用于制造纤维幅材的设备和方法与流程
1.本发明涉及一种用于制造纤维幅材,特别是纸巾或卫生纸幅材的方法,其具有如下步骤:对纤维幅材进行第一次压榨脱水,其中,在第一网毯和旋转压榨套之间的第一压榨区中压榨纤维幅材,并且将纤维幅材传输到旋转压榨套上;将纤维幅材直接在压榨套上从第一压榨区引导到第一传送区;将第一传送区中的纤维幅材从旋转压榨套转移到传送网毯,并且将第二传送区中的纤维幅材从传送网毯转移到干燥缸。本发明还涉及一种用于制造如权利要求6的前序部分所述的纤维幅材的设备。
背景技术:
2.一般来说,为了制造纤维幅材,尤其是卫生纸或卫生纸幅材,将纤维悬浮液通过流浆箱进料到两块网毯之间,并通过离心脱水。特别是在卫生纸制造中,采用了新月式成形器的设计,即,将纤维悬浮液引入到毡材和成形筛网(formiersieb)之间,其中通过对纤维悬浮液进行脱水来形成纤维幅材。当纤维幅材形成后,将成形筛网从纤维幅材上抬起,其中,纤维幅材放置在毡材上被送入下一个加工步骤,包括其他机械和/或热脱水过程,并作为最终产品缠绕在卷轴上。
3.在at 508331 a1中公开了一种用于在长压区压榨单元(langnip-presseinheit)中处理纤维幅材的方法和装置。提供了一种制造卫生纸的方法,其中纤维幅材的脱水和运输是在一个简单和结构紧凑的压榨设备(pressenanordnung)中实现的。
4.de 2805494 a1涉及用于半纸料(halbstoff)或类似产品的湿幅材成形器的压榨部分,包括至少两个连续的压榨点位,其中,在压榨点位之间布置有一个预热器,并且在预热器的运行中,纤维幅材的水分的蒸发程度不高。
技术实现要素:
5.本发明的目的是制造一种具有改进的纤维特性,同时具有低能耗、低操作成本和低投资成本的纤维幅材。
6.这根据本发明通过如下方式实现:将纤维幅材在第一传送区和第二传送区之间进行热干燥。根据本发明,纤维幅材在第一压榨区以80kn/m和600kn/m之间的线负荷被压榨,其中纤维幅材直接在第一网毯(通常是毡材)和旋转压榨套之间被压榨。在这里,纤维幅材在第一压榨区从第一网毯(bespannung)转移到旋转压榨套(pressmantel)上,然后直接在压榨套上从第一压榨区转移到第一传送区。在第一传送区,纤维幅材从旋转压榨套转移到传送网毯(transferbespannung)上。根据本发明,在该第一传送区中,当纤维幅材被转移到传送网毯时,纤维幅材的质量特性得到改善,其中,在第二传送区中,当纤维幅材从传送网毯转移到烘缸时,质量特性再次变差。这种变差是由于在纤维幅材从传送网毯转移到烘缸时,确实发生了纤维幅材的挤压。令人惊讶的是,人们注意到,如果在第一传送区和第二传送区之间通过热脱水进一步增加纤维幅材的干燥度,那么在第二传送区可以更好地保持纤维幅材的质量特性,从而有可能获得纤维幅材的整体质量特性的改善。在这里,第一传送区
之后的纤维幅材的干燥度通常在35%和50%之间,干燥度被定义为干纤维质量与干纤维质量和水质量之和的商数。由于第一传送区和第二传送区之间的纤维幅材的热干燥,纤维幅材的干燥度在第二传送区增加了3%到10%,其中这些百分比再次理解为上面定义的百分比干燥度。因此,如果纤维幅材的干燥度为42%,那么如果在机器方向上对纤维幅材进行1米长的干燥,通过在第一传送区和第二传送区之间的进一步热干燥,可以将纤维幅材的干燥度提高约1%(达到43%)。在这个干燥度范围内,在干燥长度上的干燥的线性可扩展性是可能的。
