箱盒成型机的制作方法
箱盒成型机
1.本技术是申请人派克赛泽有限责任公司,申请日为2017年6月8日,申请号为201780050017.x(pct国际申请号为pct/us2017/036606),发明名称为“箱盒成型机”的发明专利申请的分案申请。
2.相关文献的交叉引用
3.本技术要求享有于2017年6月7日提交的名称为“箱盒成型机(box forming machine)”的美国专利申请第15/616,688号、于2016年6月16日提交的名称为“箱盒成型机(box forming machine)”美国临时申请第62/351,127号以及于2016年11月22日提交的名称为“箱盒成型机(box forming machine)”的美国临时申请第62/425,457号的优先权和权益。所有上述申请均通过引用整体并入本文。
技术领域
4.本公开的示例性实施例涉及用于将片材转换成箱盒的系统、方法和装置。更具体地,示例性实施例涉及箱盒成型机,该箱盒成型机将纸板、瓦楞纸板、硬纸板(cardboard)和类似的片材转换成箱盒模板并将箱盒模板折叠和胶合以形成未竖立的(un
‑
erected)箱盒。
背景技术:
5.运输(shipping)和包装行业经常使用将片材转换成箱盒模板的纸板和其他片材加工设备。这种设备的一个优点是发货者(shipper)可以根据需要来制备所需尺寸的箱盒,而不是保持各种尺寸的标准预制箱盒的原料(stock)。因此,发货者无需预测其对特定箱盒尺寸的要求,也无需存放多个标准尺寸的预制箱盒。相反地,发货者可以存储一捆或多捆扇式折叠(fanfold,折扇状)材料,这样的扇式折叠材料可以被用来基于每次运输时的特定箱盒尺寸需求而生成各种箱盒尺寸。这样就允许发货者减少定期使用的运输供应通常所需的存储空间,并且减少与预测箱盒尺寸需求的固有不准确过程相关的浪费和成本(因为运输的物品及其各自的尺寸时常变化)。
6.除了降低与存储多种尺寸的预制箱盒相关的低效率之外,创建定制尺寸的箱盒还减少了包装和运输成本。在实施环节(fulfilment industry),估计所运输的物品通常被包装在比所运输的物品大65%左右的箱盒中。由于用于制造较大箱盒的剩余材料的成本,对于特定物品而言太大的箱盒会比为该物品定制尺寸的箱盒更为昂贵。当物品被包装在一个超大尺寸的箱盒中时,填充材料(例如,聚苯乙烯泡沫塑料、泡沫花生、纸、空气枕头等)通常被放置在箱盒中,以防止该物品在箱盒内移动并防止箱盒在施加压力时(例如,当用胶带封闭或堆叠箱盒时)坍塌。这些填充材料进一步增加了与在超大尺寸的箱盒中包装物品相关的成本。
7.与运输处在超大尺寸的箱盒中的物品相比,定制尺寸的箱盒还降低了与运输物品相关的运输成本。装有比被包装物品大65%的箱盒的运输车辆比装有定制尺寸以适合被包装物品的箱盒的运输车辆运行成本低得多。换言之,装有定制尺寸包装的运输车辆可以携带相当大量的包装,这可以减少运输相同数量的物品所需的运输车辆的数量。因此,除了基
于包装的重量计算运输价格之外或作为其替代方案,运输价格通常受运输包装的尺寸的影响。因此,减小物品包装的尺寸可以降低运输物品的价格。即使运输价格不是基于包装的尺寸而计算的(例如,仅基于包装的重量而计算),使用定制尺寸的包装可以降低运输成本,因为较小而定制尺寸的包装由于使用较少的包装和填充材料而将比超大包装重量小。
8.尽管片材加工机和相关设备能够潜在地减少与囤积标准尺寸的运输用品相关的不便,并减少存储这种运输用品所需的空间量,但是先前可用的机器和相关设备具有各种缺点。例如,先前可用的机器具有显著的占地面积(footprint)并占据了大量的地板空间。这些大型机器和设备占用的地板空间举例来说本可以更好地用于例如存储待运输的货物。除了占地面积大之外,先前可用的机器和相关设备的尺寸也使得其制造、运输(transportation)、安装、维护、维修和更换耗时并且昂贵。
9.此外,先前的箱盒成型系统需要使用多台机器和大量的人力劳动。例如,典型的箱盒成型系统包括转换机,该转换机对片材进行切割、刻划和/或折叠以形成箱盒模板。一旦形成模板,操作员就从转换机中移除模板,并在模板中产生制造者的结合部(manufacturer’s joint)。制造者的结合部是模板的两个相对端彼此连结的地方。这可以手动和/或使用附加机器来完成。例如,操作者可以将胶水(例如,用胶枪)施加到模板的一端,并且可以折叠模板以将相对端用其之间的胶水接合在一起。替代地,操作者可以至少部分地折叠模板并将模板插入胶合机中,该胶合机将胶水施加到模板的一端并将两个相对端连结在一起。无论哪种情况,都需要大量的操作员参与。此外,使用单独的胶合机使系统复杂化,并且可以显着地增加整个系统的尺寸。
10.因此,具有相对小且简单的箱盒成型机将是有利的,该箱盒成型机可以形成箱盒模板并且以连续的过程折叠和胶合模板,而无需大量的人工劳动。
技术实现要素:
11.本公开的示例性实施例涉及用于将片材转换成箱盒的系统、方法和装置。更具体地,示例性实施例涉及箱盒成型机,该箱盒成型机将纸板、瓦楞纸板、硬纸板和类似的片材转换成箱盒模板并将箱盒模板折叠和胶合以形成未竖立的箱盒。
12.例如,箱盒成型机的一个实施例包括转换器组件、折叠组件和附接组件。转换器组件被构造成在片材上执行一个或多个转换功能,以将片材转换为箱盒模板。折叠组件被构造成接合箱盒模板的第一端并将箱盒模板的第一端移动到预定位置。附接组件被构造成接合箱盒模板的第二端并将箱盒模板的第二端朝向箱盒模板的第一端移动并与之接合。
13.根据另一实施例,箱盒成型机包括被安装在框架上的转换器组件。转换器组件被构造成在片材上执行一个或多个转换功能,以将片材转换为箱盒模板。折叠组件被构造成接合箱盒模板的第一端并将箱盒模板的第一端移动到预定位置。折叠组件包括折叠头,折叠头具有折叠板和第一夹具(clamp),箱盒模板的第一端可以在折叠板与第一夹具之间被选择地夹紧。折叠头被可移动地连接到框架,以使箱盒模板的第一端能够移动到预定位置。附接组件被构造成接合箱盒模板的第二端并将箱盒模板的第二端朝向箱盒模板的第一端移动并与之接合。附接组件包括附接头,附接头具有用于选择性地附接到箱盒模板的第二端的一个或多个附接机构。附接头被可移动地连接到框架,以使箱盒模板的第二端能够朝向箱盒模板的第一端移动并与之接合。
