一种高强度耐低温长纤尼龙的生产配方和生产工艺的制作方法
1.本发明涉及塑料改性技术领域,具体为一种高强度耐低温长纤尼龙的生产配方和生产工艺。
背景技术:
2.随着汽车和电动车行业的轻型化发展,越来越多的塑料被应用到汽车和电动车当中,但是由于汽车和电动车使用的温度范围跨度较大,高温能够达到80℃,而低温能够低至零下50℃,为了适应汽车行业的发展,市面上出现了高强度耐低温尼龙,但是市面上大部分的高强度耐低温尼龙由于在生产时部分的工艺缺陷,导致其性能仍然具有提升的空间,为此提出一种高强度耐低温长纤尼龙的生产配方和生产工艺,使得本发明产品在具有高强度的同时,兼具较好的耐低温韧性。
技术实现要素:
3.本发明的目的在于提供一种高强度耐低温长纤尼龙的生产配方和生产工艺,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种高强度耐低温长纤尼龙的生产配方,由以下重量份的原料制成:20
‑
30wt%的尼龙66、5
‑
10wt%的尼龙12、20
‑
30wt%的尼龙6、10
‑
20wt%的聚乙烯辛烯共弹性体、25
‑
35wt%的玻璃纤维、1.0
‑
3.0wt%的黑色母、1.0
‑
5.0wt%的润滑剂、1.0
‑
5.0wt%的抗氧化剂和0.1
‑
0.4wt%的反应剂,所述反应剂包括过氧化二异丙苯和马来酸酐。
5.作为本技术方案的优选,所述玻璃纤维为表面经过偶联剂浸润的连续型玻璃纤维,其直径为10
‑
20微米。
6.作为本技术方案的优选,所述黑色母为以聚乙烯、聚丙烯或者尼龙中的任意一种为载体的黑色母粒。
7.作为本技术方案的优选,所述黑色母的着色剂为碳黑或者苯胺黑。
8.作为本技术方案的优选,所述抗氧化剂为抗氧剂1098、抗氧剂1010和抗氧剂1620当中的任意一种或者多种的混合物。
9.作为本技术方案的优选,所述润滑剂为硅酮母粒、硬脂酸钙和硬脂酸锌中的一种或者多种的混合物。
10.一种高强度耐低温长纤尼龙的生产工艺,其生产步骤如下:
11.步骤一:按照顺序依次将尼龙66、尼龙6、尼龙12、黑色母、润滑剂和抗氧化剂投入低速搅拌机当中进行搅拌,得到混合料a;
12.步骤二:按照顺序依次将聚乙烯辛烯共弹性体和反应剂投入低速搅拌机当中进行搅拌,得到混合料b;
13.步骤三:将混合料a投入双阶式挤出机当中的双螺杆挤出机料斗中,将混合料b投入双阶式挤出机当中的单螺杆挤出机料斗中;
14.步骤四:设定好相关生产参数后,开启双阶式挤出机,同时在双螺杆挤出机的侧喂料口中加入玻璃纤维,挤出后得到改性尼龙丝条c;
15.步骤五:将改性尼龙丝条c浸入冷却水槽当中,然后经过切粒机牵引切粒后,得到半成品d;
16.步骤六:将半成品d干燥冷却后,得到成品。
17.更进一步地,所述混合料a的搅拌速度为60
‑
120r/min,搅拌时间为30
‑
60min。
18.更进一步地,所述混合料b的搅拌速度为30
‑
60r/min,搅拌时间为20
‑
40min。
19.更进一步地,所述双阶式挤出机当中的双螺杆挤出机其长径比为40:1,将其等长的分为十段,侧喂料口开设在第五段,双阶式挤出机当中的单螺杆挤出机其出料口与双螺杆挤出机的侧喂料口相连通。
20.更进一步地,所述双螺杆挤出机的螺杆组合能够控制玻璃纤维的长度为0.2
‑
0.5mm。
21.更进一步地,所述单螺杆挤出机生产时,其温度范围为180
‑
200℃,螺杆转速为80
‑
120r/min。
22.更进一步地,所述双螺杆挤出机生产时,其温度范围为180
‑
280℃,其螺杆转速为500
‑
700r/min。
23.与现有技术相比,本发明的有益效果是:
24.(1)、该高强度耐低温长纤尼龙的生产配方和生产工艺,双阶式挤出机的生产方式不但能够有效的降低生产的能耗,同时能够使得各种原材料能够更好的进行分散和融合,从而能够有效的提升改性尼龙的各项机械和物理性能。
25.(2)、该高强度耐低温长纤尼龙的生产配方和生产工艺,通过在双螺杆挤出机的侧喂料口喂进熔融的混合料a,其能够有效的保护与其共同进入侧喂料口的玻璃纤维,从而使得玻璃纤维具有合适的长度,进而提升产品的性能,从而在应对低温时产品内部的玻璃纤维能够取得较好的增韧效果。
附图说明
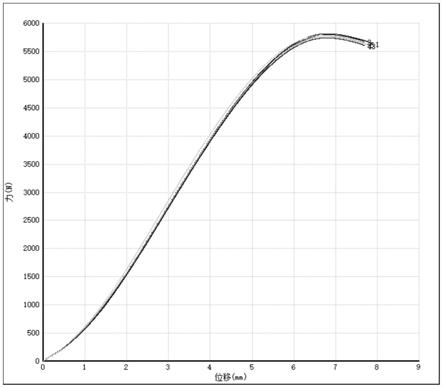
26.图1为本发明中实施例的拉伸测试曲线图;
27.图2为本发明中对比例的拉伸测试曲线图;
28.图3为本发明中实施例的弯曲测试曲线图;
29.图4为本发明中对比例的弯曲测试曲线图;
30.图5为本发明中实施例的热变形温度测试图。
具体实施方式
31.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
32.应注意的是,相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义或说明,则在随后的附图的说明中将不需要再对其进行进一步的具体讨
论和描述。
33.实施例:
34.本发明提供一种技术方案:一种高强度耐低温长纤尼龙的生产配方,由以下重量份的原料制成:100kg的尼龙66、20kg的尼龙12、100kg的尼龙6、40kg的聚乙烯辛烯共弹性体、120kg的玻璃纤维、10kg的黑色母、10kg的硅酮母粒、8kg的抗氧化剂、50g的过氧化二异丙苯和800g的马来酸酐;
35.在本技术方案中,玻璃纤维为表面经过偶联剂浸润的连续型玻璃纤维,其直径为15微米,玻璃纤维是一种性能优异的无机非金属材料,其种类繁多,优点是绝缘性好、耐热性强、抗腐蚀性好和机械强度高,但缺点是性脆和耐磨性较差,它是以叶腊石、石英砂、石灰石、白云石、硼钙石和硼镁石六种矿石为原料经高温熔制、拉丝、络纱、织布等工艺制造成的,其单丝的直径为几个微米到二十几个微米,相当于一根头发丝的1/20
‑
1/5,每束纤维原丝都由数百根甚至上千根单丝组成,而经过偶联剂浸润的连续型玻璃纤维,其能有效地将纤维单丝粘合成为原丝并在退绕过程中避免纱股间粘结,同时能够有效的增进纤维与树脂基材间的相溶性与粘结性从而能够大幅度的提升改性塑料的各种机械物理性能;
36.在本技术方案中,黑色母为以聚乙烯为载体的苯胺黑,苯胺黑是一种直接在棉织物上生成的、不溶于普通溶剂的黑色染料,苯胺黑着色力强,分散能低,吸光性能非常强,颜色稳固性能十分好,因为其是有机染料,因此在塑料中其粘结性强,不易脱色,同时该颜料还能产生消光效果,因此其适用于当做本技术方案中改性尼龙的颜料;
37.在本技术方案中抗氧化剂为质量比为1:1的抗氧剂1098和抗氧剂1010的混合物,其中抗氧剂1098的化学名称为n,n'
‑
双
‑
(3
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酰基)己二胺,其是一种不变色、不污染、耐热氧化,耐萃取的高性能通用抗氧剂,它主要用于聚酰胺、聚烯烃、聚苯乙烯、abs树脂、缩醛类树脂、聚氨酯以及橡胶等聚合物中,也可与含磷的辅助抗氧剂配合使用,以提高抗氧化性,其中抗氧剂1010其化学名称为四[β
‑
(3,5
‑
二叔丁基
‑4‑
羟基苯基)丙酸],为白色结晶粉末,化学性状稳定,其属于酚类抗氧剂,挥发性小、耐抽出性好、热稳定性高和持效性长,能有效地防止聚合物材料在长期老化过程中的热氧化降解,从而改善聚合物材料在高温加工条件下的耐变色性,在本案例中同时采用抗氧剂1010和抗氧剂1098进行复配,使得其产生一定的协同效应,进而提升其本身的抗氧化性能,产生1+1大于2的技术效果。
