部分与之前的纱线(导电纱) 连结,同时将之前的纱线在比连结部分靠后侧(纱线的抽出方向的下游侧)切断的工序。接着,进行将连结后的连结用绝缘纱与切断后的导电纱的前端部分连结,同时将连结用绝缘纱在比连结部分靠后侧切断的工序。通过交替地重复这些工序,能够高效地生产将导电纱及连结用绝缘纱交替地连结而成的复合纱。
67.另外,也可以通过热熔接将由接纱装置连结的部分粘接,或者通过粘接剂粘接。也能够不使用接纱装置而将导电纱及连结用绝缘纱连结,例如,也可以利用粘接剂将两者的端部彼此粘接。
68.在图2(c)中,示出了在纱主体b的周围卷绕保护用绝缘纱13 而形成复合纱a的保护工序。在该例中,通过包覆加工在纱主体b的周围大致无间隙地卷绕保护用绝缘纱13。包覆加工可以根据需要进行双包覆加工,没有特别限定。
69.在通过包覆加工将保护用绝缘纱卷绕于纱主体的情况下,可以与所担载的电子元件的尺寸相匹配地设定捻数。例如,在0.5mm~0.7mm 的尺寸的电子元件的情况下,如果以s捻和z捻的双包覆2,000t/m (turn/m)以上的捻数进行加工,则至少1次能够对电子元件卷绕保护用绝缘纱。在将保护用绝缘纱的长丝单纱纤度设定为0.3分特~2.5 分特的情况下,如果以相对于电子元件卷绕1.5次以上的方式设定捻数,则保护用绝缘纱被压扁而以大范围地包覆电子元件的方式卷绕,电子元件在多个部位被保持,因此能够可靠地固定。
70.另外,也可以对包覆加工后的复合纱a进行利用树脂材料包覆外周面的后续工序。
71.得到的复合纱a具备与机织加工和针织加工中通常使用的纱线同样的拉伸强度等力学特性。因此,能够与通常的纱线同样地卷绕于卷轴、线筒等进行保管,能够与通常的纱线同样地从线筒等抽出而使用。另外,也能够将抽出的复合纱a的连结用绝缘纱的部分切断,将担载了电子元件的导电纱部分作为单体使用,能够应对各种用途。
72.为了将复合纱与通常的纱线同样地机织入机织物中或针织入针织物中,对于在机织加工或针织加工时产生的复合纱的伸缩,担载有电子元件的导电纱部分需要不受物理和电气的影响地进行伸缩。在通常的机织加工及针织加工的情况下,即使纱线的伸长率为5%以上也不会断裂,只要伸长3%后的残留应变为1%以下,就能够与通常的纱线同样地进行处理。
73.另外,为了使复合纱对于机织加工及针织加工具备与通常的纱线同样的耐久性,复合纱需要具备对于纤维轴各向同性的柔软性。因此,通过相对于纤维轴为近似同心圆形状,柔软性也相对于纤维轴在所有方向上具备大致相等的柔软性,而能够与通常的纱线同样地进行处理。具体而言,在近似同心圆形状的情况下,截面形状以扁平率计为2以下即可,最优选近似圆。若扁平率超过2,则根据弯曲的方向而柔软性产生差异,与通常的纱线同样的处理变得困难。在此,扁平率是指与纤维轴垂直的截面上的复合纱的纵横比。另外,关于柔软性,在利用纯弯曲试验机(kato tech株式会社制kes fb2-auto-a)进行测定的情况下,
不同方向的位移量相对于平均值为50%以下即可。若超过50%,则与通常的纱线同样的处理变得困难。而且,通过复合纱具备这样的柔软性,即使在布帛的状态下,柔软性也与通常的纱线没有差异,即使在用于衣料的情况下,也能够没有不适感地使用。
74.关于复合纱的耐弯曲性,能够通过反复进行负荷动作来进行评价,所述负荷动作是使复合纱的担载有电子元件的导电纱部分相对于纱主体的纤维轴弯曲至左右90度的角度的动作。在反复进行1000次负荷动作后,如果导电纱部分的电阻维持在30ω/cm以下,电子元件的性能不受影响,则即使与通常的纱线同样地处理,也不会受到导电纱的断裂、电子元件的剥离等的影响,能够评价为具有充分的耐弯曲性。关于耐弯曲性,更优选在将弯曲至135度的角度的负荷动作重复10000 次后,导电纱部分的电阻维持在30ω/cm以下。
75.实施例
76.以下,列举本发明的实施例进行具体说明,但本发明并不限定于以下的实施例。
77.(1)耐伸缩性的评价
