一种卡其色功能性色纺纱的配色方法与流程
1.本发明涉及色纺纱及其加工方法技术领域,具体的说是一种卡其色功能性色纺纱的配色方法。
背景技术:
2.现今,人们越来越追求健康、舒适、宁静的生活,低明度卡其色系宁静朴素、柔 和优雅的色调深受青睐。著名的“七秒色彩理论”指出,商品可以在七秒之内以色彩 的形态驻留于人的意识之中。因此颜色是检验纺织面料质量指标的第一感官。目前涤 纶/黏胶混纺的低明度卡其色高温定型前后变色严重,颜色灰暗,色光纯正度低,客 户投诉率高的风险。
3.目前,涤纶70%/黏胶30%混纺的卡其色色纺纱的配色原料包括六种:浅米黄涤纶纤维62.7%、金黄涤纶纤维0.3%、烟灰涤纶纤维4.5%、红咖涤纶纤维2.5%四种,以及棕绿黏胶纤维7.5%、驼红黏胶纤维22.5%两种。这种配色方法具有用色繁多的缺点,再加上配比低于5%的原料有三种,从而增加了生产的工序道数,降低了生产效率。而且,基于目前配色方法得到的卡其色色纺纱在高温前后整体变色严重,很难满足客户需求。
技术实现要素:
4.本发明针对目前技术发展的需求和不足之处,提供一种卡其色功能性色纺纱的配色方法,该配色方法在减少配色原料种类的基础上,进一步改进原料配比,得到工序简单、高温前后变色色差肉眼难以察觉的卡其色色纺纱。
5.本发明的一种卡其色功能性色纺纱的配色方法,解决上述技术问题采用的技术方案如下:
6.一种卡其色功能性色纺纱的配色方法,包括以下步骤:
7.(1)按照7:3的配比选择涤纶纤维和黏胶纤维,其中,涤纶包括浅米黄涤纶纤维和咖驼涤纶纤维,黏胶包括浅米黄黏胶纤维和咖棕黏胶纤维;
8.(2)将按照配比选取的涤纶纤维和黏胶纤维放在一起,依次经过混棉机、梳棉机、并条机、粗纱机、细纱机后得到卡其色的色纺纱。
9.具体的,所涉及涤纶选择杭州奔马化纤纺丝有限公司生产的批号为by001的浅黄色涤纶和批号为20191116的咖驼涤纶。
10.优选的,所涉及浅米黄涤纶和咖驼涤纶的规格均为1.56dtex*38mm。
11.更具体的,所涉及黏胶选择河北吉藁化纤有限责任公司生产的批号为y2012
‑
38x 的浅黄色黏胶和批号为210550的咖驼黏胶。
12.优选的,所涉及浅米黄黏胶和咖棕黏胶规格均为1.44dtex*38mm。
13.优选的,所涉及涤纶包括配比为43%的浅米黄涤纶和配比为27%的咖驼涤纶;
14.黏胶包括配比为21%的浅米黄黏胶和配比为9%的咖棕黏胶。
15.具体的,所涉及浅米黄涤纶纤维的配比大于所述咖驼涤纶纤维的配比时,浅米黄黏胶纤维的配比不小于所述咖棕黏胶纤维的配比。
16.具体的,所涉及咖驼涤纶纤维的配比范围为0%
‑
60%;
17.咖棕黏胶纤维的配比范围为0%
‑
20%。
18.本发明的一种卡其色功能性色纺纱的配色方法,与现有技术相比具有的有益效果是:
19.本发明的配色方法使用最多使用四种原料,可以提高生产效率,得到的卡其色色纺纱具有色光纯正度高的特点,而且,卡其色色纺纱的色光稳定性几乎不受高温影响。
附图说明
20.附图1是本发明配色方法使用的原料单据;
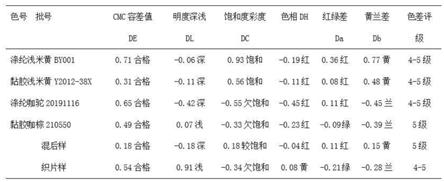
21.附图2是本发明配色方法所得色纺纱及织片的高温前后色差对比图;
22.附图3是本发明配色方法所得色纺纱及织片的高温前后颜色检测报告单;
23.附图4是本发明配色方法所得织片的高温前后颜色显示图;
24.附图5是本发明配色方法所得卡其色色卡显示图;
25.附图6是现有配色方法使用的原料单据;
26.附图7是现有配色方法所得色纺纱及织片的高温前后色差对比图;
27.附图8是现有配色方法所得色纺纱及织片的高温前后颜色检测报告单;
28.附图9是现有配色方法所得织片的高温前后颜色显示图。
具体实施方式
29.为使本发明的技术方案、解决的技术问题和技术效果更加清楚明白,以下结合具体实施例,对本发明的技术方案进行清楚、完整的描述。
30.实施例一:
31.本实施例提出一种卡其色功能性色纺纱的配色方法,包括以下步骤:
32.(1)按照7:3的配比选择涤纶纤维和黏胶纤维,参考附图1,本实施例的涤纶包括配比为43%的浅米黄涤纶和配比为27%的咖驼涤纶,黏胶包括配比为21%的浅米黄黏胶和配比为9%的咖棕黏胶;
