纸杯加工用的高强度双面淋膜纸及其加工工艺的制作方法
1.本发明主要涉及纸杯加工的技术领域,具体涉及纸杯加工用的高强度双面淋膜纸及其加工工艺。
背景技术:
2.纸杯是把用化学木浆制成的原纸(白纸板)进行机械加工、粘合所做得的一种纸容器,淋膜纸是一种用于产品包装的复合材料。
3.根据申请号为cn201910473708.1的专利文献所提供的促进淋膜纸改性的淋膜加工工艺可知,该工艺在淋膜纸的覆膜材料中加入蜘蛛丝,将蜘蛛丝加入到去离子水中通电,使蜘蛛丝发生电离,直径扩大;称取二甲基亚砜,加入到去离子水中,混合搅拌,得粘稠状液体,在将粘稠状液体经过聚合加工成粘稠纺丝液,在经过拉丝形成凝胶纤维,结果热处理,形成无机纤维
‑‑‑
paas纤维长丝,再在paas纤维长丝表面涂覆一层聚丙烯酸甲酯,形成mapah纤维,将得到的mapah纤维加入到淋膜混合溶液中,该工艺不仅增加了淋膜纸的强度和韧性,同时,也能够实现淋膜纸表面隔膜的电子可穿透性,从而可实现隔膜在多种不同特殊行业内的应用,增加了其实用价值。
4.但传统的淋膜纸仍然存在着缺陷,例如上述淋膜纸虽然通过mapah纤维的加入在一定程度上提高了淋膜纸的韧性,但在制备淋膜纸的实际生产过程中,往往因纸面边缘淋膜不牢固,以及纸张表面静电残留,导致纸张表面的填料粒子以及涂料落下,影响纸杯淋膜纸的后续加工。
技术实现要素:
5.本发明主要提供了纸杯加工用的高强度双面淋膜纸及其加工工艺用以解决上述背景技术中提出的技术问题。
6.本发明解决上述技术问题采用的技术方案为:纸杯加工用的高强度双面淋膜纸及其加工工艺,包括原纸层,以及关于所述原纸层对称分布的强化层,每个所述强化层远离原纸层的一侧表面均贴合有加强层;所述强化层由棉纤维和植物纤维复合而成,所述棉纤维和植物纤维相互交错呈网格状结构,所述网格状结构与所述原纸层相贴合;所述加强层包括由靠近强化层一端至远离强化层一端依次设置的胶黏层、结构固化层以及抗菌固化层,所述胶黏层渗透所述结构固化层与所述抗菌固化层相接触。
7.进一步的,所述胶黏层为耐蒸煮的聚氨酯胶黏剂,所述胶黏层的厚度为0.5~0.6mm,使得胶黏层具有良好的黏着效果的同时,还具有较为优良的耐高温性能。
8.进一步的,所述结构固化层由氧化后的玉米淀粉涂层、甲壳素涂层和聚丙烯酰胺涂层复合而成,所述结构固化层的厚度为0.2~0.3mm,从而通过氧化后的玉米淀粉涂层、甲壳素涂层和聚丙烯酰胺涂层保证施胶效果、稳定纸张表面强度。
9.进一步的,所述抗菌固化层由浸泡过银粒子液的玻璃纤维结构组成,所述玻璃纤
维结构由多个相互交织呈网状的玻璃纤维条组成,所述抗菌固化层的厚度为0.2~0.3mm,通过浸泡过银粒子液的玻璃纤维结构进行抗菌。
10.进一步的,所述原纸层的内表面和外表面均蒸镀有二氧化硅涂层的电晕处理面,所述电晕处理面的厚度为0.2~0.3μm,从而通过该方式对原纸层10的表面进行改性,从而增加原纸层10表面的吸附以及包覆性。
11.根据以上的纸杯加工用的高强度双面淋膜纸的技术方案,还将提供纸杯加工用的高强度双面淋膜纸的加工工艺,包括以下步骤:步骤一、将废旧造纸原料投入到粉碎机中进行造粒,制得纸张粒子,将纸张粒子投入到挤出机中与助剂相混合,再挤出至淋膜机中,制得原纸层;步骤二、将强化层的原料投入抄纸机的料罐中,制得强化层,将强化层和步骤一制得的原纸层依序放入造纸机的压辊处,制得纸杯原纸;步骤三、将胶黏层、结构固化层以及抗菌固化层的原料分别放入到多个料罐中进行混合,得到胶黏层、结构固化层以及抗菌固化层的涂料,将胶黏层、结构固化层以及抗菌固化层的涂料通过挤出机挤出至分配机中,通过分配机的模头将胶黏层、结构固化层以及抗菌固化层的涂料依序涂覆于步骤二制得的纸杯原纸表面,制得淋膜纸。
12.进一步的,所述步骤一中的助剂为甲壳素和聚丙烯酰胺,通过甲壳素和聚丙烯酰胺,以使网部纸张的滤水性能和细小纤维及填料的留着率。
