一种中空异形纤维纱线及其制备方法与流程
1.本发明涉及纺织技术领域,具体地说,涉及一种中空异形纤维纱线及其制备方法。
背景技术:
2.随着纺织技术的发展,以及纺织品在鞋材领域中应用的普及和发展,消费者对鞋材的要求越来越高,比如更加通透的透气性、更加轻的鞋体重量,而要求提高透气性和降低鞋体重量时,势必要降低鞋面的厚度以及稀化纺织密度,这样做的后果势必会对单根纱线的单位造成更大的磨损,使纱线更容易被折断,而单根纱线的某处被折断后,也会影响到整个纺织鞋面的整体牢固度使断点不断扩大,最终造成鞋面的大面积破损而不能使用。
3.针对上述为了降低鞋面厚度及稀化纺织密度而造成纱线物性的不足,现有技术往往通过进行不同材料的复合,比如复丝、包芯纱的形式来提高纱线的物性指标,但是复丝、包芯纱虽然提高了物性却也增加了单位重量,同时也失去了传统单丝的透明度及原有的立体感;现有技术也有使用中空纱来降低单位重量,但却无法提高纱线物性。
技术实现要素:
4.为解决上述现有纱线技术中无法同时满足纱线提高物性及降低单位重量的问题,本发明提供了一种中空异形纤维纱线及其制备方法。
5.【本发明公开了一种中空异形纤维纱线】一种中空异形纤维纱线,包括至少一根纱线本体,所述纱线本体由若干异形单丝首尾相互连接而成,且若干异形单丝间形成中空的空腔。
6.优选的,所述异形单丝首尾两端宽度小于异形单丝中段宽度。
7.优选的,所述异形单丝由热塑性聚合材料组成。
8.优选的,所述热塑性聚合材料为ptt、pet、pbt、pa、pp、cd、聚酰胺纤维等中的至少一种。
9.优选的,由至少两根纱线本体加捻形成的复丝。
10.优选的,由至少两根纱线本体空气打点形成的复丝。
11.优选的,所述空腔的横截面为三角形、多边形、椭圆形、花瓣形中的一种。
12.优选的,空腔中设置有一根圆形单丝,圆形单丝与异形单丝间通过连接纤维连接。
13.【本发明还公开了一种中空异形纤维纱线的制备方法】一种中空异形纤维纱线的制备方法,包括:熔融挤出:将热塑性聚合材料放入挤出机进行熔融挤出;喷丝管喷丝:将热熔后的热塑性聚合材料通过分离式喷丝管喷出成丝;冷却:使用三段式风冷箱冷却,三段风冷温度从高到低分别是80~90℃、60~70℃、40~50℃;热拉伸:使用热定型箱拉伸定型,热定型温度140~150℃;上油:上油装置上油,上油量控制在0.5~0.7%;
卷绕成型:绕卷速度500m/min。
14.优选的,所述分离式喷丝管活动连接在挤出机物料出口,且分离式喷丝管的长度为10~20cm。
15.通过采用上述的技术方案,本发明的有益效果是:1、与现有技术相比,本方案形成的中空异形纤维纱线,其中空面积相对于现有传统中空纱线面积大,使本方案形成的中空异形纤维纱线的单位克重比传统中空纱线低,使本方案制成的成品重量会更轻。
16.2、与现有技术相比,本方案的中空异形纤维纱线由若干独立的异形单丝首尾相互连接形成,相对于现有技术一体成型的纱线,在受到同样的外力情况下,本方案的中空异形纤维纱线连接处断裂,由一根纱线分散成多根独立的单丝,依然能保持纱线的完整性;而现有技术的纱线由于是一体成型,某一点断裂后将使整根纱线断裂,本方案制成的成品耐折性相比现有技术有了提高。
17.3、与现有技术相比,本方案的中空异形纤维纱线中的各个异形单丝可以是单种材料,也可以是多重材料进行连接,只有在连接处进行了熔合,相对于现有包芯纱进行包裹熔合,本方案的中空异形纤维纱线最大程度的保留各种材料的特性,不会因为不同材料间的熔合造成材料特性的损失。
附图说明
18.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图做简单的介绍,显而易见地,下面描述中的附图仅仅是本发明的一个或者数个实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据此类附图获得其他的附图。
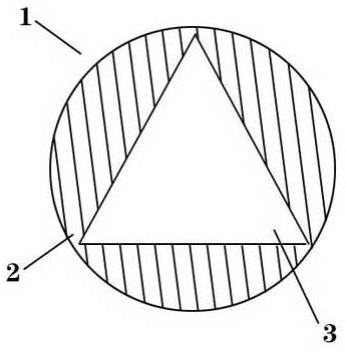