33.(2)将按照配比选取的涤纶纤维和黏胶纤维放在一起,依次经过smbg012型混棉机、fb128型梳棉机、fa306a型并条机、fa306a型粗纱机、fa306a型细纱机后得到卡其色的色纺纱。本实施例中,为了更好的对颜色变化进行对比,利用横编织机将卡其色色纺纱编织为织片。
34.本实施例中,参考附图1,涤纶选择杭州奔马化纤纺丝有限公司生产的批号为 by001的浅黄色涤纶和批号为20191116的咖驼涤纶,浅米黄涤纶和咖驼涤纶的规格均为1.56dtex*38mm。黏胶选择河北吉藁化纤有限责任公司生产的批号为y2012
‑
38x的浅黄色黏胶和批号为210550的咖驼黏胶,浅米黄黏胶和咖棕黏胶规格均为 1.44dtex*38mm。
35.参考附图2、3、4,本实施例得到卡其色色纺纱编织成的织片,织片在yt101数显高温烘箱中195℃放置3min后取出,待达到恒温20℃
±
2恒湿64%
±
3的条件时与 d65标准光源下织片的进行色光对比,经测色电子计算机配色仪datacolor800测试,可以发现:织片的cmc总容差0.54,颜色饱和度
‑
0.34,高温前后色光稳定性达到到 4
‑
5级的合格标准。
36.而基于背景技术中陈述的涤纶70%/黏胶30%混纺的卡其色色纺纱的配色方法,
参考附图6,按照设定配比,选择规格为1.56dtex*38mm且杭州奔马化纤纺丝有限公司生产的批号为b002
‑
31x浅米黄涤纶纤维、批号为b008
‑
13x金黄涤纶纤维、批号为 e2008
‑
18x的烟灰涤纶纤维、批号为n2006
‑
18x的红咖涤纶纤维,规格为 1.44dtex*38mm且成武夏欣印染有限公司生产的批号为201930的棕绿黏胶纤维、批号为202463的驼红黏胶纤维。参考附图7、8、9,以上述六种原料得到的卡其色色纺纱在yt101数显高温烘箱中195℃放置3min后取出,待达到恒温20℃
±
2恒湿64%
±
3 的条件时与d65标准光源下的卡其色色纺纱进行色光对比,经测色电子计算机配色仪 datacolor800测试,发现:高温后对比高温前色差2
‑
3级,偏红
‑
2.12、深
‑
3.43、欠饱和
‑
0.95、cmc总容差4.11(小于0.8合格),原色调卡其色变色严重,蜕变成驼红色系。
37.本实施例的配色方法与现有配色方法相比,cmc总容差从4.11降到0.54,提高了86%;饱和度从
‑
0.95降到
‑
0.34,色光纯正度提高了64%,高温色光稳定性从2
‑
3 级提高到4
‑
5级,达到国标标准,原料种类从原来的6个减少到4个;小比例从3个减少到0个;既能达到客户色光要求,又能减轻生产负累,提高生产效率。
38.实施例二:
39.基于实施例一的配色方法,浅米黄涤纶纤维的配比大于咖驼涤纶纤维的配比时,浅米黄黏胶纤维的配比不小于咖棕黏胶纤维的配比。
40.咖驼涤纶纤维的配比范围为0%
‑
60%;咖棕黏胶纤维的配比范围为0%
‑
20%。
41.参考附图5,本实施例按照7:3的配比选择涤纶纤维和黏胶纤维,通过改变浅米黄涤纶、咖驼涤纶、浅米黄黏胶、咖棕黏胶四种原料的配比,可以得到明暗深浅不一、色相变化多端的卡其色色纺纱,由此建立卡其色的数据库并制定色卡,卡其色数据库的建立,得任何卡其色系的颜色都有其对应的颜色匹配,色纺纱生产过程只要选客户对应的颜色即可生产,无需再次配色,简单快捷、节约大量人力物力。
42.需要补充的是,可以将卡其色色纺纱编织成5cm*5cm的织片,即可根据数据库和色卡将织片供客户选取。
43.综上可知,采用本发明的一种卡其色功能性色纺纱的配色方法,可以提高生产效率,得到的卡其色色纺纱具有色光纯正度高、色光稳定性高的特点。
44.以上应用具体个例对本发明的原理及实施方式进行了详细阐述,这些实施例只是用于帮助理解本发明的核心技术内容。基于本发明的上述具体实施例,本技术领域的技术人员在不脱离本发明原理的前提下,对本发明所作出的任何改进和修饰,皆应落入本发明的专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1