用于制造结构化的纤维料幅的方法和设备与流程
1.本发明涉及一种用于制造形成有图案或纹理或者说结构化的纤维料幅,尤其是结构化的纸巾幅的方法,包括下列步骤:由纤维悬浮液成型为纤维料幅,其中,纤维悬浮液通过流浆箱引入外部的脱水带和内部的脱水带之间,外部的脱水带和内部的脱水带部分地包绕成型辊并且将纤维料幅位于内部的脱水带上地运输至转移区域。纤维料幅在转移区域中转移到带件上,然后,纤维料幅与该带件共同地导引通过压榨压区并且转移到也导引通过压榨压区的压花带上,所述压花带带有用于使纤维料幅结构化的结构。然后,纤维料幅与压花带共同地导引通过传输压区,以便将纤维料幅为了干燥而转移到加热的金属表面上,尤其干燥滚筒的表面上。
2.本发明还涉及一种这种用于制造纤维料幅,尤其是纸巾幅的机器。
3.该类型的方法和设备例如由文献wo2013/009256a1已知。纤维料幅在成型区域中在外部的脱水网和内部的毡带之间形成,其中,两个带件部分地包绕成型辊。该毡带将纤维料幅运输至脱水压区,在该脱水压区中使纤维料幅脱水并且将其转移到带有聚氨酯涂层的、无端头的光滑的不渗透的带件上。该光滑的带件将纤维料幅导引至第一传输压区。在该传输压区中,纤维料幅通过压花带从光滑的带件取下并且导引至另一个传输压区并且转移到杨基滚筒的表面上。利用光滑的带件和结构化的压花带之间的速度差,在第一传输压区中将纤维料幅从光滑的带件上取下,其中,光滑的带件比压花带运行得更快。
技术实现要素:
4.本发明所要解决的技术问题是,在所生产的纤维料幅的质量、机器的可运行性、操作成本和最大速度的提高方面改进已知的方法和设备。
5.该技术问题通过一种用于制造结构化的纤维料幅,尤其是结构化的纸巾幅的方法解决。该方法包括下列步骤:
6.a.由纤维悬浮液成型为纤维料幅,其中,所述纤维悬浮液通过流浆箱引入外部的脱水带和内部的脱水带之间,并且外部的脱水带和内部的脱水带部分地包绕成型辊;
7.b.将纤维料幅以位于内部的脱水带上的方式运输至转移区域;
8.c.在转移区域中将纤维料幅转移到带件上;
9.d.将带件与纤维料幅共同地导引通过压榨压区;
10.e.将纤维料幅转移到也导引通过压榨压区的压花带上,所述压花带具有用于使该纤维料幅结构化的结构;
11.f.将纤维料幅与压花带共同地导引通过传输压区,以便将纤维料幅为了干燥而转移到加热的金属表面上,尤其干燥滚筒的表面上。本发明的特征在于,
12.g.将步骤c)中的所述带件设计成吸水带,尤其是压榨毡;
13.h.所述转移区域通过位于由吸水带形成的环中的抽吸元件、尤其是吸辊形成,所述抽吸元件、尤其抽辊部分地被内部的脱水带和吸水带在共同的包绕区域中包绕;
14.i.在步骤d)中的所述压榨压区设计成脱水压榨机的脱水压区;
15.通过这个按本发明的解决方案,改善了幅面导引和可运行性,从而可提高生产速度。内部的脱水带和吸水带在处于共同的包绕区域以内的转移区域中的速度基本上相等。转移没有速度差地进行。相应地,这也适用于纤维料幅从吸水带至脱水压榨机的压花压区中的压花带上的转移。由于较少的磨损,因此既可以提供更好的可运行性,又可以保护网毯。此外,纤维料幅在面朝压花带的一侧具有与压花待的面朝纤维料幅的表面的设计相对应的结构。
16.吸水带在转移区域中在与具有抽吸区域的抽吸元件直接接触的情况下被导引,所述抽吸元件可以设计成吸辊。通过在抽吸区域中施加负压,吸走并且除去吸水带中所含的水和纤维料幅中所含的一部分水。由此,对吸水带进行湿度处理并且在压花压区之前就已提高纤维料幅的干重含量。因此,吸水带在脱水压榨机的压榨压区中可以完全吸收产生的水。由此,实现纤维料幅在传输压区之前并且在转移到加热的金属表面之前较高的干重含量。由于机械的脱水比通过金属表面热干燥在能量上更有利,因此可以节省能量。在转移区域之后,还可以在由吸水带形成的环的内部设置抽吸器,以提高脱水。纤维料幅在压花压区之前更高的干重含量一方面也有利于压花性能,且另一方面纤维料幅的回弹性(英文术语:resilience)变更高并因此更好。
