用于制造箱板纸幅材的方法与流程
1.本发明涉及由纤维悬浮液制造箱板纸幅材的方法,纤维悬浮液至少部分由废纸作为纤维原料来制造。
背景技术:
2.箱板纸用于制造瓦楞纸板。瓦楞纸板可以由三个层构成。箱板纸用作外层,箱板纸由带波纹的纸与所谓的瓦楞纸分离开。完全由废纸制造的箱板纸也被称为挂面箱板纸。瓦楞纸板被加工成包装盒和瓦楞纸板包装。为此,瓦楞纸板在多条弯曲线上被开槽和弯曲。包装必须是稳定的并且保护包装的货物免受机械损坏。箱板纸为此做出了重大的贡献。
3.出于经济和生态的原因,为了制造箱板纸,不断提高废纸作为纤维原料源的使用。此外,提高回收率会导致废纸质量的下降。这对废纸的强度潜力产生特别的影响。
4.因此,在制造包装盒和瓦楞纸板包装时,如在图3中示意性示出的那样,在外箱板纸的外弯曲半径处,在弯曲线的区域中,越来越多地出现折叠断裂,其导致质量变差或甚至导致包装盒和瓦楞纸板包装无法使用。
技术实现要素:
5.因此,本发明的任务是,说明在经济和质量方面得到改进的用于制造箱板纸的方法,由此减小进一步加工中的已知的问题。
6.该任务通过权利要求1的特征来解决。提出了用于由纤维悬浮液制造箱板纸幅材的方法,纤维悬浮液至少部分由废纸作为纤维原料来制造。该方法包括以下步骤:
7.a.将废纸输送至制备设施,用以产生废纸流;
8.b.在分级中将废纸流分为短纤维流和长纤维流;
9.c.将短纤维流输送到短纤维堆料塔,并且进一步输送到混合槽;
10.d.将长纤维流输送到长纤维堆料塔;
11.e.在长纤维堆料塔后,将长纤维流增稠至第一物料稠度;
12.f.通过高浓度打浆对具有第一物料稠度的长纤维流进行打浆;
13.g.将长纤维流输送到混合槽;
14.h.将纤维悬浮液从混合槽通过流浆系统(konstanter teil)引导至造纸机,用以在幅材行进方向上形成箱板纸幅材;
15.i.在干燥段中对箱板纸幅材进行促进收缩的、优选横向于幅材行进方向能异形设置的干燥;
16.j.卷起箱板纸幅材。
17.发明人认识到,通过高浓度打浆本身和通过不是将该方法步骤布置在长纤维堆料塔之前,而是布置在长纤维堆料塔之后,即在传统的物料制备之后,并且紧靠在造纸机之前布置,可以实现折叠断裂的明显的减少。高浓度打浆导致纤维原料的单纤维的外部和内部的原纤化,以及纤维卷曲,并且因此导致箱板纸幅材的更高的伸展性,尤其是沿横向方向、
即横向于幅材行进方向的伸展性。然而,纤维的这些变化是不稳定的,并且随着时间的推移会改变其积极的特性。伸展性应该理解为直到达到断裂的伸展。
18.因此有利的是,纤维在方法步骤f)的结束与造纸机的开始之间的停留时间保持尽可能短。在可能的实施方案中,停留时间小于45分钟、即小于0.75小时、尤其是小于35分钟、优选小于25分钟。例如可以在高浓度打浆后,通过槽的大小或通过槽的部分取消来影响停留时间。步骤f)与造纸机之间的管线路和槽的体积越小,那么停留时间越短。
19.本发明的另外的优点通过在造纸机中进行横向于幅材行进方向促进收缩的干燥来实现。发明人认识到,由此也提高了箱板纸幅材的伸展性,即沿横向方向的直到断裂的伸展,并且因此在瓦楞纸板弯曲时出现更少的折叠断裂的问题。