14.根据另一实施例,箱盒成型机包括转换器组件和进料更换器(infeed changer)。进料更换器被构造成将不同的片材引导到转换器组件中。进料更换器包括至少一组上部的引导通道和至少一组下部的引导通道,至少一组上部的引导通道被构造成将第一片材引导到进料更换器中,至少一组下部的引导通道被构造成将第二片材引导到进料更换器中。进料更换器还包括被构造成将第一片材或第二片材拉入进料更换器的主动辊(active roller)。主动辊被构造成沿第一方向并沿第二方向旋转。主动辊沿第一方向的旋转将第一片材拉入进料更换器,主动辊沿第二方向的旋转将第二片材拉入进料更换器。
15.另一实施例包括箱盒成型机,该箱盒成型机具有框架、转换器组件和贴标器(labeler)。转换器组件被安装到框架上,并被构造成在片材上执行一个或多个转换功能,以在片材移动通过转换组件时将片材转换成箱盒模板。贴标器被可移动地安装到框架上,并被构造成相对于箱盒模板移动,并在箱盒模板移动通过转换器组件时将标签施加于箱盒模板上的所需位置。
16.根据以下描述和所附权利要求,本公开的这些和其他的目的和特征将变得更加明显,或者可以通过如下文所述的本公开的实践而知晓。
附图说明
17.为了进一步明确本发明的上述和其他优点和特征,将通过参考在附图中示出的本发明的特定实施例来呈现本发明的更具体的描述。应理解的是,这些附图仅描绘本发明的所示实施例,因此不应视为限制其范围。通过附图的使用,将用附加的特征和细节来描述和解释本发明,在附图中:
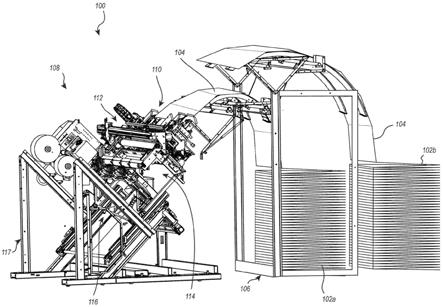
18.图1示出了作为系统的一部分以用于由片材形成箱盒的箱盒成型机;
19.图2示出了图1的箱盒成型机的进料更换器的第一侧视图;
20.图3示出了图1的箱盒成型机的进料更换器的第二侧视图;
21.图4示出了图1的箱盒成型机的转换器组件的第一侧视图;
22.图5示出了图1的箱盒成型机的转换器组件的第二侧视图;
23.图6示出了图1的箱盒成型机的折叠组件的立体图;
24.图7a示出了图6的折叠组件的折叠头的立体图;
25.图7b至图7e示出了图7a的与箱盒模板相互作用的折叠头;
26.图8示出了图1的箱盒成型机的附接组件的立体图;
27.图9示出了图8的附接组件的附接头的立体图;
28.图10和图11示出了图8的附接组件的附接头的局部视图;
29.图12a至图12d示出了图8的与箱盒模板相互作用的附接头;以及
30.图13a至图13i示出了与箱盒模板相互作用的箱盒成型机的另一实施例。
具体实施方式
31.本文描述的实施例一般涉及用于处理片材并将其转换成箱盒的系统、方法和装置。更具体地,所描述的实施例涉及箱盒成型机,该箱盒成型机将片材(例如,纸板、瓦楞纸板、硬纸板)转换成箱盒模板,并将箱盒模板折叠和胶合以形成未竖立的箱盒。
32.虽然将参考具体构造来详细描述本公开,但这些描述是说明性的,不应被解释为
限制本发明的范围。在不脱离由权利要求限定的本发明的精神和范围的情况下,可对所示的构造进行各种修改。为了更好地理解,在各个附图中,相同的部件用相同的附图标记来表示。
33.如本文所用的,术语“捆(bale,包)”是指一批片材,这批片材在至少一个方向上基本刚性,并且可被用于制造箱盒模板。例如,这样的捆可以由连续的材料片或任何特定长度的材料片、例如由瓦楞纸板和纸板片材来形成。此外,捆可具有基本上平坦且被折叠或缠绕在卷轴上的原材料(stock material)。
34.如本文所用的,术语“箱盒模板”是指可折叠成箱盒状形状的基本上平坦的一批原料。箱盒模板可以具有允许箱盒模板被弯曲和/或折叠成箱盒的凹口、切口、分隔区(divide)和/或折痕(crease)。此外,箱盒模板可以由本领域技术人员公知的任何合适的材料制成。例如,纸板或瓦楞纸板可被用作箱盒模板材料。合适的材料也可具有允许其被弯曲和/或折叠成箱盒式形状的任何厚度和重量。
35.如本文所用的,术语“折痕”是指箱盒模板可沿其被折叠的线。例如,折痕可以是箱盒模板材料中的压痕(indentation),压痕可有助于折叠箱盒模板中的由折痕而相对于彼此分开的部分。可通过施加足够的压力以减小材料在所需位置的厚度和/或通过沿所需位置移除一些材料(例如,通过刻划)来产生合适的压痕。
36.术语“凹口(notch)”、“切口(cutout)”和“切痕(cut)”在本文中可被可互换式地使用,并且指的是通过从模板移除材料、或通过分离模板的各部分从而产生穿过模板材料的分隔区,而由此产生的形状。
37.图1示出了可用于产生箱盒的系统100的立体图。系统100包括片材104的捆102a、102b。系统100还包括送料组件106,送料组件有助于将片材104引导到箱盒成型机108中。如下更详细地描述的,箱盒成型机108包括送料更换器110、转换器组件112、折叠组件114和附接组件116。送料更换器110、转换器组件112、折叠组件114和附接组件116被安装在框架117上或连接到框架。
38.通常,送料更换器110被构造成将片材104从期望的捆102a、102b推进到转换器组件112中。捆102a、102b可由具有彼此不同的特性(例如,宽度、长度、厚度、刚度、颜色等)的片材104形成。例如,如图1所示,捆102a的宽度可以小于捆102b的宽度。因此,可以期望使用来自捆102a的片材104来形成较小的箱盒,从而浪费较少的片材。
39.在片材104穿过送料更换器110之后,片材104穿过转换器组件112,在转换器组件中,在片材104上执行一个或多个转换功能,以由片材104来形成箱盒模板。转换功能可包括切割、折缝、弯曲、折叠、穿孔和/或刻划片材104,以便由片材形成箱盒模板。
40.当箱盒模板离开转换器组件112时,折叠组件114接合片材104/箱盒模板的前端。折叠组件114移动并将片材104/箱盒模板的前端重新定向到已知位置,在该已知位置,胶被施加到片材104/箱盒模板的前端。在一些实施例中,在转换器组件112继续在片材104上执行转换功能以完成箱盒模板的同时,折叠组件114开始移动/重新定向片材104/箱盒模板的前缘。
41.在箱盒模板的前端被移动/重新定向并且胶被施加到箱盒模板的前端上的同时,箱盒模板的其余部分被推出转换器组件112。此时,附接组件116接合箱盒模板的尾端。然后箱盒模板的尾端和箱盒模板的前端被放在一起,且由之前被施加在箱盒模板前端的胶来将
