一种段彩竹节纱线的制备方法
1.本发明属于纺织纱线制备领域,特别涉及一种段彩竹节纱线的制备方法。
背景技术:
2.随着人们生活水平的提高,人们已不再局限于对服装基础功能(如:保暖、防晒、遮蔽和防护等)的关注,开始将更多的注意力放在风格、色彩、功能以及保健等维度。基于这样的大背景,构成服装的基本的纱线(主要指常规的平纱)已经不能满足人们的需求,各类花式纱线应运而生。花式纱线可根据各自原料的性能、结构、外观等特性,制成不同性能、风格、外观的产品。
3.花式纱线一般可以分为花色纱和花式纱。普通的花色纱强调的是各种颜色的纤维混合比较均匀,其纱线的每个截面的各色纤维分布基本一致。而段彩竹节纱同普通花色纱最大的差别是纱线在纵向上嵌入新的纤维,使其在纵向上富有色彩变化,且纵向纱线面积变大即竹节。由于目前市面上的段彩竹节纱存在颜色、组分单一的缺点,在推广上还有很大的局限性,通常只能用于普通的纺织面料,无法织造风格多样的高档纺织面料。针对以上问题,本专利提供了一种段彩竹节纱线的制备方法。
4.段彩竹节纱的外形呈现等节距或不等节距的粗节,并带有规律色彩。段彩竹节纱的制备方法,主要有:1)在环锭细纱机加装数字式竹节纱生产装置,中罗拉由主伺服电机控制变速,后罗拉则由段彩伺服电机单独控制变速,以控制中后罗拉变速超喂的方法纺制段彩竹节纱,此时细纱机纺纱所需的总牵伸倍数为改造前细纱机的前区牵伸倍数。段彩竹节纱的生产主要通过改造环锭细纱机的传动系统来实现;2)使用三通道环锭数码细纱机进行纺制,数码纺纱机采用嵌套设计,将原有控制纤维喂入的后罗拉钳口由单一钳口变为3个钳口,3只后罗拉借助于各自程序控制的伺服电动机驱动,实现多根粗纱以不同速度喂入。受独立控制的3个后罗拉以不同的速度喂入3股粗纱,经独立的后区牵伸和共同的前区牵伸后再汇合加捻形成纱线。由于市场上缺乏色彩以及风格多变的段彩竹节纱线,因此急需出现一种新型段彩竹节纱的制备方法。
技术实现要素:
5.本发明涉及一种段彩竹节纱线的制备方法,通过对传统的转杯纺纱机进行设备改造,增加纤维的喂入和控制系统,控制各色纤维条的喂入情况。所要解决的技术问题室提供一种段彩竹节纱线的制备方法,以生产特殊效果的段彩竹节纱线,丰富纱线的种类。该方法包括:
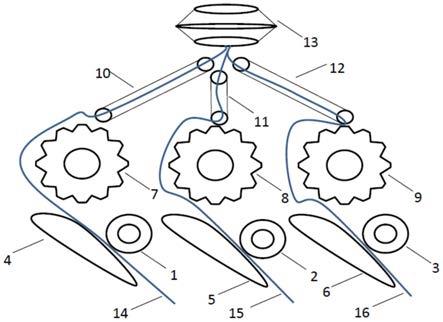
6.(1)对转杯纺纱机进行设备改造:对转杯纺纱机进行设备改造;主要是在传统的转杯纺纱机上增加两个喂给罗拉和两个分梳辊,相应的输纤通道也要增加两个。改造后的转杯纺纱器主要包括左喂给罗拉1、中喂给罗拉2、右喂给罗拉3、左喂给板4、中喂给板5、右喂给板6、左分梳辊7、中分梳辊8、右分梳辊9、左输纤通道10、中输纤通道11、右输纤通道12、转杯13等,其中14所示为左纤维(流)的流动示意图、15所示为中纤维条的流动示意图,16所示
为右纤维条的流动示意图。
7.(2)在改造后的转杯纺纱机进行段彩竹节纱线的制备:通过三个喂给罗拉分别喂入不同颜色的纤维条,控制纤维条的喂给速度和分梳速度,可以得到不同颜色的段彩竹节纱。
8.所述步骤(1)中的三个喂给罗拉轴分别由三个不同的电机控制(即每种纤维条的喂给速度可以单独控制),三个分梳辊的主轴也由三个不同的电机控制(即每种纤维条的分梳速度可以单独控制)。
9.所述步骤(1)中的喂给板的一端固定在转杯纺纱器底座上,两者之间为铰链连接;喂给板的另一端与转杯纺纱器底座无连接;喂给板的中部与转杯纺纱器底座之间通过喂给板压力控制弹簧来连接,根据喂给纤维条的定量,喂给罗拉和喂给板之间的间距(主要是通过压力控制弹簧)可以在一定范围内进行调整。