20.已知的造纸机的干燥过程会在纸幅材的宽度上出现横向收缩的不均匀的变化过程。该变化过程也在术语“浴缸效应”中已知。幅材边缘比纸幅材的中间具有更大的横向收缩。这也导致箱板纸幅材的沿横向方向的不同的伸展性。在箱板纸幅材的进一步加工中,该差异已经导致不同程度的折叠断裂的问题,这取决于箱板纸来自于所生产的箱板纸幅材的中间还是边缘。
21.在优选的实施方案中,在箱板纸幅材没有横向于造纸机的幅材行进方向的机械伸展和/或机械收缩、即压缩的情况下执行步骤i)中的干燥,并且优选在造纸机的生产速度大于1200m/min、优选大于1300m/min、尤其是大于1400m/min的情况下制造箱板纸幅材。提高纸幅材在横向于幅材行进方向的机械压缩中的伸展性的设备和方法是已知的。在传统的所谓的“clupak(微皱伸性)方法”中,纸幅材通过橡胶布在幅材行进方向上被机械收缩、即机械压缩或起皱,由此形成纸幅材在纵向方向上的高的伸展性。这例如用于制造牛皮纸袋纸。该方法也可用于沿横向方向的机械收缩。但是,该方法在速度方面是受限的。在用于制造箱板纸时,几乎不能够达到所需的生产。附加地,箱板纸的质量可能会受到损害。因此,箱板纸的制造过程优选没有任何由机械产生的收缩,这例如根据“clupak方法”的原理是这种情况。
22.箱板纸幅材可以具有在60g/m2至300g/m2的范围内、尤其是在70g/m2至160g/m2的范围内的单位面积重量。
23.有利地,废纸具有10%至25%的灰分含量,并且优选具有至50
°
sr之间的打浆度,并且优选具有95%至130%之间的保水能力。
24.在可能的实际的设计方案中,第一物料稠度大于10%,尤其是大于15%,优选大于20%。因此,高浓度打浆对降低折叠断裂具有特别有利的作用。
25.此外有利的是,在根据步骤f)的高浓度打浆中使用80kwh/t
长纤维
和350kwh/t
长纤维
之间的、优选大于150kwh/t
长纤维
的范围内的能量。
26.在可能的改进方案中,在步骤f)之后紧接着,有100%的长纤维流或至少一部分长纤维流被稀释,并且优选被堆料。
27.在可能的实际的情况中,将长纤维流稀释至优选小于5%的物料稠度,并且然后承受低浓度打浆。
28.在实际的改进方案中,在步骤h)中,在至少一个筛网上形成箱板纸幅材,并且借助摇动设备使筛网横向于幅材行进方向来回摇动。由此,能够尤其也减小了“浴缸效应”。纸幅材边缘与幅材中间之间的收缩差异变小,并且箱板纸幅材的质量变得更均匀。
29.干燥段可以具有预干燥段和后干燥段,并且在它们之间,在一侧或两侧上优选利用淀粉胶合箱板纸幅材。胶合可以利用胶合压机或薄膜压机执行。由此提高了包含废纸的纤维悬浮液的强度潜力,并且由此也提高了造纸机的生产效率。
30.在有利的改进方案中,在胶合之后立即使箱板纸幅材无接触地偏转和/或通过冲击流动干燥,优选与无毡的干燥筒共同作用地在后干燥段中干燥。冲击流动干燥优选是横向于幅材行进方向能异形设置的。
31.非接触的偏转可以通过在纸幅材与用于吹出优选热的吹气的吹风元件之间提供气垫来进行。由于非接触的偏转和冲击流动干燥而促进收缩的干燥促进了纤维幅材的收缩,并且因此促进折叠断裂的风险的减小。在无毡的干燥筒上的干燥还增大了该优点,这是因为由于缺乏干燥毛毡或干燥筛网,即在没有收缩抑制的情况下干燥纸幅材。