13.进一步的,所述步骤二中,淋膜机制得纸杯原纸后,通过静电消除器消除纸杯原纸的静电,使得纸张水分尽量提高,增加环境湿度,方便对纸面上的电荷进行消除。
14.进一步的,所述废旧造纸原料为秸秆、竹叶以及废旧纸张,通过对秸秆、竹叶以及废旧纸张的回收利用,从而提高了淋膜纸的回收再利用性。
15.进一步的,所述步骤三中,分配机的模头温度把控在200~360℃。
16.与现有技术相比,本发明的有益效果为:其一,本发明中的强化层通过相互交织呈网状结构的棉纤维和植物纤维,以使淋膜纸在经度和纬度方向上的抗拉力都能得到加强,且通过棉纤维和植物纤维的使用,提高了淋膜纸的回收再利用性。
17.其二,本发明中的胶黏层将结构固化层以及抗菌固化层牢固的粘结在强化层的表面上,进而通过结构固化层中的玉米淀粉涂层、甲壳素涂层和聚丙烯酰胺涂层保证施胶效果、稳定纸张表面强度,通过抗菌固化层中的玻璃纤维结构加强淋膜纸的结构强度。
18.其三,本发明通过甲壳素和聚丙烯酰胺所形成的助剂,以使网部纸张的滤水性能和细小纤维及填料的留着率,纸料中的细小粒子附着到较大纤维的表面上,并形成较大的絮聚体,以使纸料易于脱水,同时也减少了细小粒子通过网子的流失量。
19.以下将结合附图与具体的实施例对本发明进行详细的解释说明。
附图说明
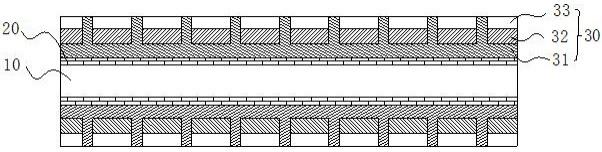
20.图1为本发明的整体结构示意图;图2为本发明的剖视图。
21.图中:10、原纸层;20、强化层;30、加强层;31、胶黏层;32、结构固化层;33、抗菌固化层。
具体实施方式
22.为了便于理解本发明,下面将参照相关附图对本发明进行更加全面的描述,附图中给出了本发明的若干实施例,但是本发明可以通过不同的形式来实现,并不限于文本所描述的实施例,相反的,提供这些实施例是为了使对本发明公开的内容更加透彻全面。
23.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
24.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常连接的含义相同,本文中在本发明的说明书中所使用的术语知识为了描述具体的实施例的目的,不是旨在于限制本发明,本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
25.实施例,请参照附图1
‑
2,在本发明一优选的实施例中,纸杯加工用的高强度双面淋膜纸及其加工工艺,包括原纸层10,以及关于所述原纸层10对称分布的强化层20,每个所述强化层20远离原纸层10的一侧表面均贴合有加强层30;所述强化层20由棉纤维和植物纤维复合而成,所述棉纤维和植物纤维相互交错呈网格状结构,所述网格状结构与所述原纸层10相贴合;所述加强层30包括由靠近强化层20一端至远离强化层20一端依次设置的胶黏层31、结构固化层32以及抗菌固化层33,所述胶黏层31渗透所述结构固化层32与所述抗菌固化层33相接触;进一步的,由于胶黏层31渗透至结构固化层32以及抗菌固化层33纤维的缝隙处,从而通过胶黏层31将结构固化层32以及抗菌固化层33牢固的粘结在强化层20的表面上,进而通过结构固化层32中的玉米淀粉涂层、甲壳素涂层和聚丙烯酰胺涂层保证施胶效果、稳定纸张表面强度,通过抗菌固化层33中的玻璃纤维结构加强淋膜纸的结构强度。
26.进一步的,强化层20通过相互交织呈网状结构的棉纤维和植物纤维,以使淋膜纸在经度和纬度方向上的抗拉力都能得到加强,且通过棉纤维和植物纤维的使用,提高了淋膜纸的回收再利用性。
27.进一步的,所述胶黏层31为耐蒸煮的聚氨酯胶黏剂,所述胶黏层31的厚度为0.5~0.6mm,使得胶黏层31具有良好的黏着效果的同时,还具有较为优良的耐高温性能。