17.在有利的设计方案中,吸水带设计成压榨毡。由于压榨毡的柔软性,可以将非常好的且可持久的表面结构引入纤维料幅中并因此积极地影响结构化的纤维料幅的质量。此外,压榨毡有效地吸收压花压区中挤出的水。
18.在可能的实际的设计方案中,内部的脱水带结构化地设计,用于使纤维料幅结构化。通过流浆箱引入成型区的纤维悬浮液在成型过程开始时就已经就与结构化的内部的脱水带接触。通过纤维悬浮液的脱水获得纤维料幅的非常稳定且持久的表面结构。在这种情况下,使纤维料幅形成有两个相叠的结构图案。
19.内部的脱水带优选设计成是可渗透的。因此,它是透水和透空气的。
20.在有利的备选扩展设计中,内部的脱水带设计成织造的结构化的带件,或设计成压花毡,或设计成具有开口或穿孔的整体式膜,或设计成打孔的多层式的层压膜,用于使纤维料幅结构化。
21.在实际情况下,内部的脱水带的结构与压花带的结构不同。但该结构也可以是相同的。
22.纤维料幅,尤其是纸巾幅的表面结构,以及用于产生这种表面结构的压花带是已知的。压花带的结构包括彼此保持间距并且具有垂直于纤维料幅的表面的尺寸的凸起和凹陷。所述间距和/或尺寸越大,则结构越粗糙,反之亦然。所述间距和/或尺寸越小,则结构越精细。这些结构的元素也可以布置成确定的图案、例如对角线。这些结构的元素可以具有确定的空间形状,例如圆柱形的、直角六方体状的、金字塔形的、线形的、细长形的形状等。已知的还有织造的结构化的网毯,例如tad
‑
网。压花毡是这样的毡带,在所述毡带的表面上施加由塑料制成结构,用于在纤维料幅的一侧上进行压花。这些压花带可以原则上对于本发明既可以用作压花带,也用作内部的脱水带。
23.用于结构化的由整体式膜构成的带件具有开口或穿孔,该开口或穿孔以机械方式产生,例如冲孔、钻孔或用激光束或水射束产生。结构化的元素在此是开口或穿孔,在结构化的过程中将纤维料幅的区域压入所述开口或穿孔中。以相似的方式构造打孔的多层式的
层压膜,用以使纤维料幅结构化。但它们具有多个层,这些层承担不同的功能,例如产生抗拉强度。这些压花带优选是对于空气和水是可渗透的。在用于结构化的带件的这种具有开口或穿孔的表面上可以叠加形貌轮廓,以实现附加的结构化的效果。这些压花带可以原则上对于本发明既用作压花带,又用作内部的脱水带。
24.由利用具备不同结构的结构化带的多个随后的结构化过程使纤维料幅中的不同结构叠加,可以实现纤维料幅更好的质量。对于纸巾幅可以实现更好的吸水率。
25.在一种有利的实际情况下,内部的脱水带的结构可以设计得比压花带的结构更精细。在这种情况下,可以减少所谓的毛羽(英文术语“hairiness”)并且由此提高干燥温度。毛羽在本文中理解为细纤维从纤维表面突出。当在干燥滚筒上干燥时,这些纤维会燃烧并且导致异味产生。此外,必须降低干燥温度。
26.在有利的实际情况中,共同的包绕区域在抽吸元件的圆周方向上的长度大于80mm、尤其是大于150mm、优选大于280mm。这一方面确保了纤维料幅安全地转移到吸水带上。内部的脱水带优选比吸水带更早地从抽吸元件或吸辊移走。
27.为了通过对纤维料幅加热来提高干重含量,可以在共同的包绕区域中从由内部的脱水带形成的环的内部输入蒸汽或者热的干燥空气或热的湿空气。这可以例如通过蒸汽吹箱或热空气罩相对于包绕区域的布置而实现。该加热也可以在从内部的脱水带移走之后进行。
28.压榨压区优选设计成延长的压榨压区。压榨压区不仅用于脱水,而且还是压花压区。通过在延长的压榨压区中较长的停留时间,可以确保良好的结构化,同时确保柔和的、充分的脱水。
29.在一种实际的扩展设计中,延长的压榨压区由靴式辊和尤其设计成吸式压榨辊的配合辊形成。
30.对于在将配合辊设计成吸式压榨辊的情况有利的是,压花带设计成整体式膜或设计成打孔的多层式的层压膜。它们具有机械地例如冲孔、钻孔或用激光束或水射束产生的开口或穿孔。用于结构化的元件在此是开口或穿孔,在结构化过程中将纤维料幅的区域压入所述开口或穿孔中。开口或穿孔之间的平面区域是不可渗透的。在靴式辊的恒定线力下,这与作用在吸式压榨辊中的负压共同作用引起更高的脱水。