10.所述步骤(1)中的左喂给罗拉1、中喂给罗拉2、右喂给罗拉3的直径均为30mm,左喂给罗拉1与中喂给罗拉2之间的罗拉中心距为100mm,中喂给罗拉2和右喂给罗拉3之间的罗拉中心距也为100mm。
11.所述步骤(1)中的左分梳辊7、中分梳辊8、右分梳辊9的直径均为80mm,其型号主要包括ok36、ok37、ok40、ok61、os21等。
12.所述步骤(1)中,除所述的设备零件外,改造后的转杯纺纱机还应包括除杂腔、负压腔、假捻盘等。
13.所述步骤(2)中,基于rgb颜色理论,通过三个喂给罗拉分别喂入红、绿、蓝三种颜色的纤维条,调节三种纤维条的喂给速度,可纺制任何颜色的转杯竹节纱。
14.所述步骤(2)中的段彩竹节纱的外观效果在纵向呈现多种颜色相间、无序排列的状态,该纱线的效果与传统转杯纺技术所纺纱线有明显差异。
15.有益效果
16.(1)本发明所涉及的设备改造过程比较简单,仅对传统的转杯纺纱器进行部分改造即可得到,并能生产多种花式纱线,有利于推广和使用;
17.(2)本发明提供了一种段彩竹节纱线的制备方法,与传统转杯纺技术所纺段彩竹节纱相比,该纱线的效果比较独特,丰富了纱线的种类。
附图说明
18.图1:改造后的转杯纺纱器简图。
具体实施方式
19.为使本发明更明显易懂,兹以优选以下具体实施例,并配合附图作详细说明如下。
20.实施例1
21.一种段彩竹节纱线的制备方法,包括:(1)对转杯纺纱机进行设备改造;(2)在改造后的转杯纺纱机进行段彩竹节纱线的制备。本实施例所制备的竹节纱线密度为27.6tex,竹节倍数为1.2倍,竹节长度为6mm,基纱长度为21mm。通过三个喂给罗拉同时喂入三种不同颜色的纤维条,控制纤维条的喂给速度和分梳速度,可以得到不同颜色的段彩竹节纱。主要的纺纱工艺参数设计为:涤纶条定量(左边喂入,颜色红):22.0g/5m;棉条定量(中间喂入,颜
色绿):20.5g/5m;粘胶条定量(右边喂入,颜色蓝):19.8g/5m;左纤维条的喂给速度: 250
‑
520mm/min,中纤维条的喂给速度:250
‑
520mm/min,右纤维条的喂给速度:250
‑
520mm/min;左分梳辊转速:8000r/min,左分梳辊规格:ok37,中分梳辊转速:8000r/min,中分梳辊规格: ok40,右分梳辊转速:8000r/min,右分梳型号:os21;转杯型号:tg42;转杯转速:75000r/min。
22.实施例2
23.一种段彩竹节纱线的制备方法,包括:(1)对转杯纺纱机进行设备改造;(2)在改造后的转杯纺纱机进行段彩竹节纱线的制备。本实施例所制备的竹节纱线密度为18.1tex,竹节倍数为1.5倍,竹节长度为4mm,基纱长度为15mm。通过三个喂给罗拉同时喂入三种不同颜色的纤维条,控制纤维条的喂给速度和分梳速度,可以得到不同颜色的段彩竹节纱。主要的纺纱工艺参数设计为:涤纶条定量(左边喂入,颜色红):22.0g/5m;棉条定量(中间喂入,颜色绿):20.5g/5m;粘胶条定量(右边喂入,颜色蓝):19.8g/5m;左纤维条的喂给速度: 250
‑
520mm/min,中纤维条的喂给速度:250
‑
520mm/min,右纤维条的喂给速度:250
‑
520mm/min;左分梳辊转速:8000r/min,左分梳辊规格:ok37,中分梳辊转速:8000r/min,中分梳辊规格: ok40,右分梳辊转速:8000r/min,右分梳型号:os21;转杯型号:tg42;转杯转速:75000r/min。
24.实施例3