[0038]
一种高强度耐低温长纤尼龙的生产工艺,其生产步骤如下:
[0039]
步骤一:按照顺序依次将100kg的尼龙66、100kg的尼龙6、20kg的尼龙12、10kg的黑色母、10kg的硅酮母粒和8kg的抗氧化剂投入低速搅拌机当中进行搅拌,其搅拌速度设置为100r/min,搅拌时间为50min,得到混合料a;
[0040]
步骤二:按照顺序依次将40kg的聚乙烯辛烯共弹性体、50g的过氧化二异丙苯和800g的马来酸酐投入低速搅拌机当中进行搅拌,其搅拌速度设置为40r/min,搅拌时间为得到混合料b;
[0041]
步骤三:将混合料a投入双阶式挤出机当中的双螺杆挤出机料斗中,将混合料b投入双阶式挤出机当中的单螺杆挤出机料斗中,在本实施例中双螺杆挤出机采用螺杆直径为65mm的双螺杆挤出机,其长径比为40:1,将其等长的分为十段,侧喂料口开设在第五段,其第一段至第十段的温度依次设定为180℃、200℃、240℃、260℃、220℃、260℃、260℃、260
℃、260℃和270℃,其中双螺杆挤出机的机头温度设置为280℃,梯度式的温度设置能够有效的防止物料提前融化而产生打滑,进而造成双螺杆挤出机料斗中的混合料a产生架桥,同时第五段的低温设置,能够有效的防止混合料a流动性过大而从侧喂料口溢出,生产时双螺杆挤出机的螺杆转速设置为600r/min,同时本实施例中双螺杆挤出机的螺杆组合为56/56、80/80、80/80、72/72、64/64、56/56、44/44、56/5/45、66/7/60、80/80、64/64、56/56、56/56、45/5/45、66/7/60、56/56、44/44、44/44、66/10/30、56/8/45、36反、56/56、80/80、72/72、64/64、56/5/45、66/7/60、80/80、72/72、56/8/90、44/44、45/5/45、66/10/60、36反、72/72、80/80、80/80、72/72、64/64、56/56、44/44、44/44,采用该螺杆组合能够将玻璃纤维的长度有效的控制在0.2
‑
0.5mm之间,从而能够最大的发挥玻璃纤维的作用,提升本实施例中改性尼龙的各项物理和机械性能,在本实施例中单螺杆挤出机采用螺杆直径为90mm的单螺杆挤出机,其长径比为28:1,将其等长的分为四段,生产时第一段至第四段的温度依次设定为180℃、190℃、200℃和200℃,其挤出机头的温度设置为190℃,其螺杆转速设定为100r/min,在本实施例当中单螺杆挤出机的出料口与双螺杆挤出机的侧喂料口相连通,采用双阶式挤出机的生产方式不但能够有效的降低生产的能耗,同时能够使得各种原材料能够更好的进行融合,从而能够有效的提升改性尼龙的各项机械和物理性能,从而使得其制作出的产品能够适用于低温的恶劣环境,同时在侧喂料口二次加入熔融的混合料a,其能够有效的保护与其共同进入侧喂料口的玻璃纤维,从而使得玻璃纤维具有合适的长度,进而提升产品的性能;
[0042]
步骤四:按照步骤三依次设定好双阶式挤出机当中的单螺杆挤出机和双螺杆挤出机的相关生产参数后,开启设备,同时在双螺杆挤出机的侧喂料口中加入玻璃纤维,挤出后得到改性尼龙丝条c;
[0043]
步骤五:将改性尼龙丝条c浸入冷却水槽当中,然后经过切粒机牵引切粒后,得到半成品d,需要保证半成品d的粒子直径在10
‑
20mm之间,便于其进行散热和后续的储存;
[0044]
步骤六:将半成品d进行干燥冷却后,得到成品。
[0045]
对比例:
[0046]
不采用双阶式挤出机对其进行生产,仅采用双阶式挤出机中的双螺杆挤出机对其进行生产,在混料时将所有原材料混合在一起,加入双螺杆挤出机的下料斗当中,其余步骤均与实施例相同。