31.在另一个可能的实施方式中,配合辊布置在由吸水带形成的环的内部,而靴式辊布置在由压花带形成的环的内部。靴式辊包括压榨靴和压榨套。压榨套优选在其外部的表面上具有沟槽。这些沟槽允许空气在压榨压区中的压榨过程中补充流入尤其是在配合元件设计成吸式压榨辊的情况下。
32.纤维料幅在延长的压榨压区中优选以一个线力被压榨,该线力小于300kn/m,尤其是小于200kn/m,优选在100kn/m至300kn/m之间的范围中。
33.此外,压花带可以设计成可渗透的。
34.作为压花带优选使用由打孔的整体式膜制成的带件或由打孔的、多层式的层压膜制成的带件。作为压花带也可以使用结构化的织造的筛网。
35.在一种有利的设计方案中,传输压区通过位于由压花带形成的环中的传输辊和加热的金属表面形成。传输辊可以设计具有外部开槽的罩面。沟槽有助于将纤维料幅转移到
加热的金属表面上。
36.加热的金属表面可以是传输配合元件的表面,该传输配合元件与传输辊共同地形成传输压区。传输配合元件可以是例如干燥滚筒、杨基滚筒或加热的金属带。
37.在一种有利的实际的实施方案中,为用于结构化的带件配备清洗和调节设备。这可以例如使用水射束、高压喷嘴、真空抽吸器、在用于结构化的带件的导辊上的被冲洗的导入压区。
38.本发明也通过一种用于制造结构化的纤维料幅,尤其是结构化的纸巾幅的机器解决。该机器包括:
39.a.用于由纤维悬浮液成型纤维料幅的成型区域,其中,纤维悬浮液通过流浆箱引入外部的脱水带与内部的脱水带之间,并且外部的脱水带和内部的脱水带部分地包绕成型辊;
40.b.转移区域,纤维料幅位于内部的脱水带(3)上地运输至所述转移区域,并且在所述转移区域中转移到带件上;
41.c.具有压榨压区的脱水压榨机,所述带件与纤维料幅共同地导引通过所述压榨压区,和
42.d.带有用于使纤维料幅结构化的结构的压花带,所述压花带也导引通过所述压榨压区并且所述纤维料幅转移到所述所述压花带上;
43.e.传输压区,所述纤维料幅与压花带共同地导引通过所述传输压区;
44.f.加热的金属表面、尤其是干燥滚筒的表面,所述纤维料幅在传输压区中为干燥而转移到所述加热的金属表面上;
45.其特征在于,
46.g.在步骤c)的所述带件中设计成吸水带,尤其是设计成压榨毡;
47.h.所述转移区域通过位于由吸水带形成的环中的抽吸元件、尤其是吸辊形成,所述抽吸元件、尤其吸辊部分地被内部的脱水带和吸水带在共同的包绕区域中包绕;
48.i.在步骤d)中的所述压榨压区设计成脱水压榨机的脱水压区。
49.内部的脱水带有利地结构化地设计,用于使纤维料幅结构化。
50.机器的结构实现了脱水压榨机的压花压区和传输压区之间的短距离。为了良好的可运行性,可以选择压花压区的末端与传输压区的起始端之间的距离被选择为小于8m、尤其是小于7m、优选小于6m。
51.本发明还明确地延伸到这些实施形式,这些实施形式未通过对权利要求明确的引用中的特征组合而给出,因此,只要在技术上是合理的,本发明公开的特征就能够彼此组合。
附图说明
52.本发明的其他特点和优点从优选实施例的下列说明中并且参照附图得出。
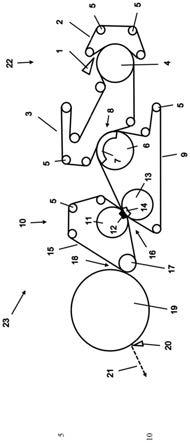
53.图1示意性地示出按本发明的用于制造结构化的纸巾幅21的机器23的可能的实施形式。
具体实施方式
54.纸巾幅21在成型区域22中由纤维悬浮液成型,该纤维悬浮液通过流浆箱1引入外部的脱水带2和内部的脱水带3之间。在此,外部的脱水带2和内部的脱水带3部分地包绕成型辊4。外部的脱水带2和内部的脱水带3以及另外的网毯9、15围绕导辊5导引并由此形成相应的环。在成型区域22之后,外部的脱水带2从纤维料幅21和内部的脱水带3移走。纤维料幅21以位于内部的脱水带3上的方式运输至转移区域8。外部的脱水带2设计成织造的脱水网,而内部的脱水带3设计成织造的结构化的脱水网,用于使纸巾幅21结构化。两个脱水带2、3设计成对于水可渗透。在转移区域8中,纸巾幅21从内部的脱水带3转移到带件9上,该带件在该实施例中设计成吸水带,尤其是设计成压榨毡。