78.关于以下所示的导电纱及连结用绝缘纱的断裂强度(n)及断裂伸长率(%),使用tensilon万能材料试验机(株式会社a&d制)进行测定。在相同的条件下进行多次测定,将测定结果的平均值作为纱线的断裂强度和断裂伸长率。
79.(2)柔软性的评价
80.关于以下所示的复合纱的硬挺度(mm),通过jis l1096中规定的45
°
悬臂法进行测定。
81.(3)通信距离的评价
82.用voyantic公司制tagformance pro测量复合纱。command选择 iso 18000-6c的query。频带以5mhz的步进设为从欧洲标准覆盖亚洲
·
北美地区的800~1,000mhz。
83.关于通信距离,在上述频带中每次提高0.1dbm的输出,基于从电子元件发回的信号强度进行计算。
84.测量模式:threshold
85.command:iso 18000-6c query
86.start frequency:800mhz
87.stop frequency:1,000mhz
88.frequency step:5mhz
89.power step:0.1dbm
90.实施例1
91.《使用材料》
92.○
导电纱
93.使用urase株式会社制的导电纱(产品编号f11tp)。该导电纱以如下方式制造。芯线使用芳族聚酰胺纤维(纤度110分特、长丝数 48根),在化学镀铜加工后,通过电镀铜加工进行处理(铜金属附着量0.05g/m)。捻丝加工以160turn/m进行处理,作为导电纱表面的绝缘树脂加工,使用聚酯弹性体树脂(熔点219℃、100%md为37mps) 进行包覆处理。得到的导电纱的断裂强度为24.9n,断裂伸长率为 14.2%。
94.○
电子元件
95.使用株式会社村田制作所制的rfid标签(lxmsjzncmf-198)。
96.○
连结用绝缘纱
97.使用由东丽株式会社制的尼龙66构成的单丝。单丝的粗细为0.07 mm(依据jis l1096 jis l1096中规定的试验方法进行测定)。单丝的断裂强度为3.4n,断裂伸长率为35.7%。
98.○
保护用绝缘纱
99.使用帝人frontier株式会社制的聚酯乌龙纱(型号:f0210w、sd 纤度:167分特、长丝数144根)。
100.《纱主体的制造》
101.通过图2(a)及(b)中说明的担载工序及连结工序,制造纱主体。首先,将导电纱切断为140mm的长度,在中央形成直径1.3mm的环状部分,利用粘接剂(three bond fine chemical株式会社制的瞬间粘接剂)粘接电子元件。接着,使用接纱装置(mesdan株式会社制的 illman捻接器101),将担载有电子元件的导电纱及连结用绝缘纱沿纱长方向交替地连结,制造纱主体。纱主体的导电纱与连结用绝缘纱重叠的连结部分的长度为5mm。
102.《保护用绝缘纱的卷绕》
103.通过图2(c)中说明的保护工序,将保护用绝缘纱在纱主体上进行包覆加工。关于包覆加工,使用包覆装置(片冈机械工业株式会社制pf-d230),通过双包覆(加捻方向s、z方向均为3400t/m的捻数) 进行加工,得到复合纱。
104.《复合纱的特性》
105.得到的复合纱中,担载有电子元件的多个导电纱部分的长度大致恒定为13cm,导电纱部分之间以135cm的长度连结。因此,能够用肉眼容易地识别导电纱部分的排列状态。
106.在多处测定电子元件的担载部分、导电纱部分以及导电纱部分之间的连结用绝缘纱的部分(连结纱部分)的厚度(直径)(依据jis l1096 所规定的试验方法进行测定)。关于厚度,电子元件的担载部分为1.15 mm~2.53mm,导电纱部分为0.56mm~0.73mm,连结纱部分为0.36 mm~0.41mm。由于导电纱部分和连结纱部分形成得较细,因此能够与通常的纱线同样地进行处理。