它们彼此连结或附接(以产生制造者的结合部)。在箱盒模板的前端和尾端被附接在一起之后,经过折叠及胶合的箱盒模板就是未竖立的箱盒。然后,该未竖立的箱盒从箱盒成型机108被释放出来,并且可以被竖立成箱盒。
42.现在将注意力转向图2和图3,其更详细地示出了送料更换器110。为了清楚和便于说明,图2和图3示出了没有箱盒成型机108的其余部分的送料更换器110。片材104从图2中所示的送料更换器的第一或入口侧进入送料更换器110。片材104从图3所示的送料更换器的第二侧或出口侧离开送料更换器110。
43.如图2中可见,送料更换器110可包括一个或多个引导通道118(118a
‑
118h)。引导通道118可以被构造成使片材104平坦化(变平),以便将基本平坦的片材输送通过转换器组件112。如图所示,例如,每个引导通道118包括相对的上导板和下导板,上导板和下导板被间隔开至足以允许片材104从上导板和下导板之间通过,但又靠近在一起至足以使片材104平坦化。在一些实施例中,如图2所示,上导板和下导板可以在开口端处张开(flared)或进一步间隔开,以便于片材104在上导板和下导板之间插入。
44.引导通道118中的一些可以沿着送料更换器110的宽度被保持或固定在固定位置,而其他引导通道118能够沿着送料更换器110的宽度的至少一部分移动。在所示实施例中,送料更换器110包括可移动引导通道118b、118c、118f、118g和固定引导通道118a、118d、118e、118h。更具体地,固定引导通道118a、118d、118e、118h可以被固定在靠近送料更换器110的相对侧的位置。可移动引导通道118b、118c、118f、118g被设置在送料更换器110以及固定引导通道118a、118d、118e、118h的左侧和右侧之间,使得可移动引导通道118b、118c、118f、118g能够在送料更换器110和固定引导通道118a、118d、118e、118h的相对侧之间来回移动。
45.可移动引导通道118b、118c、118f、118g能够移动,因此送料更换器110可以容纳不同宽度的片材104。例如,当较窄的片材104被转换时,与较宽的片材104被转换时相比,可移动引导通道118b能够更靠近固定引导通道118a。而当较宽的片材104被转换时,可移动引导通道118b可以移动远离固定引导通道118a,以使得较宽的片材104可以穿过引导通道118a、118b之间。类似地,可移动引导通道118c可相对于固定引导通道118d移动,以容纳不同宽度的片材104。同样,可移动引导通道118f、118g可分别相对于固定引导通道118e、118h移动,以容纳不同宽度的片材104。
46.可移动引导通道118b、118c、118f、118g可以朝向它们相应的固定引导通道118a、118d、118e、118h被偏置,以使得无论片材104有多宽,各组可移动引导通道和固定引导通道118均将适当地间隔开,以引导片材104沿直线通过送料更换器110。可移动引导通道118b、118c、118f、118g可以借助弹簧或其他弹性机构,而朝向固定引导通道118a、118d、118e、118h被偏置。
47.在所示实施例中,送料更换器110包括四组引导通道118(例如,固定引导通道118a和可移动引导通道118b;可移动引导通道118c和固定引导通道118d;固定引导通道118e和可移动引导通道118f;可移动引导通道118g和固定引导通道118h),这四组引导通道将多个长度的片材104引导到送料更换器110中。在所示实施例中,引导通道118的组被排列成两列和两行的图案。一行包括引导通道组118a、118b和引导通道组118c、118d,而第二行包括引导通道组118e、118f和引导通道组118g、118h。类似地,一列包括引导通道组118a、118b和引
导通道组118e、118f,而第二列包括引导通道组118c、118d和引导通道组118g、118h。
48.位于同一行的引导通道组彼此水平地偏移并且彼此竖直地对齐。相反地,位于同一列的引导通道组彼此竖直地偏移并且可以至少部分地彼此对齐。例如,固定引导通道118a、118e水平地对齐并且彼此竖直地偏移。由于它们能够移动以容纳不同宽度的片材104,可移动引导通道118b、118f可以彼此竖直地对齐或可以不彼此竖直地对齐。类似地,可移动引导通道118fc、118g可以彼此竖直地对齐或可以不彼此竖直地对齐。
49.尽管以2
×
2的布置示出并描述了具有四组引导通道的送料更换器110,但是应当理解,送料更换器110可以包括一行或多行以及一列或多列中的一组或多组引导通道,用于将一个或多个并排的和/或竖直地偏移多个长度的片材104(例如,来自多个捆102)输送通过送料更换器110。
50.如图2和图3所示,送料更换器110还包括多个送料辊,这些送料辊将片材104拉入送料更换器110,且推进片材104通过送料更换器110并进入转换器组件112。更具体地,所示实施例包括主动送料辊120和多个压力送料辊122(例如,顶部压力送料辊122a、底部压力送料辊122b)。主动送料辊120可以通过致动器或马达而主动地滚动,以推进片材104。尽管压力送料辊122通常不通过致动器而主动地滚动,但是压力送料辊122仍然可以滚动以有助于推进片材104。
51.主动送料辊120被固定到送料更换器110,使得主动送料辊120保持在大致相同的位置。相反地,压力送料辊122中的至少一些可以沿着送料更换器110的宽度的至少一部分移动。例如,取决于正在形成的箱盒模板的尺寸,压力送料辊122可以移动得更靠近在一起或者进一步分开,以有助于以大致直线的方向推进片材104。
52.在一些实施例中,例如所示实施例中,每个压力送料辊122连接到引导通道118或以其他方式与引导通道相关联。因此,与可移动引导通道118b、118c、118f、118g相关联的压力送料辊122随着可移动引导通道118b、118c、118f、118g的移动而移动。例如,如果可移动引导通道118b被移动以容纳较宽或较窄长度的片材104,则与引导通道118b相关联的压力送料辊122a将移动,以便与较宽或较窄长度的片材104对齐。
53.在所示实施例中,存在顶部压力送料辊122a和底部压力送料辊122b。顶部压力送料辊122a大致竖直地被设置在主动送料辊120上方,且底部压力送料辊122b大致竖直地被设置在主动送料辊120下方。顶部压力送料辊122a和底部压力送料辊122b的定位以及主动送料辊120的旋转方向允许来自不同捆102的片材104被推进并通过送料更换器110。