7.本发明的一个有利的实施方案的特点是,纤维幅材在第一传送区被结构化,其中纤维幅材的结构化是通过将纤维幅材从较快旋转的旋转压榨套转移到较慢旋转的传送网毯来实现的,并且传送网毯被设计成结构化的传送网毯。这是有利的,因为在第一传送区对纤维幅材进行结构化处理可以改善纤维幅材的质量特性,其中由于纤维幅材从以较高速度旋转的压榨套转移到以较低速度旋转的传送网毯上,其厚度或体积[cm3/g](其定义为纸张厚度[mm]和纸张重量[g/m2]之间的比率)得到改善,即增加,并且在吸水能力方面得到改善。结构化传送网毯包括通常在tad(空气穿透干燥)机器/空气穿透干燥机处用于纸巾幅材或卫生纸幅材的空气穿透干燥的网毯,并且因此特别是tad干燥滤网(tad-trocknungs-siebe)。
[0008]
本发明的另一个有利的实施方案的特征在于,在传送网毯上引导的纤维幅材的热干燥包括纤维幅材的对流干燥,其中干燥空气由干燥装置直接施加在纤维幅材上,然后干燥空气再次被吸回到干燥装置中。在第一传送区之后、在传送网毯上引导的纤维幅材首先通过对流干燥的方式进行干燥,例如冲击干燥(prallstroemtrockung)。由于纤维幅材在第一传送区后具有与干燥度相应的较低的初始渗透性,即干燥空气的穿透性,所以对流干燥是有利的,因为几乎没有或只有一小部分干燥空气流经在传送网毯上引导的纤维幅材。因此,来自干燥装置的干燥空气被直接施加在纤维幅材上,其中干燥空气在碰到纤维幅材时,干燥空气发生偏转,并且从纤维幅材蒸发出来的水分被吸收到干燥空气中。然后,干燥空气再次被吸回干燥装置中。干燥装置通常被设计成烘缸罩或冲击式烘缸罩,其中干燥空气通常通过槽型或孔型喷嘴直接被施加在纤维幅材上。在此,来自烘干机罩的、温度在100℃和150℃之间并且吹出速度在60米/秒和100米/秒之间的干燥空气被直接施加在纤维幅材上。干燥空气的最高温度被限制在240℃。这个限制是由常用的、结构化的传送网毯的耐热性造成的。如果选择特殊的合成材料,结构化的传送网毯也可以在更高的温度下具有耐热性,但这几乎不经济。
[0009]
本发明的另一个有利的实施方案的特点是,在传送网毯上引导的纤维幅材的热干燥还包括纤维幅材的空气穿透干燥,其中干燥空气通过干燥装置被直接施加在纤维幅材上,干燥空气的第一部分再次被吸回干燥装置,干燥空气的第二部分穿过纤维幅材被吸进抽吸装置,其中传送网毯在纤维幅材和抽吸装置之间被引导。在纤维幅材的初始对流干燥后,通常会有渗透性(即,干燥空气对纤维幅材的穿透性)的改善,从而为纤维幅材的空气穿透干燥提供更好的条件。此处,在空气穿透干燥区域中,来自干燥装置的干燥空气被直接施加在纤维幅材上。当干燥空气碰到纤维幅材时,干燥空气的第一部分被偏转,从纤维幅材中蒸发出来的水被干燥空气吸收,然后干燥空气的这第一部分又被吸回到干燥装置中。干燥空气的第二部分穿过纤维幅材被吸进抽吸装置,其中在干燥空气流经纤维幅材时纤维幅材
被干燥。抽吸装置例如可以设计成真空箱或抽吸盒或真空辊。作为方向,干燥空气的第一部分通常包含所应用的干燥空气的三分之二或更多,而干燥空气的第二部分最多包含所应用的干燥空气的三分之一。干燥装置可以包括分别用于对流干燥和空气穿透干燥的干燥装置,或者可以设计成既用于对流干燥又用于空气穿透干燥的干燥装置。来自烘缸罩的、温度在100℃和150℃之间并且吹出速度在60米/秒和100米/秒之间的干燥空气再次被直接施加在纤维幅材上。
[0010]
本发明的一个有利的实施方案的特点是,对于在第一传送区和第二传送区之间的纤维幅材的热干燥,干燥空气直接作用于纤维幅材,其中干燥空气的温度通过直接和/或间接使用工艺废热来设定,并且工艺废热在纤维幅材在第二传送区之后的热干燥和/或辅助系统中、特别是在真空系统中产生。有利的是,由于可以利用工艺废热,整个工厂的能源效率得到了提高。同时,由于第一传送区和第二传送区之间的纤维幅材的干燥度增加,纤维幅材的质量特性得到了改善,这是没有预料到的,因为质量特性的改善往往与整个工厂的能源效率的下降同时进行的。来自第二传送区之后的纤维幅材的热干燥和/或来自辅助系统的工艺废热,特别是来自真空系统的工艺废热被提供为可使用的工艺废热。