转移区域8在此通过位于由吸水带9形成的环中的设计成吸辊6的抽吸元件6形成,该抽吸元件6部分地被内部的脱水带3和吸水带9在共同的包绕区域中包绕。吸辊6具有抽吸区域7,该抽吸区域7在吸辊6的圆周方向上的长度上延伸,该长度大于共同的包绕区域。在吸辊6的圆周方向上共同的包绕区域的长度在该实施例中为大于280mm。在共同的包绕区域的末端,内部的脱水带3在尚处于吸辊6的抽吸区域7的末端之前时就从纸巾幅21和吸水带9移走。然后,带件9与纸巾幅21共同地仍然在另一个包绕区域中围绕吸辊6导引,并最终导引至并导引通过脱水压榨机10的压榨压区16,并且在此转移到同样导引通过压榨压区16的压花带15,所述压花带具有用于使纸巾幅21结构化的结构。纸巾幅21在也是压花压区16的压榨压区16中脱水并且第二次通过压花带15的结构时被结构化或者说形成图案或纹理。压花带15的结构比位于内部的脱水带3的结构更粗糙。通过叠加两个不同的结构来进行结构化的这种方式可以使纸巾幅21在良好成型的同时实现在比体积和吸水性能方面改善的质量。然后,纸巾幅21与压花带15共同地导引通过传输压区18,该传输压区由传输辊17和杨基滚筒19形成,以便将纸巾幅21为了进一步干燥转移到具有加热的金属表面的杨基滚筒19上,尤其是转移到钢制的杨基滚筒19上。纸巾幅21在对杨基滚筒19包绕的末端处被刮刀20去除并在此在必要时皱缩。吸水带9在转移区域8中在与具有抽吸区域7的吸辊6直接接触的情况下被导引。由于施加在抽吸区域7中的负压,在吸水带9中所含的水和在纸巾幅21中所含的一部分水被吸走并且除去。由此对吸水带9进行湿度处理并且在压花压区之前提高纸巾幅21的干重含量。因此,吸水带9可以在脱水压榨机10的压榨压区中完全吸收所产生的水。由此,在传输压区18之前并且在转移到杨基滚筒19上之前实现纸巾幅21的较高的干重含量。由于机械的脱水比通过杨基滚筒进行热干燥在能量上更有利,因此可以节省能源。纸巾幅21的在压花压区16之前更高的干重含量一方面有利于压花特性,另一方面提高纸巾幅21的回弹性(英文术语:resilience)并因此更好。压榨压区16设计成延长的压榨压区。该压榨压区16不仅用于脱水,而且还是压花压区。通过在延长的压榨压区16中较长的停留时间可以确保良好的结构化,同时确保柔和的充分的脱水。脱水压榨机10的延长的压榨压区通过靴式辊11和尤其设计成吸式压榨辊的配合辊13形成。配合辊13布置在由吸水带9形成的环的内部,靴式辊11布置在由压花带15形成的环的内部。靴式辊11包括压榨靴12和压榨套。压榨套优选在其外部的表面上具有沟槽。这些沟槽允许空气在压榨压区16中压榨过程中的补充流入,尤其是在将配合元件设计成吸式压榨辊的情况下。
55.压花带15设计成整体式膜或设计成打孔的多层式的层压膜。它们具有开口或穿孔,这些开口或穿孔以机械方式例如被冲孔、钻孔或用激光束或水束产生。用于结构化的元
件在此是开口或穿孔,将纤维料幅在结构化过程中压入所述开口或穿孔中。开口或穿孔之间的平面区域是不可渗透的。在靴式辊的恒定线力下,这尤其是与作用在吸式压榨辊中的负压共同作用地导致较高的脱水。纸巾幅21在延长的压榨压区中被小于300kn/m的线力压榨。
56.机器23的构造实现脱水压榨机10的压花压区16与传输压区18之间的短距离。为了良好的可运行性,压花压区16的末端与传输压区18的起始端之间的距离小于8m。
57.附图标记列表
58.1 流浆箱
59.2 外部的脱水带
60.3 内部的脱水带
61.4 成型辊
62.5 导辊
63.6 抽吸元件、吸辊
64.7 抽吸区域
65.8 转移区域
66.9 吸水带
67.10 脱水压榨机
68.11 靴式辊
69.12 压榨靴
70.13 配合辊
71.14 抽吸区域
72.15 压花带
73.16 压花压区、压榨压区
74.17 传输辊
75.18 传输压区
76.19 杨基滚筒
77.20 刮刀
78.21 纤维料幅
79.22 成型区域
80.23 机器
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1