107.对复合纱整体测定断裂强度和断裂伸长率,结果多个部位的连结部分因载荷而不断伸长,因此直至断裂为止显示出复杂的推移,但试验中的最大载荷为3.7n,最大伸长率为29.7%。另外,对担载有电子元件的导电纱部分测定断裂强度和断裂伸长率,结果断裂强度为9n、断裂强度为4%。复合纱整体的值与连结用绝缘纱的值大致相同,导电纱部分的强度比连结用绝缘纱高,伸长率变低。由此确认到,载荷的影响主要波及到连结纱部分,几乎没有对导电纱部分造成影响。
108.对复合纱的导电纱部分测定硬挺度,结果硬挺度为84mm。确认了在进行机织加工和针织加工方面具备充分的柔软性。
109.实施例2
110.《使用材料》
111.使用与实施例1相同的材料。
112.《纱主体的制造》
113.与实施例1同样地制造。
114.《保护用绝缘纱的卷绕》
115.使用与实施例1同样的包覆装置,进行2次利用双包覆(加捻方向s、z方向均为3400t/m的捻数)的加工,得到复合纱。
116.《复合纱的特性》
117.得到的复合纱中,担载有电子元件的多个导电纱部分的长度大致恒定为13cm,导电纱部分之间以135cm的长度连结。因此,能够用肉眼容易地识别导电纱部分的排列状态。
118.在多处测定电子元件的担载部分、导电纱部分及连结部分的厚度 (依据jis l1096中规定的试验方法进行测定)。关于厚度,电子元件的担载部分为1.2mm~2.2mm,导电纱部分为0.85mm~0.92mm,连结部分为0.66mm~0.78mm。由于导电纱部分及连结部分形成得较细,因此能够与通常的纱线同样地进行处理。
119.对复合纱整体测定断裂强度和断裂伸长率,结果显示出与实施例 1同样的推移,最大载荷为3.4n,最大伸长率为34.8%。这些值成为与连结用绝缘纱大致相同的值,与实施例1同样地,确认到几乎没有对导电纱部分造成影响。
120.对复合纱的导电纱部分测定硬挺度,结果硬挺度为88mm。与实施例1同样地,确认了在进行机织加工及针织加工方面具备充分的柔软性。
121.实施例3
122.制造针织入了实施例1中记载的复合纱而成的针织物。
123.《使用材料》
124.作为针织纱,使用棉纱20/2(棉纱20支的双纱)
×
3根。
125.《针织物的制造》
126.将复合纱在卷绕于线筒的状态下供给,从线筒放出而用于纬纱的一部分。使用针织机(株式会社岛精机制作所制mach2(注册商标) vs183 12g),使用上述的针织纱,通过平针编织制造针织物。
127.在平针编织工序中,在利用针织纱的针织物的编织中途,利用垫纱以2cm左右的宽度织入复合纱。在本实施例中,利用垫纱织入复合纱中的与导电纱相邻的部分的连结用绝缘纱,使包含电子元件以及导电纱的部分配置于针织物的外侧。复合纱通过横机的针床的端部具备的切割器及纱线保持装置切断
·
保持。复合纱跨越进行垫纱的位置和切断
·
保持的位置,因此织入的复合纱的长度为140cm左右。需要说明的是,垫纱是不利用线圈固定于针织物而使纱线保持于针织物中的编织方法。
128.《针织物的特性》
129.在得到的针织物中,复合纱作为针织纱的一部分而被编织,在针织加工中不会受到电子元件的剥离等损伤而被织入针织物。对得到的针织物进行洗涤和干燥,作为电子元件的无线通信特性而评价通信距离。关于通信距离,在920mhz下能够通信3m~4m的距离,对于30 次洗涤,通信距离也稳定。另外,确认了进行正常的信号处理,确认了具备充分的洗涤耐久性。
130.在本实施例中,由于将rfid芯片和成为其天线的导电纱配置在针织物的外侧,因此能够在制造工序中的生产管理中使用而容易地从最终产品卸下。在本实施方式中,利用垫纱将复合纱织入针织物,但也能够使用集圈等织入。
131.在不卸下电子元件而织入最终产品的状态下利用的情况下,将电子元件及其天线织入针织物内,切除从针织物伸出的部分(连结纱部分)即可。
132.比较例
133.对于市售的复合纱(primold公司制e-thread),评价耐伸缩性和柔软性。该复合纱如专利文献2所记载的那样,通过将由金属线构成的天线与由聚酯纤维构成的芯线连接而成的封装标签沿纱长方向排列,并利用包覆用的纱线进行包覆加工而构成。