第二传送区之后的热干燥的例子是在烘缸(例如扬克缸,即直径为1800毫米至6000毫米的烘缸)上对纤维幅材进行干燥,或高温罩干燥,其中高温烘缸罩与烘缸相结合,使在烘缸上引导的纤维幅材可以进行高温对流干燥。这里的高温对流干燥是指用温度超过280℃,通常在350℃和500℃之间,但也可以使用高达650℃的温度的干燥空气进行干燥。高温罩干燥产生的废热具有较低的温度,废热的温度至少超过200℃,通常超过250℃。通过与冷的环境空气或较冷的工艺空气混合,可以很容易地降低废热的温度。在干燥缸(例如扬克缸)上干燥纤维幅材也涉及到蒸汽和冷凝水系统,其中干燥缸被蒸汽和冷凝水系统的蒸汽加热。在蒸汽和冷凝水系统中产生的冷凝水可以在高于大气压力的压力水平上使用,并且可以通过释放压力直接使用,即把冷凝水的压力降低到一个较低的水平,其中使一些冷凝水蒸发,这样产生的蒸汽可以被加入到干燥空气中。同样的,直接从蒸汽和冷凝水系统中抽取蒸汽混入干燥空气中也是可行的。以同样的方式,可以使用来自辅助系统、特别是真空系统的废热。如果使用真空鼓风机来产生真空,在真空系统中会产生温度高达150℃的废气。直接使用来自真空系统的这种工艺废热来干燥第一传送区和第二传送区之间的区域中的纤维幅材是很有利的。一般来说,工艺废热可以直接和/或间接地用于调节干燥空气的温度,其中废热或含有废热的空气在直接使用时被直接用作干燥空气,在间接使用时废热被间接用于加热干燥空气。间接加热通常涉及使用传热装置或热交换器将废热转移到干燥空气中。此外,可以使用较冷的工艺空气或环境空气来调节期望的干燥空气温度或者降低过高的干燥空气温度。
[0011]
本发明还涉及根据权利要求6的前序部分所述的用于干燥纤维幅材,特别是纸巾幅材或卫生纸幅材的装置,其特征在于,在第一传送区和第二传送区之间的区域设置有用于热干燥纤维幅材的干燥装置。根据本发明,纤维幅材的质量特性可以在第二传送区得到更好的保持,由此可以获得纤维幅材的总体上更好的质量特性。
[0012]
该装置的一个类似的有利实施方案的特点是,干燥装置在第一传送区和第二传送区之间包括对流干燥区,干燥空气可由干燥装置直接施加到纤维幅材上,其中在对流干燥区中干燥空气可被吸回干燥装置。有利的是,干燥装置还包括空气穿透干燥区,其中干燥空气可由干燥装置直接施加在纤维幅材上,在空气穿透干燥区中,抽吸装置被布置成与干燥
装置相对,至少一部分干燥空气可被吸进抽吸装置。在这里,在空气穿透干燥区中,传送网毯在干燥装置和抽吸装置之间引导,其中来自干燥装置的干燥空气可以被直接施加在纤维幅材上。干燥装置通常被设计成烘缸罩或冲击式烘缸罩,其中,干燥空气可以通过槽型或孔型喷嘴直接施加在纤维幅材上。抽吸装置例如可以设计成真空箱或抽吸箱或真空辊。如果使用真空辊,可以在真空辊卷绕的区域内对传送网毯进行抽吸。通过向纤维幅材施加干燥空气,干燥空气的脉冲作用在传送网毯上,由此在所施加的干燥空气的流动方向上向传送网毯施加作用力。作用在传送网毯上的作用力导致传送网毯在所施加的干燥空气的流动方向上弯曲。因此,在抽吸装置区域设计网毯稳定元件以限制转移网毯的偏移是有利的。导向辊可以作为网毯稳定元件,其中导向辊设置在抽吸装置的一侧,并且传送网毯直接在导向辊上被引导。根据导向辊之间的间距,传送网毯也以该间距得到支撑,并且传送网毯的偏移受到限制。特别是,抽吸装置可以布置在网毯稳定元件之间,例如,抽吸盒可以布置在导向辊之间。
[0013]
该装置的另一个有利的实施方案的特点是,干燥装置直接或间接地与工艺废热管道相连,以便利用在纤维幅材在第二传送区之后的热干燥过程中和/或在辅助系统中、特别是在真空系统中产生的工艺废热。例如,这种工艺废热管道可以分配给一个工艺,其包括第二传送区和/或辅助系统(特别是真空系统)之后的纤维幅材的热干燥。这里,来自高温罩干燥的废热和废气的温度水平超过200℃,通常超过250℃。来自真空系统的废热,特别是使用真空鼓风机产生真空时,提供的废气温度高达150℃。一般来说,工艺废热可以用于直接和/或间接地调节干燥空气的温度。