25.一种段彩竹节纱线的制备方法,包括:(1)对转杯纺纱机进行设备改造;(2)在改造后的转杯纺纱机进行段彩竹节纱线的制备。本实施例所制备的竹节纱线密度为27.6tex,竹节倍数为1.2倍,竹节长度为6mm,基纱长度为21mm。通过三个喂给罗拉同时喂入三种不同颜色的纤维条,控制纤维条的喂给速度和分梳速度,可以得到不同颜色的段彩竹节纱。主要的纺纱工艺参数设计为:涤纶条定量(左边喂入,颜色红):22.0g/5m;棉条定量(中间喂入,颜色绿):20.5g/5m;粘胶条定量(右边喂入,颜色蓝):19.8g/5m;左纤维条的喂给速度: 250
‑
520mm/min,中纤维条的喂给速度:250
‑
520mm/min,右纤维条的喂给速度:250
‑
520mm/min;左分梳辊转速:7000r/min,左分梳辊规格:ok37,中分梳辊转速:7000r/min,中分梳辊规格:ok37,右分梳辊转速:7000r/min,右分梳型号:ok37;转杯型号:tg42;转杯转速:75000r/min。
26.实施例4
27.一种段彩竹节纱线的制备方法,包括:(1)对转杯纺纱机进行设备改造;(2)在改造后的转杯纺纱机进行段彩竹节纱线的制备。本实施例所制备的竹节纱线密度为27.6tex,竹节倍数为1.2倍,竹节长度为6mm,基纱长度为21mm。通过三个喂给罗拉同时喂入三种不同颜色的纤维条,控制纤维条的喂给速度和分梳速度,可以得到不同颜色的段彩竹节纱。主要的纺纱工艺参数设计为:粘胶条定量(左边喂入,颜色蓝):19.8g/5m;棉条定量(中间喂入,颜色绿):20.5g/5m;左纤维条的喂给速度:250
‑
520mm/min,涤纶条定量(左边喂入,颜色红):22.0g/5m;中纤维条的喂给速度:250
‑
520mm/min,右纤维条的喂给速度:250
‑
520mm/min;左分梳辊转速:8000r/min,左分梳辊规格:ok37,中分梳辊转速:8000r/min,中分梳辊规格: ok40,右分梳辊转速:8000r/min,右分梳型号:os21;转杯型号:tg42;转杯转速:75000r/min。
28.实施例5
29.一种段彩竹节纱线的制备方法,包括:(1)对转杯纺纱机进行设备改造;(2)在改造后的转杯纺纱机进行段彩竹节纱线的制备。本实施例所制备的竹节纱线密度为27.6tex,竹节倍数为1.2倍,竹节长度为6mm,基纱长度为21mm。通过三个喂给罗拉同时喂入三种不同颜色的纤维条,控制纤维条的喂给速度和分梳速度,可以得到不同颜色的段彩竹节纱。主要的纺纱工艺参数设计为:涤纶条定量(左边喂入,颜色红):18.0g/5m;棉条定量(中间喂入,颜色绿):18.5g/5m;粘胶条定量(右边喂入,颜色蓝):16.8g/5m;左纤维条的喂给速度: 300
‑
640mm/min,中纤维条的喂给速度:300
‑
640mm/min,右纤维条的喂给速度:300
‑
640mm/min;左分梳辊转速:8000r/min,左分梳辊规格:ok37,中分梳辊转速:8000r/min,中分梳辊规格: ok40,右分梳辊转速:8000r/min,右分梳型号:os21;转杯型号:tg42;转杯转速:75000r/min。
30.以上所述仅作为本发明的部分优选实施情况,应当明确,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提还可以做出若干改进,这些改进、构造、特征、原理所做的等效变化和修饰,均属于本发明专利的申请范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1