54.例如,如果主动送料辊120沿第一方向旋转(即,主动送料辊120的顶表面沿大致从图2所示的送料更换器110的入口侧朝向如图3所示的送料更换器110的出口侧的方向旋转),被设置在顶部的一组或两组引导通道(即,固定引导通道118a和可移动引导通道118b;可移动引导通道118c和固定引导通道118d)之间的片材104将被推进通过送料更换器110。相反地,如果主动送料辊120沿第二方向旋转(即,主动送料辊120的底表面沿大致从图2中所示的送料更换器110的入口侧朝向如图3所示的送料更换器110的出口侧的方向旋转),被设置在底部的一组或两组引导通道(固定引导通道118e和可移动引导通道118f;可移动引导通道118g和固定引导通道118h)之间的片材104将被推进通过送料更换器110。因此,通过简单地改变主动送料辊120的旋转方向,来自不同捆102的片材104可以被选择且被推进通过送料更换器110。
55.在一些实施例中,压力送料辊122可在主动(active)位置与非主动(inactive)位置之间移动。在非主动位置,压力送料辊122可以不将片材104压靠在主动送料辊120上(或者至少没有足够的压力),以允许主动送料辊120推进片材104。相反地,当压力送料辊122移动到主动位置时,压力送料辊122可以以足够的压力将片材104压靠在主动送料辊120上,使得主动送料辊120推进片材104。
56.现在将注意力转向图4和图5,图4和图5更详细地示出了转换器组件112。为了清楚和便于说明,图4和图5示出了没有箱盒成型机108的其余部分的转换器组件112。片材104从图4中所示的转换器组件112的第一侧或入口侧进入转换器组件。片材104从图5中所示的转换器组件112的第二侧或出口侧离开转换器组件。
57.在所示实施例中,转换器组件112在其第一侧包括进料槽(infeed slot)124。当片材104离开送料更换器110时,进料槽124接纳片材104,且将片材104引导到转换器组件112中。在所示实施例中,进料槽124具有张开式开口端,以有助于将片材104引导到转换器组件中。进料槽124还包括一个或多个凹口125。一个或多个凹口125可以至少部分地将固定引导通道118a、118d、118e、118h的端部(这些端部与它们的张开式开口端相对)接纳于其中。因此,固定引导通道118a、118d、118e、118h的端部可以至少部分地延伸到进料槽124中。将固定引导通道118a、118d、118e、118h延伸到进料槽124中,这样能够有助于片材104从送料更换器110到转换器组件112的平滑过渡。例如,当片材进入进料槽124时,固定引导通道118a、118d、118e、118h可以将片材104保持为平坦构造,从而减少或消除片材104在从送料更换器110到转换器组件112的过渡中被卡住的可能性。
58.在穿过进料槽124之后,片材104被主动送料辊126接合。主动送料辊126旋转以推进片材104通过转换器组件112。在推进片材104通过转换器组件112时,一个或多个转换工具128在片材104上执行转换功能(例如,折缝、弯曲、折叠、穿孔、切割、刻划),以便由片材104产生包装模板。转换功能中的一些可以沿基本垂直于片材104的移动方向和/或长度方向,在片材104上进行。换言之,可横跨片材104(例如,在两侧之间)进行一些转换功能。这样的转换可以被认为是“横向转换”。相反地,转换功能中的一些可以沿基本平行于片材104的移动方向和/或长度方向,在片材104上进行。这样的转换可被视为“纵向转换”。在2015年1月15日公布的名称为“转换机(converting machine)”的美国专利公开第2015/0018189号(
“‘
189申请”)中公开了有关可在转换器组件112中使用的转换工具的附加细节(包括结构和功能),其全部内容通过引用并入本文。
59.转换功能中的一些可包括从片材104切除多余材料。例如,如果片材104比形成期望的箱盒模板所需要的更宽,那么片材104的部分宽度可通过转换工具来切除。多余材料或修剪部分(trim)可以通过一个或多个转向器工具130而被转向到转换器组件112之外。如图5所示,转向器工具130包括斜表面,该斜表面将修剪部分重新引导通过转换器组件112中的底部或下部开口。结果,修剪部分不是像箱盒模板那样离开转换器组件112的第二侧或出口侧。而是,在转换器组件的出口侧之前,修剪部分被引导到转换器组件112之外,使得修剪部分与已完成的箱盒模板分离。
60.如在
‘
189申请中所讨论的,转换工具可以沿着片材104的宽度被重新定位,以便沿着片材104的宽度在期望的位置处执行转换功能。因此,例如,图5所示的转换工具128可以沿着转换器组件112的宽度被重新定位,从而在期望的位置切割片材104,以从中移除所需
的修剪部分。
61.转向器工具130可以连接到转换工具128(例如,切割轮或刀)中的一个,或者与转换工具128中的一个相关联,转换工具128从片材104切割修剪部分。结果,当转换工具128移动到所需位置以从片材104切割所需量的修剪部分时,转向器工具130随转换工具128移动,使得转向器工具130被适当地定位,以重新引导从转换器组件112被切除的修剪部分。
62.在推进通过转换器组件112期间,标签或其他标识符可被施加于片材104(至少部分形成的箱盒模板)。例如,如图5所示,转换器组件112可包括贴标器132,贴标器被可移动地安装在转换器组件上。贴标器132可以在转换器组件112的相对侧之间移动,并且可以将标签施加于至少部分形成的箱盒模板。因为可存在多个并排的供被处理片材104通过转换器组件112的轨道,并且因为箱盒模板的尺寸不同,所以标签132需要能够沿着转换器组件的宽度在多个位置处施加标签。
63.控制系统可以控制箱盒成型机108的操作。更具体地,控制系统可以控制箱盒成型机108的各种部件的移动和/或位置。例如,控制系统可以控制主动送料辊120的旋转方向,以便选择期望的片材104和转换工具128的定位,以在片材104的期望位置上执行转换功能。