附图说明
[0014]
现在将用附图中的示例来描述本发明。
[0015]
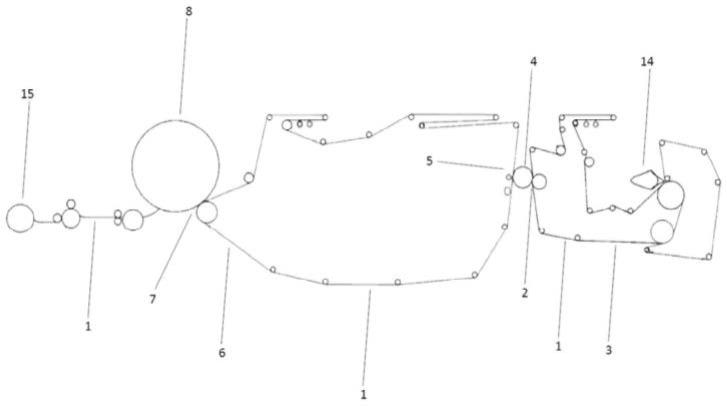
图1显示了根据现有技术的用于制造纤维幅材的设备。
[0016]
图2显示了根据本发明的用于干燥纤维幅材的装置。
具体实施方式
[0017]
图1显示了根据现有技术的用于制造纤维幅材1的设备,其中为了制造纤维幅材,将纤维悬浮液通过流浆箱14进料到两块网毯之间,并通过离心方式进行脱水。在这里,纤维悬浮液被引入到第一网毯3(例如,毡材)和成形筛网之间并进行脱水。当纤维幅材1形成后,纤维幅材1在第一网毯3上被引导到第一层压榨区2,其中,纤维幅材1在第一层网毯3和旋转压榨套4之间被压榨。在此,纤维幅材1被转移到旋转压榨套4上,并直接在压榨套4上从第一压榨区2被引导到第一传送区5,在第一传送区5中,纤维幅材1从旋转压榨套4转移到传送网毯6,然后,在第二传送区7中,纤维幅材1从传送网毯6转移到烘缸8。在烘缸8上对纤维幅材1进行干燥,然后对纤维幅材1进行卷绕15。
[0018]
图2显示了用于制造纤维幅材1的设备,其具有根据本发明的用于干燥纤维幅材1的装置。当纤维幅材1形成后,纤维幅材1在第一网毯3上被引导到第一压榨区2,在该压榨区,纤维幅材1在第一网毯3和旋转压榨套4之间被压榨。在此,纤维幅材1被转移到旋转压榨套4上,并直接在压榨套4上从第一压榨区2引导到第一传送区5,在第一传送区5中,纤维幅材1从旋转压榨套4转移到传送网毯6。有利的是,纤维幅材1在第一传送区5中被结构化,其
中,纤维幅材1的结构化是通过将纤维幅材1从较快旋转的压榨套4转移到较慢旋转的传送网毯6上而进行的,传送网毯6被设计成结构化的传送网毯。根据本发明,在第一传送区5之后和第二传送区7之前进行热干燥,在所述第二传送区7中,纤维幅材1从传送网毯6转移到干燥缸8。为了热干燥,干燥空气由干燥装置9直接施加到纤维幅材1上,其中该干燥装置9具有对流干燥区11。在对流干燥区11,干燥空气被直接施加在纤维幅材1上,并再次被吸回干燥装置9。干燥装置9还具有空气穿透干燥区12,其中干燥空气由干燥装置9直接施加到纤维幅材1上,干燥空气的第一部分在干燥后被吸回干燥装置9中,干燥空气的第二部分穿过纤维幅材被吸进抽吸装置10。有利的是,在抽吸装置10的区域内设有网毯稳定元件13。网毯稳定元件13包括导向辊,其中抽吸辊17的设计也是可行的。直接和/或间接地从工艺废气中使用干燥空气。由此,例如高温烘缸罩18的废气可以作为供气干燥装置19(zuluft-trocknungsvorrichtung)使用。
[0019]
因此,本发明具有许多优点。它能够制造出具有改进的质量特性和低能耗的纤维幅材,从而同时降低操作成本。同样,低投资成本也是可能的,因为用于热干燥纤维幅材的干燥器在第二传送区之后可以被较小地设计。
[0020]
附图标记列表
[0021]
(1)纤维幅材
[0022]
(2)第一压榨区
[0023]
(3)第一网毯
[0024]
(4)旋转压榨套
[0025]
(5)第一传送区
[0026]
(6)传送网毯
[0027]
(7)第二传送区
[0028]
(8)烘缸
[0029]
(9)干燥装置
[0030]
(10)抽吸装置
[0031]
(11)对流干燥区
[0032]
(12)空气穿透干燥区
[0033]
(13)网毯稳定元件
[0034]
(14)流浆箱
[0035]
(15)卷轴
[0036]
(16)高温烘缸罩
[0037]
(17)设计成抽吸辊的网毯稳定元件
[0038]
(18)高温烘缸罩的废气
[0039]
(19)供气干燥装置
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1