32.在优选的改进方案中,干燥段包括单列和双列的干燥组,并且双列的干燥组的干燥筒的数量占干燥筒的总数的份额是10%至70%、优选30%至80%、尤其是》50%。在双列的干燥组中同样促进收缩地干燥箱板纸幅材。因此,双列的干燥组的干燥筒的数量相对于干燥筒的总数应该是尽可能大的。
33.纤维悬浮液可以由多于50%、尤其是多于70%、优选多于80%、特别优选多于90%的废纸作为纤维原料来制造。
34.在特定的情况下可能的是,纤维悬浮液由废纸和新鲜纤维浆作为纤维原料来制造。这对于提升箱板纸幅材的强度和生产效率来说会是有利的。其中优选地,新鲜纤维选自木浆、纤维素和一年生植物的纤维。
35.在优选的情况下,纤维悬浮液由100%的废纸作为纤维原料来制造。
36.箱板纸幅材的胶合优选在60%和80%之间的干燥含量中执行。
37.在可能的实际的情况中,胶合以如下方式执行,即,在胶合后,箱板纸幅材的水分含量在25%至50%之间。这尤其与促进收缩的干燥组合地导致形成较少的折叠断裂。
38.如果后干燥段在两列的干燥组之前具有最后的单列的干燥组并且给该最后的干燥筛网吸辊配属有优选沿横向方向能异形设置的用于润湿箱板纸幅材的喷嘴润湿器,那么由此也可以实现并且加强该有利的效果。在润湿箱板纸幅材之后,将箱板纸幅材在随后的双列的干燥组中促进收缩地干燥,并且因此减少形成折叠断裂。
39.本发明还明确地涉及以下实施方式,其没有通过明确引用的权利要求的特征组合给出,对此,本发明的公开的特征(只要这在技术上是有意义的)可以任意相互组合。
附图说明
40.本发明的其他的特征和优点由以下参照附图对优选的实施例的描述得出。其中:
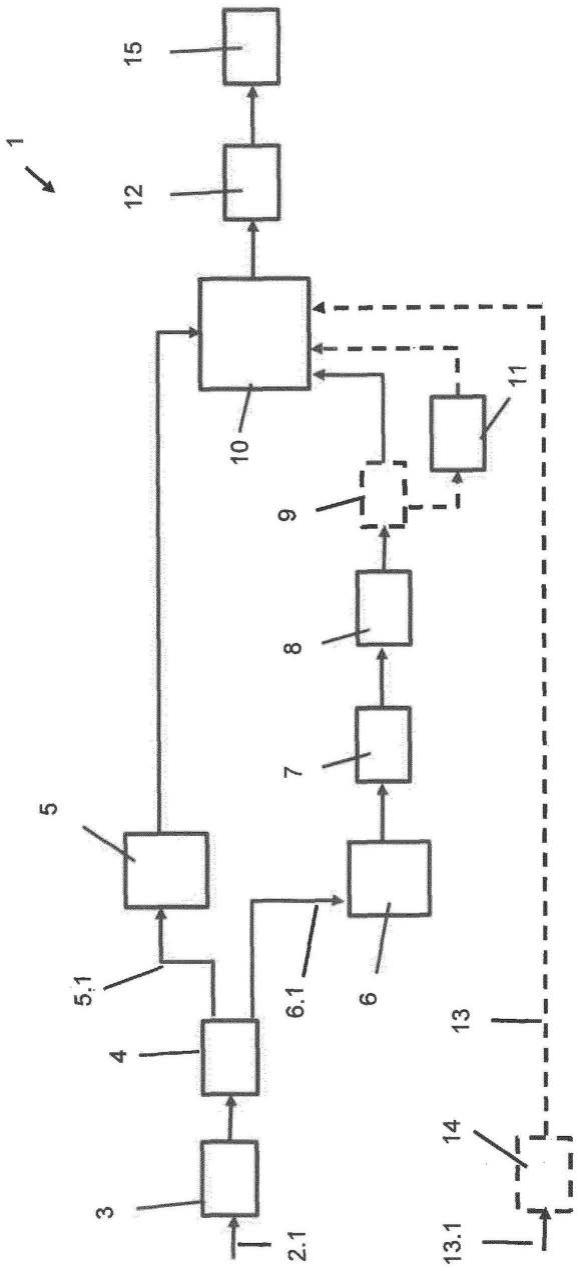
41.图1以方法简图示出了根据本发明的方法的实施方式;
42.图2以简化的图示示出了造纸机的干燥段的片段的实施方式;
43.图3以简化的图示示出了弯曲的瓦楞纸板;
具体实施方式
44.图1以方法简图示出了根据本发明的方法的实施方式。箱板纸幅材在制造设施1中由纤维悬浮液制造,纤维悬浮液至少部分由废纸2.1作为纤维原料来制造。在该示例中,纤
维原料100%来自于废纸2.1。然而可选地,也可以混合新鲜纤维13.1。在此,新鲜纤维流13由在新鲜纤维制备部14中制备的新鲜纤维13.1形成。新鲜纤维流13被输送至混合槽10。废纸例如以废纸包2.1形式被供应,并且在制备设施3中制备为废纸流2。众所周知,该步骤例如可以包括拆线、溶解、清洁。废纸流2现在在分级4中被分成短纤维流5.1和长纤维流6.1。随后,短纤维流5.1堆料在短纤维堆料塔5中,而长纤维流6.1堆料在长纤维堆料塔6中。堆料塔5、6表示用于制造箱板纸的传统的物料制备设施的结束。短纤维流5.1从短纤维堆料塔5进一步引导至混合槽10。相反,长纤维流6.1在长纤维堆料塔6之后增稠至大于10%、尤其是大于15%、优选大于20%的第一物料稠度,并且被输送至高浓度打浆8。在高浓度打浆中使用在80kwh/t至350kwh/t的范围内的能量。然后,在堆料和/或稀释步骤9中,可以将长纤维流6.1输送到堆料槽,并且可选地将其再次稀释。这在被输送到混合槽10并且与短纤维流5混合之前进行。在另外的可选的步骤中,长纤维流6.1可以在高浓度打浆8之后稀释至小于5%的第二浓度,并且然后在其被引导到混合槽10中之前,在低浓度打浆11中进行打浆。通过该第二打浆步骤还进一步抑制折叠断裂的发生。混合槽10中的纤维悬浮液经由所谓的流浆系统12输送给造纸机15,用以形成箱板纸幅材。箱板纸幅材可以具有60g/m2至300g/m2的范围内的单位面积重量。