28.进一步的,所述结构固化层32由氧化后的玉米淀粉涂层、甲壳素涂层和聚丙烯酰胺涂层复合而成,所述结构固化层32的厚度为0.2~0.3mm,从而通过氧化后的玉米淀粉涂层、甲壳素涂层和聚丙烯酰胺涂层保证施胶效果、稳定纸张表面强度。
29.进一步的,所述抗菌固化层33由浸泡过银粒子液的玻璃纤维结构组成,所述玻璃纤维结构由多个相互交织呈网状的玻璃纤维条组成,所述抗菌固化层33的厚度为0.2~0.3mm,从而利用抗菌固化层33中交织呈网状的玻璃纤维结构对与其粘结的结构固化层32的强度进行加强,并通过浸泡过银粒子液的玻璃纤维结构进行抗菌。
30.进一步的,所述原纸层10的内表面和外表面均蒸镀有二氧化硅涂层的电晕处理面,所述电晕处理面的厚度为0.2~0.3μm,通过在原纸层10上形成电晕处理面,使得原纸层10的表面具有更高的附着性,由于原纸层10表面通过蒸镀的方式形成二氧化硅涂层的电晕
处理面,从而通过该方式对原纸层10的表面进行改性,从而增加原纸层10表面的吸附以及包覆性。
31.如图1
‑
2所示,根据上述实施例还将提供纸杯加工用的高强度双面淋膜纸及其加工工艺,包括以下步骤:步骤一、将废旧造纸原料投入到粉碎机中进行造粒,制得纸张粒子,将纸张粒子投入到挤出机中与助剂相混合,再挤出至淋膜机中,制得原纸层10;步骤二、将强化层20的原料投入抄纸机的料罐中,制得强化层20,将强化层20和步骤一制得的原纸层10依序放入造纸机的压辊处,制得纸杯原纸;步骤三、将胶黏层31、结构固化层32以及抗菌固化层33的原料分别放入到多个料罐中进行混合,得到胶黏层31、结构固化层32以及抗菌固化层33的涂料,将胶黏层31、结构固化层32以及抗菌固化层33的涂料通过挤出机挤出至分配机中,通过分配机的模头将胶黏层31、结构固化层32以及抗菌固化层33的涂料依序涂覆于步骤二制得的纸杯原纸表面,制得淋膜纸。
32.进一步的,所述步骤一中的助剂为甲壳素和聚丙烯酰胺,通过甲壳素和聚丙烯酰胺,以使网部纸张的滤水性能和细小纤维及填料的留着率,纸料中的细小粒子附着到较大纤维的表面上,并形成较大的絮聚体,以使纸料易于脱水,同时也减少了细小粒子通过网子的流失量。
33.进一步的,所述步骤二中,淋膜机制得纸杯原纸后,通过静电消除器消除纸杯原纸的静电,通过调节放电压,消除纸面上的电荷,且控制打浆的浆料打浆度为28~30
°
sr,湿重为10~14克,使得纸张水分尽量提高,增加环境湿度,方便对纸面上的电荷进行消除。
34.进一步的,所述废旧造纸原料为秸秆、竹叶以及废旧纸张,通过对秸秆、竹叶以及废旧纸张的回收利用,从而提高了淋膜纸的回收再利用性。
35.进一步的,所述步骤三中,分配机的模头温度把控在200~360℃。
36.本发明的具体操作方式如下:在制造淋膜纸时,步骤一、将废旧造纸原料投入到粉碎机中进行造粒,制得纸张粒子,将纸张粒子投入到挤出机中与助剂相混合,再挤出至淋膜机中,制得原纸层10;步骤二、将强化层20的原料投入抄纸机的料罐中,制得强化层20,将强化层20和制得的原纸层10依序放入造纸机的压辊处,制得纸杯原纸;步骤三、将胶黏层31、结构固化层32以及抗菌固化层33的原料分别放入到多个料罐中进行混合,得到胶黏层31、结构固化层32以及抗菌固化层33的涂料,将胶黏层31、结构固化层32以及抗菌固化层33的涂料通过挤出机挤出至分配机中,通过分配机的模头将胶黏层31、结构固化层32以及抗菌固化层33的涂料依序涂覆于制得的纸杯原纸表面,制得淋膜纸。
37.上述结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的这种非实质改进,或未经改进将本发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1