[0047]
对比测试:
[0048]
将实施例和对比例当中的产品采用型号为80t的海天注塑机结合模具,注塑成符合gb检测标准的检测样条,将检测样条按照gb检测标准进行预处理和低温后分别采用gb/t 2918
‑
1998塑料样条状态调节和试验的标准环境标准、gb/t1033.1
‑
2008非泡沫塑料密度的测定第1部分浸渍法、液体比重瓶法和滴定法、gb/t1040.2
‑
2006塑料拉伸性能的测定第2部分:模塑和挤塑塑料的试验条件、gb/t1043.1
‑
2008塑料简支梁冲击性能的测定第一部分:非仪器化冲击试验、gb/t1634.1
‑
2004塑料负荷变形温度的测定第1部分:通用试验方法、gb/t9341
‑
2008塑料弯曲性能的测定等检测标准,分别对实施例和对比例中产品的密度、拉伸性能、简支梁缺口冲击、热变形温度和弯曲性能进行测试。
[0049]
密度测试:
[0050]
将按照《gb/t 2918
‑
1998塑料样条状态调节和试验的标准环境标准》经过24小时
常温预处理的密度检测样条按照《gb/t1033.1
‑
2008非泡沫塑料密度的测定第1部分浸渍法、液体比重瓶法和滴定法》中的液体比重瓶法分别对实施例和对比例的检测样条密度进行测试,其测试步骤如下:
[0051]
称量干燥过的空比重瓶,在比重瓶中装上适量的样条并称重,用浸渍液浸过样条并将比重瓶放在干燥器中,抽真空将其中的空气赶出,中止抽真空,然后将比重瓶装满浸渍液,将其放人23℃士0.5℃的恒温液浴中恒温,然后将浸渍液准确充满至比重瓶容量所能容纳的极限处,将比重瓶擦干,称量盛有样条和浸渍液的比重瓶;
[0052]
将比重瓶倒空清洁后烘干,装入煮沸过的蒸馏水或去离子水,再用上述方法排除空气,在测试温度下称量比重瓶和内容物的质量。
[0053]
测试中浸渍液采用水,则样条在23℃时的密度为:
[0054]
ρ
s
=m
s
*ρ
l
/(m1‑
m2)
[0055]
其中ρ
s
为23℃时样条的密度,单位为克每立方厘米(g/cm3);
[0056]
m
s
为样条的表观质量,单位为克(g);
[0057]
m1为充满空比重瓶所需液体的表观质量,单位为克(g);
[0058]
m2为充满容有样条的比重瓶所需液体的表观质量,单位为克(g);
[0059]
ρ
l
为在23℃时的浸渍液密度,单位为克每立方厘米(g/cm3)。
[0060]
每个样品至少应测三个样条,计算三次测试的平均值,结果保留到小数点后第三位,其检测结果如表1所示:
[0061]
表1单位:g/cm3[0062]
密度测试123平均值实施例1.3531.3551.3521.353对比例1.3521.3531.3521.352
[0063]
拉伸测试:
[0064]
将按照《gb/t2918
‑
1998塑料样条状态调节和试验的标准环境标准》经过24小时常温预处理的拉伸检测样条按照《gb/t1040.2
‑
2006塑料拉伸性能的测定第2部分:模塑和挤塑塑料的试验条件》分别对实施例和对比例检测样条的拉伸强度和拉伸模量进行测试,其测试步骤如下:
[0065]
在每个样条中部距离标距每端5mm以内测量宽度b和厚度h,宽度b精确至0.1mm,厚度h精确至0.02mm记录每个样条宽度和厚度的最大值和最小值,并确保其在相应材料标准的允差范围内计算每个样条宽度和厚度的算术平均值,以便用于其他计算;
[0066]
将样条放到夹具中,务必使样条的长轴线与试验机的轴线成一条直线,当使用夹具对中销时,为得到准确对中,应在紧固夹具前稍微绷紧样条,然后平稳而牢固地夹紧夹具,以防止样条滑移,然后进行测试。
[0067]
其拉伸强度的计算公式为:
[0068]
σ=f/a
[0069]
其中σ为拉伸应力,单位为兆帕(mpa);