64.类似地,控制系统可以控制贴标器132的操作。举例来说,控制系统可以使贴标器132打印标签并将标签施加于特定的箱盒模板。例如,在形成将用于将特定订单运送到特定运送地址的箱盒模板期间,控制系统可以使贴标器132将所需信息(例如,运送地址、装箱单等)打印在标签上。在箱盒模板移动通过转换器组件112时,控制系统可以使贴标器132在箱盒模板上移动并将标签施加于箱盒模板。
65.在一些实施例中,在箱盒模板移动通过转换器组件112时,贴标器132将标签施加于箱盒模板,这可以减少形成和标记箱盒模板所需的时间。然而,在其他实施例中,箱盒模板通过转换器组件112的移动可以被暂停足够长的时间,以使贴标器132施加标签。
66.控制系统还可以监测箱盒成型机108的各种部件的位置和操作,以使贴标器132能够将标签施加于箱盒模板上的所需位置。例如,控制系统可以监测主动辊120、126的旋转速度。辊120、126的旋转速度可用于确定片材104移动通过箱盒成型机108的速度。类似地,控制系统可以监测转换工具的位置和/或何时致动转换工具以在片材104上执行转换功能。
67.对于标准的箱盒模板,转换工具在片材104中产生切口和折痕以定义箱盒模板的不同部分。箱盒模板的不同部分可包括壁部和封闭翻板部(closure flap section)。通过监测箱盒成型机108的部件的操作和/或位置,控制系统可以移动贴标器132并使贴标器132在特定时间施加标签,使得标签被施加于箱盒模板上的特定部位或特定区域内。例如,在一些实施例中,可能期望使标签被施加于特定壁部或封闭翻板。通过监测箱盒成型机108的部件的位置和/或操作,控制系统能够将贴标器132引导到箱盒模板上方的适当位置(例如,在期望的壁部或封闭翻板上),且使贴标器在适当的时间(当期望的壁部或封闭翻板移动至或定位在贴标器132下方时)施加标签。
68.一个或多个附加的送料辊134被定位在转换器组件112的出口或第二侧附近。一个或多个送料辊134可以是主动辊(类似于辊120、126)或被动辊(类似于辊122)。一个或多个送料辊134可以有助于将箱盒模板引导出转换器组件112。更具体地,一个或多个送料辊134可以将箱盒模板压靠在出料板(outfeed plate)136上,使得箱盒模板以已知的方向和/或位置离开转换器组件112。
69.现在将注意力转向图6至图7e,这些附图更详细地示出了折叠组件114。为了清楚和便于说明,图6至图7e示出了没有箱盒成型机108的其余部分的折叠组件114。此外,图7b至图7e示出了折叠组件114的一部分的简化版本以及与箱盒模板的相互作用。在箱盒模板离开转换器组件112时,折叠组件114接合由片材104形成的箱盒模板。如下面更详细地讨论的,折叠组件114被构造成接合且移动和/或重新定向箱盒模板的第一端,从而使胶可被施加在其上,并使得箱盒模板的第二端可以附接到第一端。
70.如图6中可见,折叠组件114包括第一子框架138和第二子框架140以及折叠头142。第一子框架138被可滑动地和/或枢转式地安装到框架117(图1)。例如,第一子框架138可包括与连接到框架117的一个或多个轨道夹具相互作用的一个或多个轨道、凹部、凹槽等,以允许第一子框架138滑过一个或多个轨道夹具和/或相对于一个或多个轨道夹具枢转。轨道夹具可以牢固地固定到框架117。类似地,第二子框架140可以经由一个或多个轨道夹具144而被可滑动地和/或枢转式地安装到第一子框架138。例如,第二子框架140可包括与连接到第一子框架138的一个或多个轨道夹具144相互作用的一个或多个轨道、凹部、凹槽等,以允许第二子框架140滑过第一子框架138上的一个或多个轨道夹具144和/或相对于第一子框架上的一个或多个轨道夹具枢转。
71.第一子框架138和第二子框架140的可移动特性使得折叠头142能够在x
‑
y场中可变的运动范围内移动。结果,折叠头142可以相对于转换器组件112竖直地上下移动和/或水平地移动得更靠近转换器组件112和更远离转换器组件112。
72.除了第一子框架138和第二子框架140的移动可用于折叠头142的移动之外,折叠头142被可移动地安装在第二子框架140上。更具体地,如图6和图7a所示,折叠头142包括轴148,该轴被可旋转地安装到第二子框架140,且该轴可以通过致动器150来旋转。致动器可以采用各种形式。例如,在所示实施例中,致动器150包括马达和传动带。被安装在轴148上的是折叠板152以及第一夹具154和第二夹具156。第一夹具154和第二夹具156均可经由一个或多个致动器来移动。
73.在操作中,折叠头142可以移动邻近转换器组件112的出料板136,以便在箱盒模板离开转换器组件112时能够接合箱盒模板。例如,图7b示出折叠头142被定位成邻近转换器组件112的出料板136。图7b还示出了离开转换器组件112的箱盒模板bt的第一端。如图所示,箱盒模板bt可以被推出转换器组件112,使得胶粘接片(glue tab)gt延伸超出出料板136的边缘,并且使得胶粘接片gt与箱盒模板bt上的相邻面板之间的折痕与出料板136的边缘对齐。
74.一旦胶粘接片gt被如此定位(即,折痕与出料板136的边缘对齐),折叠头142可以旋转成与胶粘接片gt接合,以使胶粘接片gt相对于箱盒模板bt的其余部分折叠。图7c示出了围绕轴148旋转和/或相对于箱盒模板bt移动以折叠胶粘接片gt的折叠头142。如上所述,胶粘接片gt借助与出料板136的边缘对齐的折痕而被定位。折痕的对齐、以及折叠头142的旋转/移动,引起胶粘接片gt可预测地沿折痕折叠。折叠头142可以继续旋转和/或移动(例如,朝向转换器组件112),直到胶粘接片gt贴靠出料板136的后表面折叠为止,如图7d所示。
75.一旦胶粘接片折叠,折叠板152和/或第一夹具154可从第一或打开位置(图7a)移动到第二或闭合位置(如图7d所示)。当折叠板152和第一夹具154处于闭合位置时,箱盒模板bt的折叠边缘被夹持或保持在折叠板152与第一夹具154之间,如图7d所示。在一些实施
例中,第一夹具154夹到箱盒模板bt的折叠边缘上约25mm或更小处。在其他实施例中,第一夹具154夹到箱盒模板bt的折叠边缘上约20mm、15mm、10mm或更小处。
76.随着箱盒模板bt的折叠边缘被夹持或保持在折叠板152与第一夹具154之间,折叠头142接着可以移动和/或重新定向箱盒模板bt的第一端。例如,如图7e所示,折叠头142可移动远离出料板136,从而将折叠后的箱盒模板bt从出料板136拉出。