19.图1为本发明的三角形中空空腔横截面图;图2为本发明的多边形中空空腔横截面图;图3为本发明的椭圆形中空空腔横截面图;图4为本发明的花瓣形中空空腔横截面图;图5为本发明的空腔中设置有圆形单丝横截面图;图6为本发明的制备工艺流程图,主要附图标记说明:1、纱线本体;2、异形单丝;3、空腔;4、圆形单丝;5、连接纤维。
具体实施方式
20.以下将结合附图及实施例来详细说明本发明的实施方式,借此对本发明如何应用技术手段来解决技术问题,并达成技术效果的实现过程能充分理解并据以实施。需要说明的是,只要不构成冲突,本发明中的各个实施例以及各实施例中的各个特征可以互相结合,所形成的技术方案均在本发明的保护范围之内。
21.同时,在以下说明中,出于解释的目的而以简易的条纹提花为例阐述了许多具体细节,以提供对本发明实施例的彻底理解。然而,对本领域的技术人员来说显而易见的是,本发明可以不用这里的具体细节或者所描述的特定方式来实施。
[0022] [根据本发明提供的一种中空异形纤维纱线]
一种中空异形纤维纱线,包括至少一根纱线本体1,所述纱线本体1由若干异形单丝2首尾相互连接而成,且若干异形单丝2间形成中空的空腔3,异形单丝2首尾两端宽度小于异形单丝2中段的宽度,使连接处的连接面的宽度小于异形单丝2中段的宽度,异形单丝2有热塑性聚合材料组成,所述热塑性聚合材料为ptt、pet、pbt、pa、pp、cd、聚酰胺纤维等中的至少一种;所述空腔3的横截面为三角形、多边形、椭圆形、花瓣形中的一种,空腔3中还可以设置有一根圆形单丝4,圆形单丝4与异形单丝2间通过纤维连接;所述中空异形纤维纱线还可以是有至少两根单丝本体通过加捻或空气打点的形式形成复丝。
[0023]
[根据本发明提供的一种中空异形纤维纱线的制备方法]一种中空异形纤维纱线的制备方法,包括:s1熔融挤出:将热塑性聚合材料放入挤出机进行熔融挤出;s2喷丝管喷丝:将热熔后的热塑性聚合材料通过分离式喷丝管喷出成丝,所述分离式喷丝管活动连接在挤出机物料出口,且分离式喷丝管的长度为10~20cm;s3冷却:使用三段式风冷箱冷却,三段风冷温度从高到低分别是80~90℃、60~70℃、40~50℃;s4热拉伸:使用热定型箱拉伸定型,热定型温度140~150℃;s5上油:上油装置上油,上油量控制在0.5~0.7%;s6卷绕成型:卷绕速度500m/min。
[0024]
实施例1参照图1,本发明提供一种中空异形纤维纱线,包括至少一根纱线本体1,所述纱线本体1由三根异形单丝2首尾相连而成,且三根异形单丝2间形成一个三角形的中空的空腔3,三根异形单丝2的连接点的连接宽度小于异形单丝2中间段的宽度,三根单丝均由pet制成。
[0025]
为了满足某些工艺需求,可以使用至少二根纱线本体1通过加捻或者空气打点的方式复捻成复丝。
[0026]
由本发明提供的中空异形纤维纱线制成的产品,由于三角形的中空的空腔3面积比现有中空纱线的空腔3面积大,因此产品重量更轻;产品在受到超过纱线本体1能承受的外力后,三根异形单丝2连接点断裂,分成三根独立的单丝保证产品受力点的完整性,使产品不会产生断裂。
[0027]
为说明本发明所提供的中空异形纤维纱线相比现有技术所制成的纱线在物性上的提升,特提供相关实验数据如下:
实施例2参照图2,本发明提供一种中空异形纤维纱线,包括至少一根纱线本体1,所述纱线本体1由六根异形单丝2首尾相连而成,且六根异形单丝2间形成一个六边形的中空的空腔3,六根异形单丝2的连接点的连接宽度小于异形单丝2中间段的宽度,六根单丝均由pa制成。
[0028]
为了满足某些工艺需求,可以使用至少二根纱线本体1通过加捻或者空气打点的方式复捻成复丝。
[0029]
由本发明提供的中空异形纤维纱线制成的产品,由于六边形的中空的空腔3面积比现有中空纱线的空腔3面积大,因此产品重量更轻;产品在受到超过纱线本体1能承受的外力后,六根异形单丝2连接点断裂,分成六根独立的单丝保证产品受力点的完整性,使产品不会产生断裂。
[0030]