[0070]
f为所测的对应负荷,单位为牛(n);
[0071]
a为样条原始横截面积,单位为平方毫米(mm2)。
[0072]
其拉伸模量计算公式为:
[0073]
e
t
=(σ2‑
σ1)/(ε2‑
ε1)
[0074]
其中e
t
为拉伸弹性模量,单位为兆帕(mpa);
[0075]
σ1为应变值ε1=0.0005时测量的应力,单位为兆帕(mpa);
[0076]
σ2为应变值ε1=0.0025时测量的应力,单位为兆帕(mpa)。
[0077]
取实施例和对比例产品的拉伸样条各5根,分别测试其拉伸强度和拉伸模量,其检测结果如表2和表3所示,其检测曲线如图1和图2所示:
[0078]
表2单位:mpa
[0079]
拉伸强度12345平均值实施例144143142142143143对比例119119120121121120
[0080]
表3单位:mpa
[0081]
拉伸模量12345平均值实施例942091209053873891919104对比例765275847325771675247560
[0082]
弯曲测试:
[0083]
将按照《gb/t2918
‑
1998塑料样条状态调节和试验的标准环境标准》经过24小时常温预处理的弯曲检测样条按照《gb/t9341
‑
2008塑料弯曲性能的测定》分别对实施例和对比例检测样条的弯曲强度和弯曲模量进行测试,其测试步骤如下:
[0084]
测量试样中部的宽度b,精确到0.1mm;厚度h,精确到0.01mm,计算一组试样厚度的平均值h,剔除厚度超过平均厚度允差士2%的试样并用随机选取的试样来代替,应在室温下测量用于测定弯曲性能的试样尺寸,按公式l=(16
±
1)*平均值h,来调节跨度,并测量调节好的跨度,精确到0.5%;
[0085]
试验前试样不应过分受力,为避免应力应变曲线的起始部分出现弯曲,有必要施加预应力,并按受试材料标准的规定设置试验速度,若无相关标准,使弯曲应变速率尽可能接近1%/min,本次实验给定的试验速度为2mm/min,把试样对称地放在两个支座上,并于跨度中心施加力,本次实验应用自动记录装置记录试验过程中施加的力和相应的挠度,得到完整的应力应变曲线图3和图4所示。
[0086]
其弯曲强度的计算公式为:
[0087]
σ
f
=3fl/(2bh2)
[0088]
其中σ
f
为弯曲应力,单位为兆帕(mpa);
[0089]
f为施加的力,单位为牛顿(n);
[0090]
l为跨度,单位为毫米(mm);
[0091]
b为试样宽度,单位为毫米(mm);
[0092]
h为试样厚度,单位为毫米(mm)。
[0093]
其弯曲模量的计算公式为:
[0094]
e
f
=(σ
f2
‑
σ
f1
)/(ε
f2
‑
ε
f1
)
[0095]
其中e
f
为弯曲模量,单位为兆帕(mpa);
[0096]
σ
f1
为挠度为s1时的弯曲应力,单位为兆帕(mpa);
[0097]
σ
f2
为挠度为s2时的弯曲应力,单位为兆帕(mpa)。
[0116][0117][0118]
热变形温度:
[0119]
将按照《gb/t2918
‑
1998塑料样条状态调节和试验的标准环境标准》经过24小时常温预处理的热变形温度检测样条按照《gb/t1634.1
‑
2004塑料负荷变形温度的测定第1部分:通用试验方法》分别对实施例和对比例产品的热变形进行测试,其测试结果如表6所示:
[0120]
表6单位:℃
[0121]
密度测试123平均值实施例204.1204.1204.1204.1对比例205.3205.3205.3205.3
[0122]
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1