77.在一些实施例中,出料板136(图5)和第一夹具154(图6和图7a)的边缘包括凹口式构造。更具体地,出料板136的边缘包括多个间隔开的凹口。类似地,第一夹具154的与箱盒模板接合的边缘包括多个间隔开的凹口。在一些实施例中,第一夹具154上的凹口从出料板136上的凹口偏移。当从出料板136拉出折叠后的箱盒模板bt时,这些偏移的凹口可以减小箱盒模板bt与出料板136之间的摩擦量。
78.一旦箱盒模板bt的第一端已从出料板136被拉出,则折叠头142可以(通过第一子框架138和第二子框架140的移动和/或折叠头142的旋转)将箱盒模板bt的第一端移动和/或重新定向到期望的位置和/或取向。例如,如图7e所示,折叠头142可以水平地和竖直地移动远离出料板136。由于箱盒模板bt的折叠端被夹持在折叠板152与第一夹具154之间,箱盒模板bt的折叠端也可以水平地和竖直地移动远离出料板136。如上所述,折叠头142的水平和竖直移动可以通过第一子框架138和第二子框架140的移动来实现。
79.如上所述,折叠头142还可以围绕轴148旋转,以便重新定向箱盒模板bt的折叠端。例如,在图7e所示的实施例中,折叠头142被示出为绕轴148顺时针旋转。随折叠头142旋转,箱盒模板bt的折叠端被重新定向。更具体地,当折叠头142最初夹到箱盒模板bt的折叠边缘上时,胶粘接片gt的暴露表面大致面向下方。在折叠头142旋转时,胶粘接片gt的暴露表面被重新定向,直到它大致面向上方,如图7e的下部所示。
80.因此,折叠组件114可以相对于箱盒模板bt的其余部分折叠胶粘接片gt并且夹到箱盒模板bt的折叠边缘上。此后,折叠组件114可以将箱盒模板bt的折叠边缘(在第一端)从第一位置和/或取向(邻近出料板136,胶粘接片gt大致面向下方)移动和/或重新定向到第二位置和/或取向(竖直地低于出料板136,胶粘接片gt大致面向上方),使得胶粘接片gt被定位并定向在预定或已知的位置和/或方向。
81.如图7e所示,第二位置和/或取向可以被定位成,使得施胶装置157能够将胶施加到胶粘接片gt的暴露表面。例如,一旦箱盒模板bt的折叠边缘处于第二位置和/或取向,施胶装置157可相对于胶粘接片gt移动,以便将胶施加到其上。施胶装置157可以连接到框架117,使得施胶装置157(或其一部分)可以在箱盒成型机108的相对侧之间移动,以将胶施加到箱盒模板bt的胶粘接片gt上。
82.当折叠头142移动和/或重新定位箱盒模板bt的折叠边缘并且胶被施加到其上时,箱盒模板bt可以继续被送出转换器组件112。如下面将更详细讨论的,箱盒模板bt的折叠边缘的移动/重新定向以及从转换器组件112额外送出箱盒模板bt,可以引起箱盒模板bt折成对半。
83.一旦箱盒模板bt的第二端到达转换器组件112的出口侧,则附接组件116接合箱盒模板bt的第二端。在箱盒模板bt的第二端被接合的情况下,附接组件116移动和/或重新定向箱盒模板bt的第二端,以使该第二端与其第一端接合,以便将箱盒模板bt的第一端和第二端附接在一起。
84.如图8所示,附接组件包括第一子框架158和第二子框架160以及附接头162。在所示实施例中,第一子框架158可以经由一个或多个轨道夹具163而被可滑动地和/或枢转式地安装到框架117(图1)。与第一子框架138一样,第一子框架158可包括与一个或多个轨道夹具163相互作用的一个或多个轨道、凹部、凹槽等,以允许第一子框架158滑过一个或多个轨道夹具163和/或相对于一个或多个轨道夹具163枢转,并允许第一子框架158相对于框架117滑动和/或枢转。
85.第二子框架160经由一个或多个轨道夹具164而被可滑动地安装到第一子框架158。第二子框架160可以经由轨道夹具164相对于第一子框架158滑动和/或枢转。此外,第二子框架160可经由一个或多个延伸机构166而选择性地延伸。一个或多个延伸机构166可以选择性地延伸或缩回,以便移动附接头162。
86.第一子框架158和第二子框架160的可移动性质(包括一个或多个延伸机构166的延伸/缩回)使得附接头162能够在x
‑
y场中的运动范围内移动。结果,附接头162可相对于转换器组件112竖直地上下移动和/或水平地移动得更靠近转换器组件112和更远离转换器组件112。
87.除了第一子框架158和第二子框架160的移动可用于附接头162的移动之外,附接头162被可移动地安装在第二子框架160上。更具体地,附接头162包括轴168,该轴被可旋转地安装到第二子框架160并且可以通过致动器来旋转。
88.如在图9至图11中可以看到的,附接头162可包括一个或多个引导件170。一个或多个引导件170可被设置在附接头162的一侧或两侧上。一个或多个引导件170可帮助箱盒模板bt相对于附接头162对齐。
89.附接头162还可包括一个或多个附接机构172。例如,如图9至图11所示,附接头162可包括附接机构172a和/或附接机构172b。在所示实施例中,附接机构172a被可滑动地安装在轴168上,使得附接机构172a可以移动更靠近或远离箱盒模板bt。例如,图10示出了位于轴168上的缩回位置的附接机构172a。在缩回位置,附接机构172a的夹具174被定位在引导件170的外部,使得附接机构172a不与箱盒模板bt对齐。相反地,图11示出了位于在轴168上的接合位置的附接机构172a。在接合位置,附接机构172a的夹具174朝向附接头162的中部延伸超过引导件170(内部),使得夹具174与箱盒模板bt对齐宽度或至少部分地重叠。
90.除了附接机构172a可在轴168上、缩回位置与接合位置之间移动之外,夹具174可选择性地延伸或缩回,以便接合或释放箱盒模板bt的一部分。在图10中,例如,夹具174延伸远离轴168。结果,当附接机构172a从图10中所示的缩回位置移动到图11中所示的接合位置时,夹具174可被定位在箱盒模板bt下方,使得箱盒模板bt被定位在夹具174与附接头162的另一部分之间。一旦箱盒模板bt被定位在夹具174与附接头162的另一部分之间,则夹具174可以移动到接合位置,以便将箱盒模板bt夹持在夹具174与附接头162的另一部分之间,如图11所示。