45.为了保持高浓度打浆8对折叠断裂的发生的积极的作用而有利的是,纤维在高浓度打浆8的结束与造纸机15的开始之间的停留时间保持尽可能短。在可能的实施方案中,停留时间小于45分钟,尤其是小于35分钟,优选小于25分钟。例如可以在高浓度打浆8后,通过槽或管线路的大小,通过部分取消槽来影响停留时间。高浓度打浆8与造纸机之间的管线路和槽的体积越小,那么停留时间越短。
46.箱板纸幅材在造纸机15的成形区域中的至少一个筛网上形成,并且借助摇动设备使该筛网横向于幅材行进方向29地来回摇动。由此,使得纸幅材边缘与纸幅中间之间的收缩差异变小,并且因此使得箱板纸幅材的质量变得更均匀。成形区域可以包括长筛网或混合成形器或夹网成形器。通过纤维在高浓度打浆8与纤维在成形区域中进行固定之间的短的停留时间,可以冻结并且保持纤维的通过高浓度打浆8达到的状态,用于减少折叠断裂的出现。在成形区域之后,箱板纸幅材在挤压段和随后的干燥段中被脱水和干燥。干燥通过在干燥段中对箱板纸幅材的促进收缩的干燥来进行。干燥步骤可以通过横向于幅材行进方向能异形设置的干燥来执行。例如,可以在宽度上分区地不同地进行干燥。由此,可以减小在进一步加工箱板纸幅材时,箱板纸幅材在宽度上的特性差异的负面的影响。干燥段16可以具有预干燥段17和后干燥段18,并且在此之间,箱板纸幅材可以在一侧或两侧上优选利用淀粉胶合。胶合19可以利用胶合压机或薄膜压机执行。由此提高了包含废纸的纤维悬浮液的强度潜力,并且由此也提高了造纸机的生产效率。在干燥段16之后,将纸幅材卷起。
47.图2以简化的图示示出了造纸机的干燥段的片段的实施方式。干燥段16包括预干燥段17和沿幅材行进方向29后置的后干燥段18。在该片段中示出了预干燥段17的末端和后干燥段18的开始。箱板纸幅材穿过预干燥段17的最后的干燥组,该干燥组实施为两列的干燥组,其具有上方和下方的干燥筒20。与单列的干燥组不同地,纸幅材促进收缩地被干燥。随后,利用淀粉,在干燥含量为60%至80%之间的情况下在单侧和/或两侧胶合19箱板纸幅材。通过该过程步骤,将箱板纸幅材润湿至25%至50%的水分含量。利用薄膜压机实施胶合。
48.紧接着胶合19之后,进行箱板纸幅材的非接触的偏转23和/或与无毡的干燥筒20.1共同作用的冲击流动干燥22。这种布置同样能够实现箱板纸幅材的促进收缩的干燥,这是因为没有干燥筛网或干燥毛毡来阻碍收缩。然后,纸幅材在具有下方的干燥筛网吸辊21的单列的干燥组和随后的另外的两列的干燥组中被干燥。冲击流动干燥是横向于幅材行进方向29能异形设置的。非接触的偏转23可以通过在纸幅材与用于优选吹出热的吹气的吹风元件之间提供气垫来进行。非接触的偏转23和冲击流动干燥22促进纤维幅材的收缩,并且因此促进折叠断裂的风险的减小。在无毡的干燥筒上的干燥还增大了该优点,这是因为由于缺乏干燥毛毡或干燥筛网,即在没有收缩抑制的情况下干燥纸幅材。干燥段包括单列和双列的干燥组,并且双列的干燥组的干燥筒的数量占干燥筒的总数的份额是10%至70%、优选30%至80%、尤其是》50%。在双列的干燥组中同样促进收缩地干燥箱板纸幅材。因此,双列的干燥组的干燥筒的数量相对于干燥筒的总数应该是尽可能大的。