实施例3参照图3,本发明提供一种中空异形纤维纱线,包括至少一根纱线本体1,所述纱线本体1由两根异形单丝2首尾相连而成,且两根异形单丝2间形成一个椭圆形的中空的空腔3,两根异形单丝2的连接点的连接宽度小于异形单丝2中间段的宽度,两根单丝均由cd制成。
[0031]
为了满足某些工艺需求,可以使用至少二根纱线本体1通过加捻或者空气打点的方式复捻成复丝。
[0032]
由本发明提供的中空异形纤维纱线制成的产品,由于椭圆形的中空的空腔3面积比现有中空纱线的空腔3面积大,因此产品重量更轻;产品在受到超过纱线本体1能承受的外力后,两根异形单丝2连接点断裂,分成两根独立的单丝保证产品受力点的完整性,使产品不会产生断裂。
[0033]
实施例4参照图4,本发明提供一种中空异形纤维纱线,包括至少一根纱线本体1,所述纱线本体1由十二根异形单丝2首尾相连而成,且十二根异形单丝2间形成一个花瓣形的中空的空腔3,十二根异形单丝2的连接点的连接宽度小于异形单丝2中间段的宽度,十二根单丝均由ptt制成。
[0034]
为了满足某些工艺需求,可以使用至少二根纱线本体1通过加捻或者空气打点的方式复捻成复丝。
[0035]
由本发明提供的中空异形纤维纱线制成的产品,由于花瓣形的中空的空腔3面积比现有中空纱线的空腔3面积大,因此产品重量更轻;产品在受到超过纱线本体1能承受的外力后,十二根异形单丝2连接点断裂,分成十二根独立的单丝保证产品受力点的完整性,使产品不会产生断裂。
[0036]
实施例5参照图5,本发明提供一种中空异形纤维纱线,包括至少一根纱线本体1,所述纱线本体1由三根异形单丝2首尾相连而成,且三根异形单丝2间形成一个三角形的中空的空腔3,三根异形单丝2的连接点的连接宽度小于异形单丝2中间段的宽度,五根单丝均由pet制成;在三角形的空腔3中设置有一根圆形单丝4,圆形单丝4通过三根连接纤维5分别于三根异形单丝2进行连接。
[0037]
为了满足某些工艺需求,可以使用至少二根纱线本体1通过加捻或者空气打点的方式复捻成复丝。
[0038]
由本发明提供的中空异形纤维纱线制成的产品,由于三角形的中空的空腔3面积比现有中空纱线的空腔3面积大,因此产品重量更轻;产品在受到超过纱线本体1能承受的外力后,三根异形单丝2连接点及连接纤维5断裂,分成四根独立的单丝保证产品受力点的完整性,使产品不会产生断裂。
[0039]
实施例6参照图6,本发明提供一种中空异形纤维纱线的制备方法,其制备方法包括:s1 熔融挤出:将调配好的热塑性聚合材料放入挤出机进行材料的熔融并从物料出口挤出;s2 喷丝管喷丝:将分离式喷丝管活动连接到挤出机物料出口上的连接口上,被挤出的材料进入分离式喷丝管中形成中空异形纤维的形状并喷出形成胚丝;s3 冷却:胚丝通过牵引输送装置送入三段式风冷箱冷却,三段风冷温度从高到低分别是80~90℃、60~70℃、40~50℃;s4 热拉伸:冷却后的胚丝牵引输送进入热定型箱进行拉伸定型,热定型温度为140~150℃;s5 上油:定型后的成品丝牵引输送进入上油装置进行上油,上油量控制在0.5~0.7%;s6 卷绕成型:上油后的成品丝进行卷绕,卷绕速度500m/min。
[0040]
实施例7参照图1
‑
5,本发明提供一种中空异形纤维纱线,在纺织工艺中,本方案的纱线本体1在生产过程中配合送纱设备对纱线张力的控制以及织针的配合,使局部的异形单丝2与生产设备产生过量摩擦,造成异形单丝2的该部分连接处受力过大,从而使纱线本体1的部分位置断裂分散,使部分区域由一根完整的纱线本体1分裂成多根独立的异形单丝2,使得最后生产出来的织物具备不一样的工艺效果,同时也提高了后期染色的渗透率。
[0041]
以上示意性的对本发明及其实施方式进行了描述,该描述没有限制性,附图中所示的也只是本发明的实施方式之一,实际的结构并不局限于此。所以,如果本领域的普通技术人员受其启示,在不脱离本发明创造宗旨的情况下,不经创造性的设计出与该技术方案相似的结构方式及实施例,均应属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1