91.在一些实施例中,与箱盒模板bt接合的夹具174的表面可以被构造成以固定和/或防滑的方式接合箱盒模板bt。例如,夹具174可包括橡胶或其他防滑表面。夹具174还可以或替代地包括一个或多个突出部(例如固定螺钉或钉),突出部接合箱盒模板bt以确保与其固定连接。
92.在一些实施例中,作为附接机构172a的补充或替代,箱盒模板bt可以通过附接机
构172b接合并选择性地附接到附接头162。在所示实施例中,附接机构172b包括一个或多个真空头。如图11所示,一个或多个真空头可以接合箱盒模板bt的平面表面并使用负压来选择性地将箱盒模板bt固定到附接头162。
93.如在图9中可以最清楚地看到的,附接机构172b可包括真空头的阵列,该阵列中的这些真空头按一行或多行被对齐。所示实施例包括两行真空头,但是附接机构172b还可包括单行的或多于两行的真空头。此外,所示实施例示出了多行真空头彼此偏移。使多行真空头偏移,这样有助于确保真空头能够与箱盒模板bt固定接触。例如,箱盒模板bt可包括各种折痕、刻痕或其他表面不规则(特征),这会使一个真空头难以牢固地附接到箱盒模板bt。在这种情况下,偏移的真空头能够牢固地接合箱盒模板bt的没有这样的折痕、刻痕或其他表面不规则特征的另一部分。
94.一旦箱盒模板bt已从转换器组件112被送出,并且附接头162已接合箱盒模板bt的第二端(例如,经由附接机构172a和/或172b),附接组件116可以将箱盒模板bt的第二端移动至与其第一端接合。例如,图12a的上部示出了与邻近出料板136的箱盒模板bt的第二端接合的附接头162。由此,附接头162可相对于转换器组件112竖直地和/或水平地移动,以使箱盒模板bt的第二端与其第一端接合。如图12a中所示,例如,附接头162可以竖直地以及水平地移动箱盒模板bt。如上所述,附接头162的水平移动和/或竖直移动可以通过第一子框架158和/或第二子框架160的移动来实现。此外,附接头162可以围绕轴168旋转,以在箱盒模板bt的第二端朝向其第一端移动时重新定向箱盒模板bt的第二端。
95.如图12b所示,附接头162可将箱盒模板bt的第二端与箱盒模板bt的第一端接合,使得箱盒模板bt的这两端大致彼此平行。在一些实施例中,附接头162可将箱盒模板bt的第二端的边缘对齐折叠头142的第一夹具154。从图12b中可以看出,由于第一夹具154处在一部分胶粘接片gt的顶部上的位置,箱盒模板bt的第二端没有完全覆盖胶粘接片gt。
96.随着箱盒模板bt的第二端被如此定位在箱盒模板bt的第一端的顶部上,折叠头142的第二夹具156可以从图12b中所示的打开位置移动到图12c中所示的闭合位置。将第二夹具156移动到闭合位置,这挤压了箱盒模板bt的第二端、胶粘接片gt、以及通过施胶装置157被施加到胶粘接片gt而处在第二夹具156与折叠板152之间的胶,如图12c所示。这样的挤压有助于确保用胶将箱盒模板bt的第二端和胶粘接片gt固定在一起。
97.一旦箱盒模板bt的两端被固定在一起,则第一夹具154和第二夹具156被释放。附接头162还可以释放箱盒模板bt,以允许箱盒模板bt从箱盒成型机108被移除。在一些实施例中,一旦第一夹具154和第二夹具156被释放,附接头162可以使箱盒模板bt移动远离折叠头142,并移动到箱盒模板bt可容易地从箱盒成型机108被移除的位置。例如,如图12d所示,附接头162可绕轴168旋转并移动(经由子框架158、160的移动),以便将箱盒模板bt定位成靠近从箱盒成型机108离开的出口位置(exit point)。
98.图12c和图12d之间的比较示出,在折叠头142释放箱盒模板bt之后附接头162已旋转大约180度。在其他实施例中,在折叠头142释放箱盒模板bt之后,附接头162可以旋转大约90度。在一些实施例中,在附接头162旋转之前,箱盒模板bt可以被定向成大致平行于出料板136。在附接头162旋转之后,箱盒模板bt可以被定向成大致垂直于出料板136。
99.在任何情况下,在附接头162旋转之后或旋转期间,附接头162接着可以将箱盒模板bt朝向出口位置(例如,机器108中的开口、狭槽等)移动,箱盒模板bt可通过该出口位置
而从箱盒成型机108被送出或取出。在这样的移动期间,多个附接机构172中的一个或多个可以继续将箱盒模板bt固定到附接头162,使得箱盒模板bt随着附接头162旋转和移动。
100.在一些实施例中,如图12d所示,一组或多组相对的辊204、206可以被定位成邻近机器108的出口位置。相对的辊204、206可以被致动,以将箱盒模板bt送出机器108。例如,可朝向辊206推进辊204并使其旋转,以将箱盒模板bt送出机器108。在其他实施例中,可朝向辊204推进辊206,或者辊204和辊206可以朝向彼此推进。在任何情况下,辊204、206中的一个或多个可以是将箱盒模板bt推出箱盒成型机108的主动辊(例如,由马达等来旋转)。
101.在某些情况下,即使在箱盒模板bt的端部已被固定在一起之后,箱盒模板bt也可能没有被平放。例如,箱盒模板bt的面板可以彼此分开。这可以由用于形成箱盒模板bt的片材104中的折叠引起。如上所述,在片材104被用来形成箱盒模板bt之前,是被折叠成摞堆在捆102中的。虽然在片材104中形成的折叠可以允许片材104被堆成捆102,但是这样的折叠也可以导致所形成的箱盒模板bt不能如所希望的那样被平放。
102.为了在将箱盒模板bt通过辊204、206送出之前使箱盒模板bt平坦化,箱盒模板bt可被推进通过出料引导通道208,如图12d所示。出料引导通道208可以逐渐地平坦化箱盒模板bt,以使得箱盒模板bt在通过辊204、206被送出时,不会在箱盒模板bt中形成额外的折痕。
103.在所示实施例中,出料引导通道208包括斜板210。斜板210被定位成与附接头162相对(当附接头162旋转并朝向机器108的出口位置移动时,如图12d所示),以使得箱盒模板bt被定位在附接头162与斜板210之间。斜板210朝向附接头162成角度,以使得箱盒模板bt沿着斜板210的推进引起箱盒模板bt被送向附接头162。
104.出料引导通道208还可包括一个或多个引导件212。在所示实施例中,这些引导件被安装在附接头162上,使得引导件212随着附接头162移动。每个引导件212包括弧形或带有斜角的框架214。框架214被布置成使得框架214和斜板210协作以形成锥形通道。换言之,斜板210和带有斜角的框架214的形状和取向使得在它们之间形成的通道逐渐变细。由于箱盒模板bt在斜板210与带有斜角的框架214之间被推进并从机器108的出口位置离开,由斜板210和带有斜角的框架214形成的锥形通道逐渐平坦化箱盒模板bt。