49.为了说明本发明所基于的问题,图3示出了已经为了制造瓦楞纸板包装而弯曲的瓦楞纸板24的片段,在该示例中,瓦楞纸板24包括上方的箱板纸25、下方的箱板纸26和位于它们之间的瓦楞纸27,其与两个箱板纸25、26粘合。由于弯曲,下方的箱板纸26例如可能会在弯曲区域28中至少局部撕裂。这被称为折叠断裂。特别是在100%废纸的原料使用时,存在折痕断裂的风险。废纸的质量越差,箱板纸的折叠断裂的风险就越大,箱板纸在100%废纸使用时也被称为挂面箱板纸。
50.在实施例中描述的不同的特征并不局限于相应的实施例,而是也可以明确地相互组合或交换,只要不产生矛盾即可。同样,实施例不限制本发明的保护范围。本发明的所描述的特征的可能的组合或部分组合应该被视为在本发明的范围内。附图中的实施例的对应的元件设有相同的附图标记。除非另有说明,否则各个图中的这些元件的功能相互对应,并且不会导致矛盾。因此省略重复的描述。
51.附图标记列表
[0052]1ꢀꢀꢀꢀꢀꢀ
制造设施
[0053]2ꢀꢀꢀꢀꢀꢀ
废纸流
[0054]
2.1
ꢀꢀꢀꢀ
废纸包
[0055]3ꢀꢀꢀꢀꢀꢀ
制备设施
[0056]4ꢀꢀꢀꢀꢀꢀ
分级
[0057]5ꢀꢀꢀꢀꢀꢀ
短纤维堆料塔
[0058]
5.1
ꢀꢀꢀꢀ
短纤维流
[0059]6ꢀꢀꢀꢀꢀꢀ
长纤维堆料塔
[0060]
6.1
ꢀꢀꢀꢀ
长纤维流
[0061]7ꢀꢀꢀꢀꢀꢀ
增稠
[0062]8ꢀꢀꢀꢀꢀꢀ
高浓度打浆
[0063]9ꢀꢀꢀꢀꢀꢀ
堆料、稀释
[0064]
10
ꢀꢀꢀꢀꢀ
混合槽
[0065]
11
ꢀꢀꢀꢀꢀ
低浓度打浆
[0066]
12
ꢀꢀꢀꢀꢀ
流浆系统
[0067]
13
ꢀꢀꢀꢀꢀ
新鲜纤维流
[0068]
13.1
ꢀꢀꢀ
新鲜纤维
[0069]
14
ꢀꢀꢀꢀꢀ
新鲜纤维制备
[0070]
15
ꢀꢀꢀꢀꢀ
造纸机
[0071]
16
ꢀꢀꢀꢀꢀ
干燥段
[0072]
17
ꢀꢀꢀꢀꢀ
预干燥段
[0073]
18
ꢀꢀꢀꢀꢀ
后干燥段
[0074]
19
ꢀꢀꢀꢀꢀ
胶合
[0075]
20
ꢀꢀꢀꢀꢀ
干燥筒
[0076]
20.1
ꢀꢀꢀ
无毡的干燥筒
[0077]
21
ꢀꢀꢀꢀꢀ
干燥筛网吸辊
[0078]
22
ꢀꢀꢀꢀꢀ
冲击流动干燥
[0079]
23
ꢀꢀꢀꢀꢀ
非接触的偏转
[0080]
24
ꢀꢀꢀꢀꢀ
瓦楞纸板
[0081]
25
ꢀꢀꢀꢀꢀ
上方的箱板纸
[0082]
26
ꢀꢀꢀꢀꢀ
下方的箱板纸
[0083]
27
ꢀꢀꢀꢀꢀ
瓦楞纸
[0084]
28
ꢀꢀꢀꢀꢀ
弯曲区域
[0085]
29
ꢀꢀꢀꢀꢀ
幅材行进方向
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1