134.《市售的复合纱的特性》
135.市售的复合纱中,担载有封装标签的部分以大致200cm间隔排列,能够用肉眼容易地识别其排列状态。
136.在多处测定封装标签的担载部分、天线部分及其以外的部分的厚度(依据jis l1096中规定的试验方法进行测定)时,封装标签的担载部分为1.35mm~1.4mm,天线部分为0.9mm~1.05mm,其以外的部分为0.58mm~0.62mm。
137.对市售的复合纱测定断裂强度和断裂伸长率,结果断裂强度为 96.0n、最大伸长率为74.0%。认为这些值主要受到芯线的断裂强度和断裂伸长率的影响。因此,认为夹持于芯线与包覆用的纱线之间的封装标签以及天线部受到在保持于包覆用的纱线的状态下伴随芯线伸长的位置偏移等的影响,容易受到封装标签的剥离等较大的损伤。
138.对封装标签的担载部分及天线部分测定硬挺度,结果硬挺度即使为140mm也无法测定。因此,无法避免在进行机织加工及针织加工的基础上需要与通常的纱线不同的处理。
139.实施例4
140.对于实施例和比较例的复合纱,评价反复耐弯曲性和读取距离。作为评价复合纱的耐弯曲性的试验机,使用图3所示的弯曲试验机。
141.将一对不锈钢棒(直径10mm)30水平地配置,将不锈钢棒30设定成以5mm的间隔相互平行。在不锈钢棒30的上方配置有把持部件 31,把持部件31设定为能够以通过不锈钢棒30之间的中间线的旋转中心轴o为中心转动。复合纱f设为将其上端固定于把持部件31并对下端施加载荷w=19.6cn而垂下的状态,并以通过不锈钢棒30之间而与不锈钢棒30的轴向大致正交的方式设置。
142.将对读取距离的影响大的靠近rfid芯片部的天线部以与不锈钢棒30正交的方式设置。弯曲角度设为
±
135
°
。rfid芯片的读取测定使用读取装置(welcat公司制xit-260-g),以输出250mw进行测定。测定结果示于以下的表1。
143.【表1】
144.弯曲次数(次)010,00020,00040,00050,00060,000100,000读取距离(cm)
ꢀꢀꢀꢀꢀꢀ
实施例170707070707070实施例270707070707070比较例10010090806000
ꢀꢀꢀꢀꢀꢀꢀ
145.在实施例1和2中,确认了即使弯曲次数为10万次,读取距离也稳定,与比较例相比具有2倍以上的耐弯曲性。
146.产业上的可利用性
147.实施例的复合纱如实施例所示,能够将导电纱部分形成为厚度 3mm以下、较细且长度短至约130mm,具备柔软性、弯曲耐久性及洗涤耐久性。因此,例如如果使用在导电纱部
分的中央担载有uhf带 rfid封装标签的复合纱,在纤维制品的制造工序中与通常的纱线同样地自动插入,则纤维制品的可追溯性的管理、库存管理、出货管理能够由以往的读取终端一并自动识别,能够实现大幅的省力化。而且,在将复合纱引入到纤维制品中的状态下在零售店等中流通的情况下,也能够直接应用于进货、销售、库存管理,还能够使用保存于rfid芯片的id数据等来管理纤维制品的真伪判定。
148.另外,关于实施例的复合纱,在反复洗涤耐久性即使在工业洗涤中也具备100次以上的耐久性的情况下,可期待有效利用于亚麻供给用的纤维制品。而且,如上所述,通过使用担载有rfid芯片的复合纱,能够在进出货、可追溯性、库存管理中有效利用复合纱,能够实现大幅的省力化和运行成本降低,还能够得到大的经济性。
149.另外,实施例所涉及的复合纱具备容易安装于可穿戴性高的纤维制品的特性,因此除了上述的用途以外,还期待与各种传感器等电子设备一起安装而活用于多种多样的用途中的有用的数据的取得。
150.附图标记说明
151.a
…
复合纱、b
…
线体、10
…
电子元件、11
…
导电纱、12
…
连接绝缘纱、13
…
保护绝缘纱、30
…
不锈钢棒、31
…
把持部件。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1