105.在一些实施例中,斜板210和/或带有斜角的框架214可包括一个或多个轮,以有助于推进箱盒模板bt通过锥形通道。例如,图12d示出了被安装在框架214上的轮216。在箱盒模板bt被推出箱盒成型机108时,轮216可以旋转以减小框架214与箱盒模板bt之间的摩擦。
106.一旦辊204、206接合箱盒模板bt,则附接头162可以释放箱盒模板bt。特别地,附接机构172可以脱离箱盒模板bt,从而允许辊204、206将箱盒模板bt推出机器108。
107.现在将注意力转向图13a至图13i,其示出了箱盒成型机108a的替代实施例的多个部分。箱盒成型机108a在许多方面可与箱盒成型机108类似或相同。因此,对箱盒成型机108a的以下描述将主要集中于与箱盒成型机108不同的特征。然而,应当理解,箱盒成型机108、108a的各种特征可以彼此互换。
108.如图13a至图13i所示,箱盒成型机108a包括转换器组件112a、折叠组件114a和附接组件116a。在转换器组件112a在扇式折叠材料上执行一个或多个转换功能以将其转换成箱盒模板bt之后,箱盒模板bt从邻近出料板136a的转换器组件112a被送出。如图13b所示,箱盒模板bt从转换器组件112a被送出,直到折痕与出料板136a的边缘对齐为止。
109.一旦胶粘接片gt折痕与出料板136a的边缘对齐,则折叠组件114a接合箱盒模板bt,以相对于箱盒模板bt的其余部分折叠胶粘接片gt。例如,如图13c所示,折叠组件114a可以竖直地和/或水平地移动以接合胶粘接片gt。更具体地,如图13c至图13d所示,折叠组件114a的第一夹具154a可以接合胶粘接片gt,以便将胶粘接片gt绕出料板136a折叠。
110.箱盒模板bt的折叠端可以在第一夹具154a与折叠板152a之间被挤压,如图13d所示。如图13e至图13g所示,折叠组件114a接着可以移动远离转换器组件112a。在所示实施例中,折叠组件114a可绕枢转轴线来枢转。在折叠组件114a移动时,被施加到箱盒模板bt的折叠端的夹紧力(即,由折叠板152a和第一夹具154a施加)引起箱盒模板bt的第一端随着折叠组件114a而移动并重新定向。
111.例如,图13d和图13g之间的比较示出,折叠组件114a可以将箱盒模板的第一端从邻近转换器组件112a的第一位置和取向移动并重新定向到邻近施胶装置157a的第二位置和取向。如同前一实施例,一旦箱盒模板bt的第一端处于第一位置和取向,胶粘接片gt通常面向下方。在第二位置和取向,胶粘接片gt通常面向上方。一旦箱盒模板bt的第一端移动并重新定向到第二位置和取向,则施胶装置157a可以将胶施加到胶粘接片gt上,如图13g所示。
112.当折叠组件114a移动箱盒模板bt的第一端,且施胶装置157a将胶施加到胶粘接片gt时,箱盒模板bt继续被送出转换器组件112a,如图13c至图13g所示。箱盒模板bt的第一端的移动和箱盒模板bt的连续送出引起箱盒模板bt被折成对半,如图所示。
113.当箱盒模板bt的第二端从转换器组件112a被送出时,附接组件116a接合箱盒模板bt的第二端并可以将其朝向箱盒模板bt的第一端移动。例如,图13h至图13i示出,附接组件116a将箱盒模板bt的第二端从转换器组件112a的出料侧朝向胶粘接片gt移动并与胶粘接片gt接触。在一些实施例中,附接组件116a可以将箱盒模板bt的第二端压靠在胶粘接片gt上(该第二端与胶粘接片之间有胶),以将箱盒模板bt的两端固定在一起。在其他实施例中,类似于上述实施例,折叠组件114a可包括第二夹具,该第二夹具将箱盒模板bt的第二端和胶粘接片gt(连同两者之间的胶)压在一起。
114.一旦箱盒模板bt的两端连结在一起,则箱盒模板bt可以从箱盒成型机108a中被移除。例如,折叠组件114a和附接组件116a可以释放它们在箱盒模板bt上的保持部位。此后,箱盒模板bt可从机器108a的箱盒中被自由地移除。
115.鉴于前述内容,应当理解的是,本公开涉及可在片材上执行一个或多个转换功能以将片材转换成箱盒模板的箱盒成型机。此外,本公开的箱盒成型机可以接合箱盒模板的第一端并且将箱盒模板的第一端移动到预定位置。当接合箱盒模板的第一端时,箱盒成型机可以相对于箱盒模板的第二部分折叠箱盒模板的第一部分(例如,胶粘接片)。在将箱盒模板的第一端移动到预定位置时,箱盒成型机可以将箱盒模板的第一端重新定向到期望的取向。随着箱盒模板的第一端处于预定位置和所需的取向,可以将胶施加到箱盒模板的第一端。
116.本公开的箱盒成型机还可以接合箱盒模板的第二端并且将箱盒模板的第二端移动至与箱盒模板的第一端接合。在将箱盒模板的第二端移动至与箱盒模板的第一端接合时,箱盒成型机可以将箱盒模板的第二端重新定向到期望的取向(例如,平行于箱盒模板的第一端)。在一些实施例中,箱盒成型机可以将箱盒模板的第一端和第二端通过两者之间的
胶压在一起,以便将第一端和第二端固定在一起。一旦箱盒模板的第一端和第二端已固定在一起,箱盒成型机可以释放箱盒模板或将箱盒模板移动到使其可从箱盒成型机移除的期望位置。
117.上述实施例包括折叠箱盒模板的第一端,然后使箱盒模板的第二端与箱盒模板的折叠端接合。然而,应该理解的是,这仅仅是示例性的。在其他实施例中,例如,箱盒成型机可以接合箱盒模板的第一端而不折叠其一部分。然后,可将箱盒模板的第一端移动和/或重定向到预定的和期望的位置和定位(location)。然后,箱盒成型机可以接合箱盒模板的第二端。接合箱盒模板的第二端可以包括相对于箱盒模板的另一部分折叠第一部分(例如,胶粘接片)。然后,箱盒成型机可以将箱盒模板的折叠后的第二端移动至与箱盒模板的第一端接合,以将第一端和第二端固定在一起。
118.在不脱离本发明的精神或基本特征的情况下,本发明可以按照其他特定形式实施。所描述的实施例在所有难以考虑的范围内仅被视为说明性的而非限制性的。因此,本发明的范围由所附权利要求而不是前面的描述表示。在权利要求的含义和等同范围内的所有变化都包含在其范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1